

Документ регламентирует последовательность работ по комплексной диагностике и ремонту двигателя Audi TT 1.8 TFSI 180 л.с., включая измерения и восстановление.
Область применения
Документ распространяеться на проведение комплексных работ по диагностике и капитальному восстановлению бензинового двигателя 1.8 TFSI 180 л.с., выпуска 1998–2006 годов, устанавливаемого на модели Audi TT. Операции охватывают измерение компрессии, измерение давления масла в системе, демонтаж агрегата из моторного отсека, разборку до базовых компонентов, дефектовку блока цилиндров и головки блока, шлифовку коленчатого вала и расточку цилиндров, подбор и замену поршней, поршневых колец, коренных и шатунных вкладышей. Работы включают восстановление плоскости головки блока, ремонт седел клапанов и замену направляющих, обработку поверхности посадочных мест и контроль геометрии после механической обработки. Применение регламентированных методик измерений и контрольных допусков обязательны для оценки годности деталей и принятия решения о восстановлении или замене. Испытания на стенде и обкатка восстановленного двигателя подлежат документированию с фиксацией параметров давления масла, компрессии и расхода топлива. Контроль натяга подшипников и зазоров производится после окончательной сборки перед пробеговой обкаткой.
Общие сведения об объекте ремонта
Двигатель 1.8 TFSI 180 л.с. 1998–2006. Турбонаддув, непосредственный впрыск. Рабочий объем 1781 см3. Система ГРМ цепная. Комплектность оценена перед работой.
Технические характеристики двигателя
Тип двигателя: бензиновый рядный четырехцилиндровый с турбонаддувом. Рабочий объем 1781 см3. Мощность 180 л.с. при указанном диапазоне оборотов. Крутящий момент заявлен производителем и учитывается при расчете нагрузок на шатунно-поршневую группу. Степень сжатия заводская. Система питания непосредственный впрыск топлива. Система газораспределения двухвальная с ременным или цепным приводом в зависимости от исполнения. Охлаждение жидкостное с термостатом. Смазочная система под давлением с масляным насосом. Номинальное давление масла и температурные интервалы регламентированы технической документацией. Материал блока алюминиевый сплав. Конструкция поршней и колец соответствие каталожным артикулам. Сопряжения шатун-коленчатый вал рассчитываются по посадочным размерам и зазорам, указанным в сервисном мануале.
Предварительная диагностика
Визуальный осмотр выполняется для фиксации внешних дефектов. Диагностические замеры проводятся для определения объёма дальнейших работ.
Визуальный осмотр и регистрация дефектов
Визуальный осмотр выполняется перед демонтажем. Осмотр включает оценку внешнего состояния блока цилиндров, головки, навесного оборудования и соединений. Фиксация дефектов производится в табличной форме с указанием места, характера повреждения и степени. Фотографирование зон с коррозией, трещинами, масляными потеками и механическими повреждениями производится с нескольких ракурсов. Определение наличия течей осуществляется по следам масла и охлаждающей жидкости на корпусных поверхностях. Оценка состояния крепежа и резьбовых соединений проводится на предмет износа и сорванности. Замечания по электрическим разъемам и датчикам вносится отдельно. Регистрация загрязнений и остатков рабочих жидкостей производится с указанием предполагаемого источника. При обнаружении трещин или деформаций пометка о необходимости дефектовки и дальнейших измерений вносится в протокол.
Проверка компрессии цилиндров
Измерение компрессии производится с применением манометра; показания фиксируются по каждому цилиндру; сравнение с нормативом выполняется для оценки герметичности.
Методика измерения и критерии оценки
Измерение компрессии производится компрессометром при прогретом двигателе и отключенной системе зажигания; обороты стартера фиксируются в диапазоне 200–300 об/мин. Фиксация значений ведётся по каждому цилиндру отдельно. Анализ показателей проводится по расхождению между цилиндрами: допустимый разброс установлен не более 10% относительно среднего значения. Снижение абсолютного давления ниже 10 бар трактуется как критический износ поршневой группы или неплотности клапанного механизма.
Контроль повторяется после выполнения промывки впускного тракта и удаления свечей; протоколы регистрации должны быть подписаны и помещены в дело.

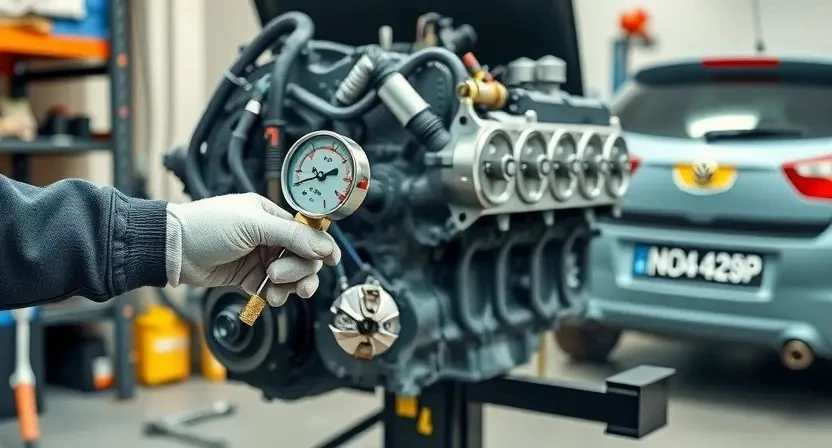
Измерение давления масла в системе
Измерение производить манометром на предусмотренных точках. Фиксация давления при холостом ходу и при 3000 об/мин. Отклонение от нормы отражается в протоколе.
Порядок проведения замера и допустимые параметры
Подготовка автомобиля производится установка на ровную поверхность, обеспечение рабочего давления масла и температурного режима двигателя 80–90 °C. Замер давления масла выполняется через штуцер масляного фильтра или датчик давления с применением манометра класса точности не ниже 2,5. При запуске холодного двигателя фиксируется давление холостого хода и давления на оборотах 2000 об/мин. Допустимые параметры: холодный пуск не менее 1,8 бар, рабочий режим на 2000 об/мин 2,5–3,5 бар. Давление при снижении ниже допустимого рассматривается как признак износа масляного насоса, забитого масляного радиатора или повышенных зазоров вкладышей. Принятие решения о дальнейшем восстановлении производится на основании сопоставления измерений с указанными параметрами и результатов визуального контроля масляной магистрали.
Демонтаж двигателя из моторного отсека
Отключение аккумулятора выполнено. Снятие вспомогательных агрегатов и коммуникаций произведено. Подвеска двигателя вывешена. Демонтаж агрегата выполнен.
Последовательность операций по снятию агрегата
Операция снятия двигателя производится в последовательности, обеспечивающей сохранность узлов и удобство последующей разборки. Электропроводка отсоединяется от разъемов двигателя. Подкапотные крепления демонтируются. Топливная магистраль отключается с применением защитных заглушек. Система охлаждения опорожняется через сливные пробки. Вакуумные и вентиляционные шланги отсоединяются и маркируются. Выпускная система отделяется от головки блока цилиндров. Демонтируются вспомогательные агрегаты: компрессор кондиционирования и генератор при необходимости. Трансмиссия разъединяется от блока посредством снятия болтов крепления маховика. Двигатель фиксируется на траверсе и поднимается ровно по центральным точкам. Подъем выполняется плавно. Агрегат извлекается из моторного отсека целиком и укладывается на стенд для дальнейшей разборки.

Разборка двигателя на составные части
Процесс разборки описан по этапам: снять навесное, демонтировать головку, извлечь коленвал и шатуны, разделить блок на узлы. Маркировка обязательна.
Маркировка и хранение снятых узлов
Маркировка производится при снятии элементов двигателя Audi TT 1.8 TFSI 180 л.с. Каждому узлу присваивается уникальный идентификатор в виде кода; код наносится на этикетку и на упаковку. Для головки блока цилиндров, блока цилиндров, коленчатого вала и навесного оборудования фиксируются положения и ориентация посадочных поверхностей. Снятые поршни и шатуны маркируются по цилиндрам. Вкладыши и коренные подшипники маркируются с указанием стороны и положения в сборке. Содержимое комплектов укладывается в индивидуальную тару с противокоррозионной прослойкой. На упаковке указывается дата снятия, пробег автомобиля, результаты первичных измерений и перечень дефектов. Хранение осуществляется на стеллажах закрытого склада при контролируемой температуре и влажности; противокоррозионные средства обновляются по регламенту; расположение на стеллажах фиксируется в учётной системе.

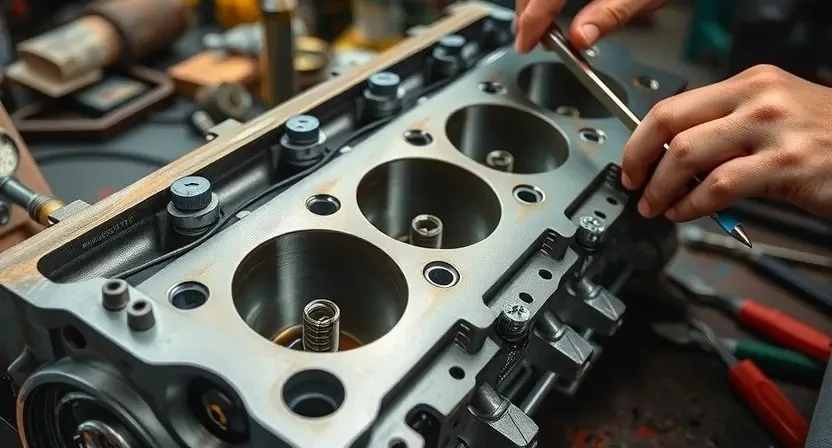
Дефектовка компонентов блока цилиндров
Осмотр деталей выполнен. Замеры посадочных поверхностей, цилиндров и поршней зафиксированы. Износ оценен по измерениям. Решения вынесены.
Критерии годности гильз, поршней и шатунов
Оценка гильз производится по внешнему состоянию рабочей поверхности, глубине рисок, износу диаметра и наличию коррозии. Измерение диаметра выполняется микрометром и нутромером. Допуск на износ цилиндра указывается в спецификации двигателя; при превышении допуска производится расточка с установкой ремонтной гильзы или хонингование с подбором поршня увеличенного размера. Поршни подлежат оценке по трещинам, задиру на юбке, износу канавок под кольца и деформации днища. Измерение овальности и конусности выполняется штангенциркулем; при выходе за пределы маркировки подлежать замене. Шатунные шейки проверяются на круглость, конусность и биение. Контроль радиального зазора вкладышей проводится при помощи пластилина или щупа; при превышении величины допуска выполняется шлифовка коленвала с установкой вкладышей ремонтного размера. Восстановление деталей допускается только при сохранении геометрии и отсутствии критических трещин, выявление которых производится магнитопорошковым или капиллярным методом. Величины допуска и ремонтные размеры приводятся в технической документации двигателя.

Шлифовка коленчатого вала и расточка цилиндров
Шлифовка коленвала выполняеться по замерам биения и износа. Расточка цилиндров производится с контролем конусности и цилиндричности до допусков.
Технологические допуски и контроль размеров
Установить допуски по чертежам производителя для коленчатого вала, шатунов и гильз. Определить предельные износы по диаметру шейки вала и внутреннему диаметру гильзы. Измерение диаметров выполняется микрометром и нутромером с фиксацией результатов в протоколе. Контроль биения плоскостей производится индикатором часового типа при установке на оправку. Зазоры в поршневой группе сверяются таблицей размеров, при несоответствии отмечается необходимость расточки или смены поршней. Контроль натяга вкладышей производится при помощи щупа; фиксировать минимальные и максимальные значения. Предельные величины давления масла и компрессии сверяются нормативами; при отклонениях указывать виды ремонта и перечень заменяемых деталей.
Выбор и замена поршней и поршневых колец
Подбор по диаметру и компрессии. Измерение посадочного зазора. Замена с маркировкой. Контроль зазора колец и натяга пальцев. Запись параметров.
Соответствие поршней спецификации и порядок установки
Подбор поршневых изделий выполняется по маркировке, диаметру и классу износа цилиндров. Измерения внутреннего диаметра цилиндра и наружного диаметра поршня фиксируются в протоколе; отклонения от технической карты указываются цифрами и допусками. Соответствие маркировки компрессионного пояса и канавок для маслосъемных колец сверяется с паспортными данными. Подбор поршневых колец осуществляется по посадочному диаметру и высоте канавки. Монтаж поршня производится с применением оправки и съемника с контролем за зазором бокового перемещения. Установка стопорных элементов и ориентация меток выполняется согласно схеме. Смазка посадочных поверхностей осуществляется моторным маслом с регламентированной вязкостью. Контрольный замер зазора между поршнем и стенкой цилиндра фиксируется в отчете.
Подбор и установка вкладышей коренных и шатунных
Подбор вкладышей по размеру цилиндров и коленвала. Установка производится с контролем натяга шейки, измерением масляного зазора и фиксацией.
Контроль натяга и зазоров после установки
Контроль натяга вкладышей и зазоров в шатунных и коренных подшипниках производится после сборки коленчатого вала и установки крышек. Значения натяга вносить в протокол. Измерение зазоров осуществляется щупом и динамометрическим ключом в последовательности, установленной технологической картой. Регистрация измерений обязательна при каждой операции подбора вкладышей. Допуски сравниваются со стандартными величинами для двигателя 1.8 TFSI. При обнаружении отклонений производится подбор вкладышей с иными размерами или доводка шейки. Испытание на вращение выполняется при снятых крышках с контролем радиального биения. Результаты документируются и прилагаются к отчету о ремонте двигателя.

Ремонт и восстановление головки блока цилиндров
Демонтаж головки выполнен. Плоскость шлифована. Седла клапанов притерты. Направляющие заменены. Контроль герметичности произведён.
Ремонт седел клапанов, шлифовка плоскости и замена направляющих
Описание работ сосредоточено на восстановлении рабочих поверхностей головки блока цилиндров двигателя Audi TT 1.8 TFSI 180 л.с. (1998–2006). Оценка состояния седел клапанов производится методом измерения углового профиля и глубины посадки. Устранение дефектов осуществляется фрезерованием или притиркой с применением специализированного инструмента. Шлифовка плоскости головки выполняется на плите с контролем параллельности и допуска на толщину металла. Замена направляющих клапанов проводится при превышении износа по внутреннему диаметру. Новые направляющие подбираются по заводским номерам и параметрам; посадка осуществляется с термической усадкой или прессовой посадкой. После установки направляющих измеряется зазор стержня, производится притирка седел к новым клапанам. Контроль герметичности клапанных седел выполняется с применением проверочных смесей и манометров. Результаты измерений фиксируются в акте дефектовки с указанием допусков и применённых деталей.
Сборка двигателя и процесс герметизации
Сборка производится по чертежам. Применение новых прокладок и герметиков. Контроль крутящего момента и последовательности затяжки шпилек.
Последовательность сборочных операций и применение герметиков
Сборка производится пооперационно с фиксацией контрольных размеров и последовательности установки узлов. Первичным этапом считается подготовка сопрягаемых поверхностей: очистка от загрязнений и старых уплотнений, обезжиривание растворителем. Установке подлежат коленчатый вал и шатуны после предварительной центровки; натяжение болтов выполняется по моментам, указанным в спецификации. Установка поршней производится с контролем осевого зазора и радиального люфта. Головка блока монтируется на новый прокладочный комплект. Применение герметика ограничено областями, указанными производителем прокладки; нанесение герметика производится точечно и тонким слоем на сопрягаемые поверхности, исключая маслопроводы и резьбовые соединения. Затяжка головки выполняется в несколько стадий по этапной схеме с выдержкой промежутков. После сборки выполняется проверка свободного проворачивания коленвала и контроль масляного давления при пустом холостом ходе. Фиксация операций и результатов измерений производится в журнале технического обслуживания.
Обкатка восстановленного двигателя
Обкатка производится поэтапно: холостой ход, постепенное увеличение нагрузки, контроль температуры и давления масла, фиксация параметров в журнале.
Режимы обкатки и контроль параметров в процессе
Обкатка восстановленного двигателя выполняется в три этапа с фиксированными режимами нагрузки и продолжительностью. На первом этапе применяется минимальная нагрузка при холостом и низком оборотах в течение 30 минут для установления базовых параметров смазки и температурного режима. Второй этап предусматривает переменные обороты до рабочей частоты без длительных перегрузок в течение 2 часов с постепенным увеличением нагрузки для приработки поршней и колец. Третий этап включает имитацию дорожной нагрузки при средних и высоких оборотах в течение 1 часа для стабилизации параметров давления масла и компрессии.
Контроль параметров производится непрерывно. Давление масла фиксируется манометром в магистрали подачи. Компрессия контролируется по каждому цилиндру после каждого этапа. Температура охлаждающей жидкости и масла регистрируется датчиками. Уровень вибрации и шумовой фон регистрируются средствами диагностического стенда. Фиксация результатов производится в протоколе с указанием времени, режимов и измеренных значений. При отклонениях от допустимых пределов выполняется останов двигателя и повторная диагностика с записью причин.
Регулировка и настройка рабочих параметров
Настройка топлива и зажигания производится по эталонным картам. Контроль датчиков выполняется до вывода двигателя в эксплуатацию.
Настройка угла опережения зажигания и система управления двигателем
Настройка угла опережения зажигания производится для восстановления соответствия заводским параметрам двигателя Audi TT 1.8 TFSI 180 л.с. Описание регламентированных операций включает калибровку датчика положения распределительного вала и синхронизацию с отметкой коленчатого вала. Программирование управляющего блока выполняется с применением фирменного диагностического оборудования. Контроль запусковых и рабочий режимов проводится по показаниям оборотов, детонации и сигналам датчика давления воздуха. Коррекция карты опережения фиксируется в памяти ЭБУ. Диагностика адаптационных значений сопровождается записью параметров. Проверка устойчивости работы осуществляется при заданных нагрузках и температурных условиях. Результаты заносятся в протокол работ.
Оформление результатов и гарантийные обязательства
Протокол работ составлен. Контрольные замеры прилагаются. Гарантийный срок и условия приведены в документе передачи автомобиля заказчику.
Протокол работ, контрольные замеры и гарантийные сроки
Оформление работы производится в виде протокола, содержащего перечень выполненных операций: диагностические замеры, дефектовку, шлифовку, расточку, замену поршней, колец, вкладышей, восстановление ГБЦ, сборку и обкатку. Каждый этап документируется записью параметров до и после вмешательства. Измерения компрессии фиксируются по цилиндрам с указанием давления в барах и отклонений от нормативов. Давление масла регистрируется при холодном и рабочем состояниях двигателя. При снятии и разборке указываются выявленные дефекты с фотографической фиксацией и маркировкой деталей.
Контрольные замеры размеров коленвала, гильз и поршней вносится в протокол с указанием допусков и фактических значений в миллиметрах. Натяг вкладышей и зазоры шатунных шеек фиксируются после притирки и прогонки. При обработке плоскости ГБЦ указывается шероховатость и плоскостность в микрометрах. Замеры компрессии повторяются после сборки и обкатки. Обкатка фиксируется временем и режимами нагрузки с регистрацией температур и давлений.
Гарантийный срок на выполненные работы указывается в документации. Гарантия распространяется на работы по восстановлению ресурса двигателя и установленные детали, с исключением дефектов, возникших вследствие неправильной эксплуатации или механического повреждения. Условия гарантийного обслуживания и сроки прописываются в протоколе вместе с перечнем рекомендованных контрольных замеров в период гарантийного срока.