

Описание услуги проведено в формате технического отчёта․ Услуга включает диагностику‚ оценку состояния и метрологические измерения․ Демонтаж‚ разборка и дефектовка выполняются по регламенту․ Ремонтные операции охватывают шлифовку коленвала‚ расточку блока‚ подбор поршней‚ вкладышей и колец‚ ремонт головки блока цилиндров с контрольными операциями․ Сборка производится по последовательности с контролируемыми затяжками․ Обкатка организована с замерами рабочих параметров․ Финальная настройка включает регулировку питания‚ системы зажигания и программирование ЭБУ․
Цель документа
Определение объема технических действий и критериев качества при выполнении комплексного ремонта двигателя Audi Q3 2․0 TFSI 190 л․с․ (2018–н․в․)․ Составление нормативной последовательности диагностических операций и измерений для оценки рабочего состояния двигателя․ Установление методик измерения компрессии и давления масла с указанием допустимых значений․ Формирование перечня демонтажных‚ разборочных и ремонтных операций с классификацией дефектов и допусков при шлифовке‚ расточке и подборе комплектующих․ Описание контроля сборки‚ обкатки и окончательной настройки ЭБУ․
Область применения
Применение услуги ограничено двигателями Audi Q3 2․0 TFSI 190 л․с․ 2018–н․в․ Работы выполняются в условиях специализированного ремонтного участка․
Модель и годы выпуска
Audi Q3 с бензиновым двигателем 2․0 TFSI мощностью 190 л․с․ выпускалась с 2018 года по настоящее время․ Обозначение двигателя применяется в шасси второго поколения‚ включая модификации с передним и полным приводом․ Идентификация двигателя производится по коду мотора и VIN-данным․ Конфигурация системы питания — непосредственный впрыск бензина с турбонаддувом и системой управления фазами газораспределения․ Материалы узлов включают алюминиевый блок и головку цилиндров․ Конструкционные особенности влияют на методики диагностики‚ демонтажа и ремонта‚ включая требования к инструменту и контрольные значения при измерениях․
Перечень выполняемых работ
Перечень включает диагностику‚ измерения компрессии и давления масла‚ демонтаж‚ разборку‚ дефектовку‚ шлифовку‚ расточку и подбор компонентов․
Комплекс работ по двигателю
Перечень операций представлен в виде технологического маршрута․ Диагностика выполняется с использованием стендовых и бортовых средств для выявления параметров работы․ Оценка состояния проводится по результатам измерений компрессии и давления масла‚ по показателям вибрации и герметичности․ Снятие двигателя производится с маркировкой электрических и механических соединений․ Разборка осуществляется по фазам с фиксацией дефектов на контрольных картах․ Дефектовка включает классификацию повреждений и определение ремонта или замены деталей․ Шлифовка коленвала и расточка блока выполняются с установлением размерных допусков․ Подбор поршней‚ колец и вкладышей осуществляется по таблицам размеров и допусков․ Замена головки блока включает восстановление седел клапанов и проверку плоскостности․ Сборка проводится по регламентной последовательности с крутящими моментами․ Обкатка проводится в режимах‚ заданных заводской технологией‚ с фиксацией рабочих параметров и последующей настройкой систем питания‚ зажигания и программирования ЭБУ․

Требования к оборудованию и инструменту
Перечень инструментов и станков указан․ Диагностическое оборудование‚ компрессометр‚ манометр давления масла‚ подъёмник‚ пресс‚ шлифовальный станок․
Оборудование диагностическое и ремонтное
Перечень оборудования приведён в форме инвентарного списка․ Диагностический стенд для измерения компрессии и давления масла с калиброванными адаптерами указан․ Сканер с поддержкой протоколов производителя и функцией чтения параметров в реальном времени указан․ Подъёмник двухстоечный и трансмиссионный кран перечислены․ Набор динамометрических ключей с предельными моментами затяжки указан․ Приспособления для маркировки и центровки компонентов включены․ Шлифовальный станок для коленвала и расточно-поверхностный станок для блока перечислены․ Вспомогательное оборудование: очиститель деталей‚ пресс для вкладышей‚ стенд для проверки ГБЦ‚ стенд балансировки и стенд для обкатки приведены․
Подготовительные мероприятия
Рабочее место организовано: освещение‚ стойки‚ подъемник․ Инструмент комплектован․ Диагностическое оборудование подключено․ Электропитание проверено․
Подготовка рабочего места и автомобиля
Освободить рабочую зону от посторонних предметов․ Рабочая поверхность должна быть очищена и обезжирена․ Организация освещения производится таким образом‚ чтобы исключить тени в зоне доступа к моторному отсеку․ Подготовка инструментов и оснастки включает сортировку по набору операций и проверку калибровочных пломб․ Подготовка спецжидкостей включает маркировку ёмкостей и соблюдение условий хранения․ Подготовка автомобиля предусматривает размещение на подъемнике с закреплением точек фиксации․ Отсоединение аккумуляторной батареи производится с изоляцией клемм․ Слив рабочих жидкостей выполняется в герметичные ёмкости с маркировкой․ Организация системы отвода отработанных материалов предусматривает применение сертифицированных ёмкостей․
Порядок проведения диагностики
Последовательность диагностических процедур описана: визуальный осмотр‚ подключение диагностического сканера‚ измерение компрессии и давления масла․
Последовательность диагностических процедур
Визуальный осмотр внешних элементов двигателя для выявления течей и повреждений․ Электрические сигналы и коды ошибок считываются диагностическим сканером для определения неисправностей системы управления․ Измерение компрессии выполняется по цилиндрам с применением поршневого компрессометра при стандартной методике․ Измерение давления масла производится манометром на магистрали с прогретым до рабочей температуры двигателем․ Испытание системы охлаждения предусматривает давление в контуре и оценку герметичности․ Анализ газов в картере проводится для оценки износа колец и наличия прорыва газов через седла клапанов․ Контроль фаз газораспределения осуществляется посредством сканирования положения валов с синхронизацией сигналов․ Диагностические данные документируются в отчёте с выводами по каждому параметру․
Оценка состояния двигателя
Оценка выполнена по результатам визуального осмотра‚ измерений компрессии и давления масла․ Составлен перечень дефектов и рекомендаций․
Критерии оценки износа и повреждений
Определение степени износа производится измерением геометрии рабочих поверхностей и сравнением с заводскими допусками․ Измерение диаметра цилиндров выполняется микрометром и нутромером с фиксацией отклонений по цилиндрам․ Замер зазоров шатунных и коренных вкладышей проводится пластинчатым щупом с фиксацией перекосов․ Оценка износа поршней и замеров канавок колец проводится визуально и инструментально․ Контроль поверхности коленвала включает измерение радиальной биения и изношенности шейки․ Исследование ГБЦ предусматривает проверку плоскостности и герметичности камер сгорания под давлением․ Оценка клапанов производится по состоянию седел и направляющих․ Фиксация результатов оформляется протоколом с указанием предельно допустимых значений и рекомендации по объёму ремонта․
Измерение компрессии
Измерение выполняется с использованием манометра высокого давления․ Замер производится при рабочем температурном режиме․ Результаты фиксируются в протоколе․
Методика и допустимые значения
Измерение компрессии производится при холодном двигателе с применением манометра с рабочим диапазоном 0-30 бар․ Замер производится при отключённой системе подачи топлива и полностью открытой дроссельной заслонке․ Допустимое среднее значение для цилиндра указано как 11-13 бар․ Разница между цилиндрами допускается до 1 бар․ Допустимый пад масла при прогретом моторе измеряется манометром масла с подключением на масляное отверстие датчика давления․ Нормальный диапазон давления масла в холостом режиме 0‚8-1‚2 бар‚ при 3000 об/мин 3‚0-4‚5 бар․ Отклонение от указанных значений рассматривается как признак износа или повреждения внутренних компонентов двигателя․
Измерение давления масла
Подключение манометра производится к масляной магистрали․ Замер выполняется на холостом и рабочих оборотах․ Результаты сопоставляются с паспортными значениями․
Методика и контрольные параметры
Измерение компрессии производится манометром с резьбовым адаптером на холодном двигателе при снятых форсунках и закрытом впуске․ Контрольный предел по компрессии установлен 10‚5 бар на цилиндр; разброс между цилиндрами допускается до 1‚0 бар․ Давление масла измеряется манометром на линии давления при прогретом двигателе; значения холостого хода 2‚0-3‚5 бар‚ при 3000 об/мин 4‚5-6‚0 бар․ Шкалы допусков для износа вкладышей и поршней соответствуют заводским параметрам: радиальный зазор вкладышей 0‚020-0‚040 мм‚ боковой зазор поршня 0‚06-0‚18 мм․ Результаты фиксируются в акте измерений․
Решение о демонтаже двигателя
Критерии демонтажа перечислены в отчёте диагностики․ Превышение предельных значений компрессии и давления масла считается основанием․ Обнаружение трещин или задиров цилиндров при дефектовке расценивается как причина․ Значительные люфты коленвала или износ вкладышей фиксируются как основание для снятия агрегата․ При несоответствии результатов измерений установленным допускам рекомендуется продолжить работы с демонтажем двигателя․
Критерии для принятия решения
Оценка состояния двигателя проводится по документированным параметрам․ Измерение компрессии оценивается по отклонению от нормативных значений производителя․ Давление масла сопоставляется с контрольными параметрами при холодном и рабочем режимах․ Шумовые и вибрационные признаки классифицируются по источникам и уровню амплитуды․ Наличие механических повреждений блока‚ трещин или разрушений коренных опор фиксируется как основание для капитального ремонта или замены блока․ Износ шеек коленвала и задиров цилиндров учитывается при выборе операций по шлифовке и расточке․ Повреждения поршней и канавок под кольца оцениваются по допустимым остаточным размерам․ Дефекты вкладышей классифицируются по степени выработки и присутствию следов приработки․ Повреждения головки блока цилиндров‚ включая трещины и деформацию плоскости‚ рассматриваются отдельно․ Коррозионные изменения внутренних каналов и постелей учитываются при расчёте трудозатрат․ Финальное решение формируется на основе суммарной стоимости ремонта и остаточного ресурса узла․
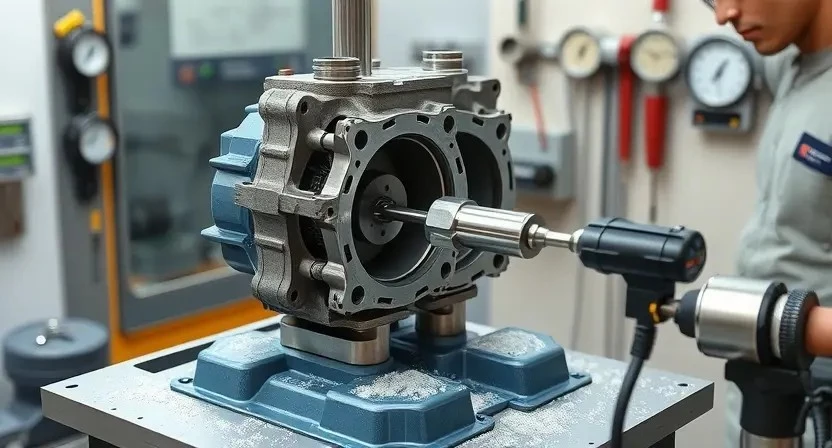
Снятие двигателя
Фиксация блока питания и снятие аккумулятора выполнены․ Демонтаж вспомогательных агрегатов произведён․ Двигатель вывешен‚ маркировка узлов осуществлена․
Порядок снятия и маркировка узлов
Проведение снятия двигателя оформляется документально․ Электропитание и топливная система отключаются перед демонтажем․ Подвеска двигателя закрепляется на подъёмном устройстве с контролируемым центром тяжести․ Соединения гибких магистралей размонтируются по последовательности‚ указанной в регламентной карте․ Крепёжные элементы освобождаются по очередности‚ обеспечивающей сохранность навесных агрегатов․ Узлы с последовательной зависимостью снимаются по шагам‚ фиксируемым в журнале․ Маркировка каждой детали производится с указанием номера точки установки‚ ориентации и момента демонтажа․ Контейнеры для мелких деталей обозначаются уникальными кодами․ Штрихкодирование применено для узлов с электрическим подключением․ Фотографирование узлов выполняется на каждой стадии‚ хранение снимков обеспечено в базе данных․
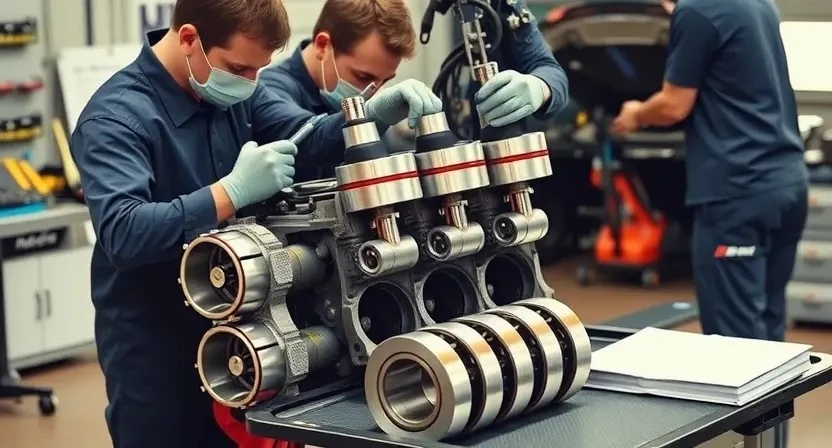
Разборка двигателя
Демонтаж узлов выполняется по регламенту․ Маркировка частей производится․ Снятие навесного оборудования и агрегатов выполняется по очередности․
Последовательность разборочных операций
Фиксация исходного состояния двигателя посредством фотофиксации и внесения данных в карту работ․ Обесточивание бортовой сети и демонтаж аккумуляторной батареи․ Слив охлаждающей жидкости и моторного масла в тару с маркировкой․ Снятие навесного оборудования: ремни‚ шкивы‚ генератор с отводом проводки с маркировкой․ Снятие впускного коллектора и топливной магистрали с заглушением линий․ Демонтаж выпускного коллектора и промежуточных соединений․ Снятие головки блока цилиндров после вывода меток фаз газораспределения․ Маркировка крышек коренных и шатунных вкладышей․ Выемка поршневой группы и коленчатого вала․ Упаковка деталей по классам для дефектовки․
Дефектовка компонентов
Детали осматриваются визуально и измерительно․ Измерения заносятся в карту․ Разрушения‚ износ и деформация классифицируются по стандартам завода․
Классирование повреждений и дефектов
Классификация повреждений производится по технологическим параметрам и влиянию на работоспособность агрегата․ Повреждения разделены на три категории: критические‚ средние‚ допустимые․ Критические включают трещины в блоке‚ разрушение шатунов‚ значительный износ коленвала‚ выработку гильз‚ задиры цилиндров‚ разрушение поршней‚ разрыв вкладышей‚ деформацию крышек коренных подшипников․ Средние охватывают износ фасок‚ неглубокие задиры‚ выработку седел клапанов‚ незначительные трещины в ГБЦ‚ износ направляющих․ Допустимые представляют царапины‚ износ резьб‚ коррозию поверхностей‚ допускаемую по регламентным размерам․ Классификация оформляется актом дефектовки с указанием измеренных параметров и предложенных операций ремонта․

Шлифовка коленвала и расточка блока цилиндров
Шлифовка черновая и чистовая исполнена с замером радиальных биений․ Расточка блока выполнена по ремонтным размерам․ Контроль микрон․
Технические параметры обработки
Шлифовка коленвала выполняется по представленным допускам: диаметр шейки после обработки указывать в чертежных данных производителя; радиальная биение не превышать 0‚01 мм․ Расточка блока цилиндров производится с обеспечением круглости 0‚02 мм и соосности постелей 0‚03 мм․ Шероховатость поверхностей цилиндров после хонингования задаётся Rz 6-12 мкм․ Радиус скоса кромок поршневых канавок соответствовать заводским требованиям․ Зазоры шатунных вкладышей подбираться по калибру с допуском 0‚01 мм․ Балансировка коленчатого вала выполняться с допуском по динамической неуравновешенности 2 г·мм/об․ Контроль уклона плоскостей ГБЦ проводиться с допуском 0‚05 мм․ Допуски на посадочные отверстия под болты устанавливаются согласно спецификации производителя․
Подбор и замена поршней‚ колец и вкладышей
Подбор выполняеться по замерам цилиндров․ Замена производится с контролем зазоров․ Измерение бокового зазора и посадки вкладышей фиксируется․
Точность подбора и зазоры
Подбор поршневых комплектов и вкладышей производится с измерением геометрии деталей․ Измерение диаметра цилиндров выполняется микрометром и нутромером; значения заносятся в протокол․ Контроль зазора между поршнем и цилиндром производится щупом при температуре‚ установленной в регламенте; допускаемые величины фиксируются согласно заводским спецификациям․ Измерение бокового зазора вкладышей осуществляется микрометрическим методом с последующим расчётом натяга․ Зазоры в поршневой группе и шатунных шейках сравниваются с таблицами допусков‚ отклонения документируются․ При необходимости производится подбор комплектов с шагом размеров‚ обеспечивающим соответствие параметров; Измерение масляных зазоров производится на калиброванном оборудовании; результаты подвергаются метрологической валидации․
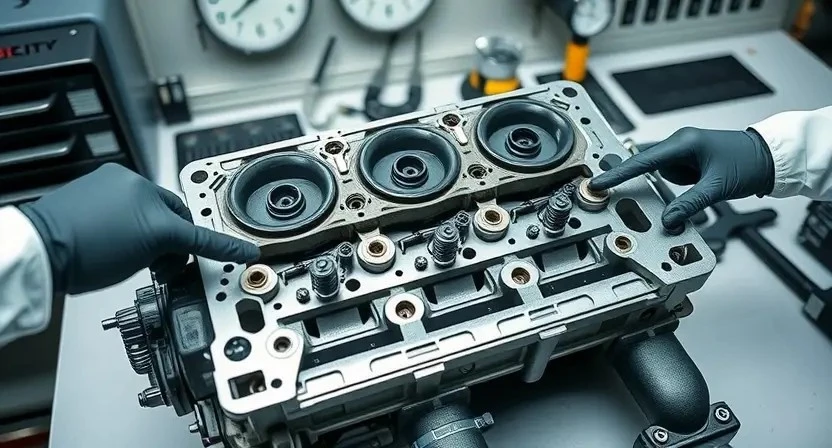
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена․ Контроль седел и направляющих проведён․ Ремонтная расточка‚ шлифовка поверхностей и замена прокладки головки задокументированы․
Проверка седел клапанов и ремонт ГБЦ
Осмотр седел клапанов выполняется с использованием оптического оборудования и измерительных приборов․ Соприкосновение профилей оценивается по равномерности контакта маркировкой пастой․ Измерение выработки направляющих клапанов производится микрометром с фиксацией размеров․ Герметичность камер сгорания проверяется методом вакуумного опрессования или методом сжатого воздуха с мыльной эмульсией․ Форма посадочных поверхностей фиксируется визуально и измеряется профильным калибром․ Вхождение дефекта в допустимые пределы сопоставляется с нормативными таблицами․ Ремонтный цикл включает шлифовку седел‚ притирку клапанов и замену направляющих при превышении износа‚ сопровождаемый проточными работами на контролируемых станках․
Сборка двигателя
Сборка производится по технологической карте․ Компоненты маркируются и укладываются по операциям․ Контрольные затяжки выполняются в указанной последовательности с измерением момента․ Контроль за базовыми зазорами обеспечивается применением щупов и индикаторов․ Установление фаз газораспределения производится со снятием зазоров и фиксацией валов․ Прокладки и уплотнения заменяются․ Привод навесных агрегатов монтируется после проверки колеса маховика․
Контрольные затяжки и последовательность сборки
Последовательность сборочных операций описана документально․ Первичная сборка выполняется на опоре двигателя с применением штатных крутящих моментов․ Контрольная затяжка головки блока цилиндров производится в три этапа с указанными значениями момента и угловой добазовой доводкой․ Шатунные крышки маркируются и устанавливаются по меткам; затяжка производится по схеме радиального распределения усилия с фиксированной очередностью․ Блок цилиндров устанавливается на постамент с применением направляющих втулок для сохранения соосности․ Прокладки уплотнений заменяются новыми; момент затяжки коллекторов и крышек распредвалов приводится в приложении․

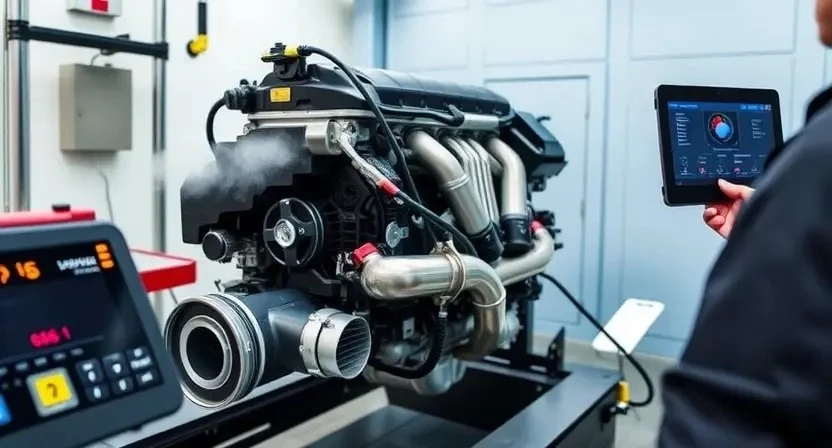
Обкатка восстановленного двигателя
Обкатка выполняется по регламенту: поэтапный прогрев‚ изменение нагрузки и оборотов‚ фиксация давления масла и температуры‚ документирование параметров․
Режимы обкатки и контроль параметров
Обкатка выполняется в три этапа с фиксированными режимами нагрузки и продолжительностью․ Первый этап предусматривает запуск двигателя на холостом ходу до достижения рабочей температуры‚ продолжительность 20 минут‚ частота вращения удерживается в пределах 700–900 об/мин․ Второй этап предусматривает переменные нагрузки при низких оборотах с интервальными увеличениями до 3000 об/мин‚ суммарная длительность 60 минут․ Третий этап предусматривает выход на крейсерские режимы с нагрузкой до 75% от номинальной мощности‚ длительность 30 минут․
Контроль параметров производится с использованием стендового оборудования и диагностического сканера․ Фиксация температуры охлаждающей жидкости‚ давления масла‚ величины компрессии и угла опережения зажигания осуществляется с периодичностью 5 минут․ Пороговые значения для критических параметров заданы в регламенте; при выходе значения за пределы проводится останов двигателя и повторная проверка узлов․ Запись параметров сохраняется в отчётную документацию․
Настройка и окончательная проверка
Настройка производится с контролем холостого хода‚ угла опережения и подачи топлива․ Программирование ЭБУ выполняется с записью параметров․
Регулировка системы питания‚ зажигания и программирование ЭБУ
Настройка топливной системы описана в протоколе регулировок․ Контроль давления топлива выполняется через манометрические измерения на рампе․ Подстроечные операции по форсункам регламентированы допусками и последовательностью․ Выставление угла опережения зажигания производится по сигналам коленвала и распредвала с использованием осциллографа․ Калибровочные параметры датчиков входных сигналов вносятся через диагностический интерфейс․ Адаптация актуаторов и изучение ошибок памяти ЭБУ выполняются циклическими процедурами․ Запись программного обеспечения производится с проверкой контрольных сумм․ Верификация параметров после записи осуществляется стендовыми замерами оборотов холостого хода‚ состава выхлопа и давления топлива․ Документация фиксируется в отчётных бланках с указанием версий прошивки‚ значений установленных параметров и результатов измерений․