
Описание услуги по ремонту двигателя Avanti 6.2 L V8 400 л.с. (2007–2012). Перечень операций‚ объем работ и последовательность оценки состояния двигателя представлены далее.
Область применения услуги
Применение услуги охватывает случаи полного или частичного восстановления работоспособности двигателя Avanti 6.2 L V8 400 л.с. (2007–2012). Применение распространяется на блоки цилиндров с признаками повышенного износа‚ потерей компрессии и нестабильным давлением масла. Обслуживание предназначено для силовых агрегатов с выявленными механическими повреждениями‚ деформацией головки блока цилиндров и неисправностями элементов газораспределения. Объем работ включает диагностику электронных модулей управления двигателя при зафиксированных кодах неисправностей. Проведение измерений компрессии и давления масла при оценке эксплуатационного состояния допускается на стендовом и полевом оборудовании. Демонтаж силового узла и последующая дефектовка компонентов проводится при расхождении измеренных параметров с заводскими допусками. Выполнение шлифовки и расточки цилиндров обосновано при превышении допустимого износа рабочей поверхности. Замена поршней‚ колец и шатунных вкладышей производится при выявлении зазоров за пределами допустимого интервала. Ремонт головки блока цилиндров включает восстановление плоскостности и герметичности каналов охлаждения и камер сгорания. Сборка и обкатка двигателя выполняются в условиях специализированной мастерской с контролем основных рабочих параметров и записью результатов в отчетную документацию.

Технические характеристики двигателя
Объём 6.2 л. Конфигурация V8. Мощность 400 л.с. Диаметр цилиндра и ход поршня указаны в технической документации. Массовые и габаритные параметры фиксируются при осмотре.
Базовые параметры
Объект исследованию: бензиновый двигатель V8 объемом 6.2 литра‚ модельный ряд 2007–2012. Рабочий объем 6200 см3. Конфигурация цилиндров V8. Мощность согласно паспорту 400 л.с. Крутящий момент по паспорту указывается отдельной строкой в технической документации; контрольные показатели снимаются прибором. Коленчатый вал с восьмицилиндровым расположением шатунов. Диаметр цилиндра и ход поршня фиксируются в заводских спецификациях. Степень сжатия указана в нормативном документе для данной модификации. Система газораспределения с четырьмя клапанами на цилиндр или по спецификации головки блока. Применяемое топливо ー бензин с октановым числом по рекомендациям изготовителя. Система масляного насоса и давления соответствует заводскому исполнению; контрольные точки давления указаны в руководстве по ремонту. Смазочные и охлаждающие каналы проходят в стандартной компоновке блока и головок.
Обследование состояния перед началом работ
Визуальный осмотр выполнен. Фиксация повреждений и утечек произведена. Регистрация кодов ошибок с ЭБУ проведена. Сбор исходных параметров для планирования ремонта выполнен.
Диагностика электронных систем
Сканирование блоков управления проводится специализированным оборудованием с чтением кодов неисправностей и мониторингом рабочих параметров в реальном времени. Сравнение показателей осуществляется с заводскими эталонами. Регистрация ошибок производится в отчете с кодами‚ временем появления и частотой повторения. Анализ данных по сети CAN проводится для выявления рассинхронизации датчиков положения коленвала и распредвалов‚ утрат связи с модулями зажигания и топливной системы‚ а также для обнаружения аномалий в сигнале датчика массового расхода воздуха. Проверка адаптаций осуществляется путем чтения параметров коррекции топливоподачи и давления в системе впрыска. Калибровка сенсоров выполняется при подтверждении погрешностей измерений. Испытание исполнительных механизмов производится путем подачи управляющих сигналов и оценивания реакции по телеметрии. Запись итоговой диагностики включается в комплект документов для дальнейших ремонтных операций и гарантийного сопровождения.
Визуальный осмотр и фиксация дефектов
Визуальный осмотр проводиться на чистом разобранном двигателе. Поверхности блоков и навесных деталей осматриваться при нормальном освещении. Повреждения покрытий‚ трещины‚ коррозия и деформации фиксироваться фотографированием и письменной записью. Резьбы и поверхности сопряжений проверяться на вкрутное состыковывание и наличие выкрашиваний. Уплотнители осматриваться на трещины‚ усадку и следы пропуска рабочей среды. Масляные каналы и канавки очищаться и просматриваться на наличие отложений и задиров; засорение и эрозия регистрироваться с указанием локации. Ремонтопригодность деталей оцениваться по степени дефекта с указанием метода восстановления или необходимости замены. Обнаруженные люфты и износы измеряться инструментом с указанием замера и допусков. Документирование проводиться в контрольный лист с проставлением штампа даты и подписи ответственного исполнителя.
Подготовительные работы
Освободить рабочее пространство. Подготовка инструментов и спецоборудования. Обеспечение маркировки соединений. Обеспечение жидкости и расходных материалов для демонтажа.
Извлечение двигателя и его крепление
Подготовка рабочего места выполнена с фиксацией защитных зон и маркировкой соединений. Электропитание и топливопроводы обесточены и опорожнены. Система выпуска демонтирована частично с целью обеспечения доступа к опорам. Трансмиссионные соединения отсоединены по схеме изготовителя. Подвесные элементы салона временно сняты при необходимости для увеличения рабочего зазора. Подкапотное пространство очищено от загрязнений возле опорных точек. Съём агрегата произведён при использовании грузоподъёмного оборудования с грузоподъёмностью‚ превышающей массу двигателя с навесными узлами‚ с применением стропов с заявленной несущей способностью.
Фиксация двигателя на стенде произведена через штатные точки крепления с применением адаптеров‚ обеспечивающих центровку и минимизацию радиальных усилий. Крепёж затянут согласно моментам‚ указанным в технической документации; контроль снимков и протоколов выполнения операции произведён. Защитные заглушки установлены на открытые магистрали. Протокол извлечения подписан и включён в комплект дефектовочной документации.
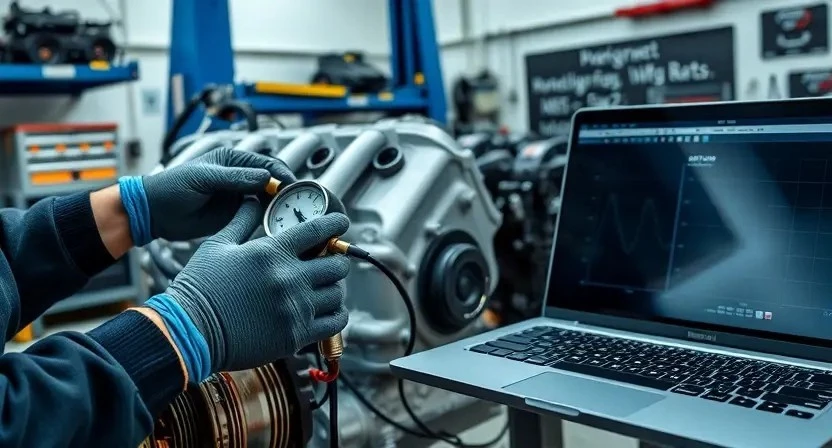
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с использованием манометра высокого давления. Результаты фиксируются в протоколе. Допуск указывается в технической документации.
Методика замеров
Определение компрессии производится последовательностью операций с фиксированием показаний и условий. Подготовка включает удаление свечей‚ обеспечение подачи топлива отключением и установка манометра в свечное отверстие. Прокрутка коленчатого вала стартером производится при закрытых дроссельных заслонках до получения стабильных показаний. Снятые значения фиксируются по цилиндрам в таблице. Допуск расхождения между цилиндрами указывается в технической документации двигателя. Для измерения давления масла применяется манометр‚ подключаемый к масляной магистрали в точке‚ указанной производителем. Запись давления выполняется при холодном и рабочем температурных режимах и при разных оборотах холостого хода и повышенных оборотах. Полученные данные анализируются с использованием таблиц допусков и границ из сервисного руководства. Корректировка производится на основании выявленных отклонений.
Измерение давления масла
Подключение манометра к масляному каналу. Прогрев двигателя до рабочей температуры. Фиксация показаний при холостом ходе и при повышенных оборотах. Запись результатов в протокол.
Порядок проведения измерений
Подготовка контрольно-измерительного оборудования проводится перед началом операций; Электронные датчики давления подключаются к масляной магистрали через адаптеры‚ совместимые с резьбовыми соединениями Avanti 6.2 L V8 2007–2012. Манометры калиброваться по эталонным значениям. Измерение давления масла выполняется при прогретом двигателе до рабочей температуры‚ при удерживаемых оборотах холостого хода и при повышенных оборотах для получения диапазона параметров. Фиксация показаний производится в протоколе с указанием температуры масла‚ оборотов и точек подключения. Для измерения компрессии цилиндров применяется компрессометр со шланговым адаптером; последовательность замеров определяется от первого цилиндра по порядку работы мотора. Исключение подачи топлива достигается отсоединением топливной рампы или использованием автоблокировки подачи‚ при этом система зажигания должна быть отключена. Прокрутка коленчатого вала стартером осуществляется до стабилизации показаний на приборе. Каждый цилиндр измеряется не менее трех циклов; итоговое значение определяется как среднее арифметическое с указанием расхождения между замерами. Давление масла при измерениях регистрируется отдельно для режима холостого хода и для режима повышенных оборотов‚ с занесением в таблицу результатов. По окончании процедур проводится анализ отклонений от нормативов и формирование заключения с указанием допустимых величин и допустимости дальнейшей эксплуатации либо необходимости ремонта.
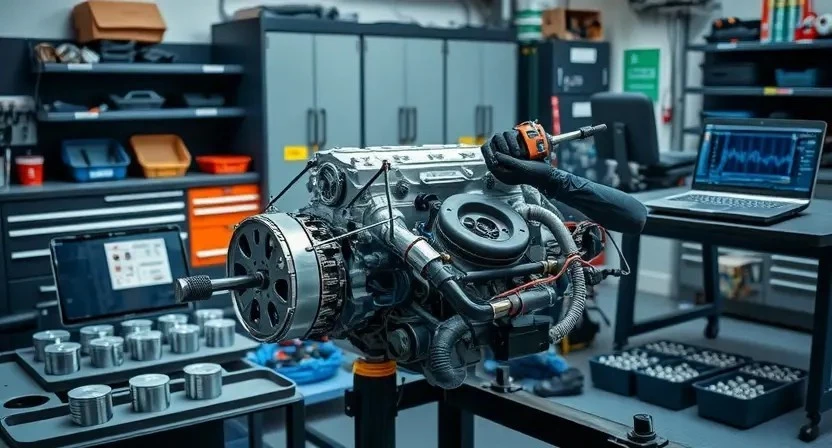
Снятие и разборка агрегата
Демонтаж узлов производится пооперационно. Обеспечение маркировки деталей. Контроль состояния кронштейнов и крепежа. Разборка блоков с фиксацией дефектов в протоколе.
Последовательность демонтажа узлов
Подготовка рабочей зоны выполнена: освещение‚ подъемное оборудование‚ инструментальная оснастка и маркировочные материалы подготовлены. Слив эксплуатационных жидкостей произведен через предусмотренные сливные отверстия с применением соответствующих емкостей. Электрические соединения сниматься поочередно с маркировкой проводов и разъемов для обеспечения обратной сборки. Воздуховоды и впускная система демонтированы с сохранением уплотнений. Топливная магистраль отключена посредством применения специализированных заглушек для предотвращения утечки. Система охлаждения отключена от блока цилиндров и радиатора с удалением оставшейся жидкости из контуров. Головки сняты после ослабления болтов по определенной схеме‚ указанной в технической документации‚ крепеж упакован и промаркирован. Навесное оборудование демонтировано в последовательности: генератор‚ компрессор кондиционирования‚ насос гидроусилителя. Коллекторы и трубопроводы удалены с фиксацией состояния уплотнителей. Крышки распределительных валов сняты с контролем положения распредвалов и фиксирующими элементами. Маховик демонтирован вместе с трансмиссионным фланцем‚ сцепление упаковалось отдельно. Блок цилиндров извлечен из моторного отсека при помощи подъемного приспособления с равномерным подъемом для предотвращения деформации. Все снятые детали промаркированы и помещены в защитную тару.
Дефектовка компонентов
Оценка состояния производится по измерениям и визуальной фиксации. Измерения размеров шеек‚ цилиндров и поршней выполняються. Выявление износа и трещин документируется;
Оценка состояния поршней и шатунов
Визуальная фиксация механических повреждений выполняется при разборке. Измерение диаметра поршней производится микрометром по двум поперечным осям. Контроль зазора кольца в канавке выполняется щупом и микроскопией. Измерение биения шейки шатуна производится индикатором часового типа на специальной оправке. Параметры износа сопоставляются с нормативами изготовителя. Испытание на трещиностойкость проводится методом магнитной или краской-капиллярной дефектоскопии. Оценка вкладышей производится по ширине масляного зазора и по следам контакта на поверхности. Контроль излома болтов шатуна выполняется визуально и измерением усилия при статическом растяжении на калиброванном стенде. Результаты вносится в протокол дефектовки с присвоением категории годности.
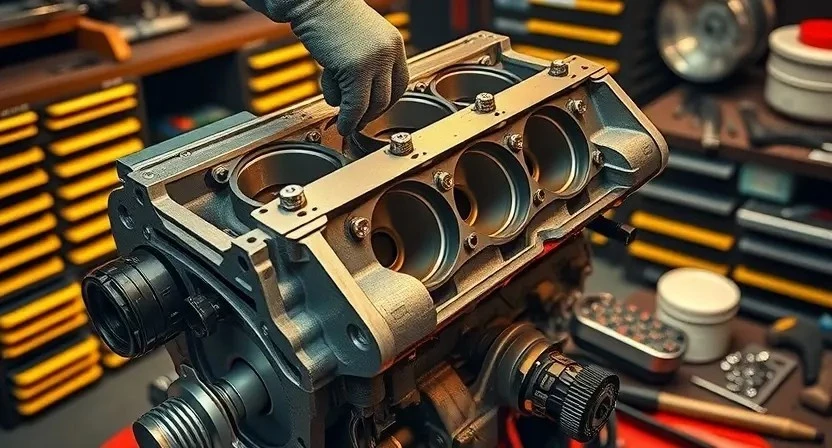
Шлифовка и расточка цилиндров
Шлифовка поверхности цилиндров производится по замерам износа. Расточка выполняется до ремонтного размера с контролем круглости. Обеспечение заданной шероховатости фиксируется в отчёте.
Требования к допускам и шероховатости
Установление допусков производится в соответствии с паспортными значениями двигателя Avanti 6.2 L V8 400 л.с. (2007–2012). Параметры цилиндров‚ поршневых пальцев и вкладышей указываются в технической документации изготовителя. Диаметр цилиндра допускает отклонение в пределах‚ заданных заводом-изготовителем. Радиальные зазоры вкладышей коленчатого вала подлежат измерению микрометром и линейкой с последующим сравнением с нормативами. Конусность и овальность цилиндров фиксируются в миллиметрах с шагом измерений по высоте гильзы. Шероховатость рабочих поверхностей поршней и цилиндров устанавливается по значениям Ra‚ согласно табличным данным. Поверхности шатунных шеек и коренных шеек после шлифования должны отвечать заданным величинам Ra для обеспечения масляной пленки. Торцевые поверхности головки блока и блока цилиндров подлежат измерению плоскопараллельностью и плоскостности с допуском в сотых миллиметра. При расточке указывается припуск на обработку‚ контролируемый по диаметру и концентричности. Контроль фитинга поршневых колец проводится по ширине канавок и выступанию над пуансоном с допуском в микрометрах. Сборочные зазоры клапанов и направляющих оговариваются по таблице‚ содержащей значения для холодного двигателя. Критические отклонения‚ приведшие к превышению допустимых величин‚ влекут за собой замену деталей или повторную обработку до соответствия нормативам.
Замена поршней‚ колец и вкладышей
Замена поршней производится с подбором по диаметру цилиндров. Подбор колец по зазору. Вкладыши устанавливаются с контролем радиального зазора и смазки перед сборкой.
Подбор комплектующих и допуски установки
Подбор комплектующих осуществляется по каталожным номерам двигателя Avanti 6.2 L V8 400 л.с. (2007–2012). Указываться должны номера поршней‚ колец‚ вкладышей‚ направляющих‚ сальников и прокладок. Применение деталей с несоответствующими номерами исключается. Сертифицированные материалы и оригинальные аналоги допускаются при наличии паспорта качества. Допуски установки указываются в технической карте: посадочные диаметры‚ зазоры шатунных вкладышей‚ радиальные биения‚ натяги колец и торцевые зазоры. Измерения приводятся в миллиметрах и микрометрах с указанием предельных значений и расчетных интервалов. Присутствие изношенных поверхностей учитывается при подборе ремонтных размеров. Документирование выбранных запасных частей и допусков включается в акт работ.

Ремонт или замена головки блока цилиндров
Оценка трещин и коробления выполняется ультразвуком и щупом. Планирование работ включает шлифовку‚ проверку седел клапанов‚ замену направляющих‚ испытание на герметичность.
Проверка плоскостности и герметичности
Визуальная дефектоскопия плоскости головки блока цилиндров выполняется с целью выявления механических повреждений‚ коррозионных очагов и выработки рабочих поверхностей. Контроль плоскостности производится измерительным инструментом с точностью до 0‚01 мм; показания фиксируются в протоколе. Плоскостность сравнивается с заводскими допусками для модели 6.2 L V8 400 л.с. (2007–2012). Результат измерений регистрируется с указанием рабочих зон и размеров искривления. Выполнение шлифовки головки допускается при превышении допустимых деформаций‚ при этом снимаемый припуск указывается в технической карте.
Герметичность камер сгорания проверяется методом гидростатического испытания и сопоставляемой продувки воздухом под давлением; параметры давления и время выдержки фиксируются. Контроль седел клапанов и направляющих выполняется до и после испытаний; выявленные дефекты документируются. Давление в камерах охлаждения проверяется путем нагнетания и наблюдения за падением давления в течение заданного интервала времени; утечка фиксируется с указанием локализации. Для оценки герметичности применяются индикаторы течи на основе красящих веществ и дымогенерация с протоколированием результатов.
Уплотнительные поверхности цилиндров и головки очищаются обезжиривающим составом перед измерениями. Измерение торцевого биения производится плоским щупом и инклинометром; зафиксированные значения сопоставляются с нормативами. Для восстановления герметичности допускается ремонт плоскостей токарной или фрезерной обработкой с контролем шероховатости после обработки. Показатели шероховатости фиксируются в техкарте и должны соответствовать установленным эксплуатационным нормам.
Герметичность опор маслосистемы и каналов охлаждения проверяется путем изоляции сопряжений и последующего нагнетания рабочей среды под контролируемым давлением; время выдержки и данные о падении давления вносятся в акт. По результатам проверок выполняется оценка пригодности головки к дальнейшей эксплуатации либо принимается решение о замене детали с обоснованием в техническом отчете.
Сборка двигателя
Сборка производится на чистой площадке. Установку компонентов выполнять по паспортным моментам. Контроль зазадаченности выполняется измерениями. Фиксация операций документируется.
Контроль моментов затяжки и фаз газораспределения
Указание на процедуру контроля моментов затяжки головки блока и крепежных элементов коленчатого вала. Применение крутящего момента по заводским параметрам производится при температуре окружающей среды‚ близкой к рабочей. Фиксация значений осуществляется в журнале с указанием момента и марки крепёжного элемента.
Выполнение контроля фаз газораспределения производиться с использованием меток на шкивах распредвалов и коленчатом вале. Совмещение меток осуществляется при положении первого цилиндра в ВМТ компремирования. Регулировка фаз производится посредством изменения положения шестерёнчатых механизмов с фиксацией новой позиции динамометрическим ключом.
Контроль прогиба ремня или цепи газораспределения осуществляется измерением прогиба под нагрузкой в соответствии с нормативной таблицей. Значения‚ выходящие за допуск‚ подлежат замене натяжного устройства или привода. Запись результатов измерений обязательна.

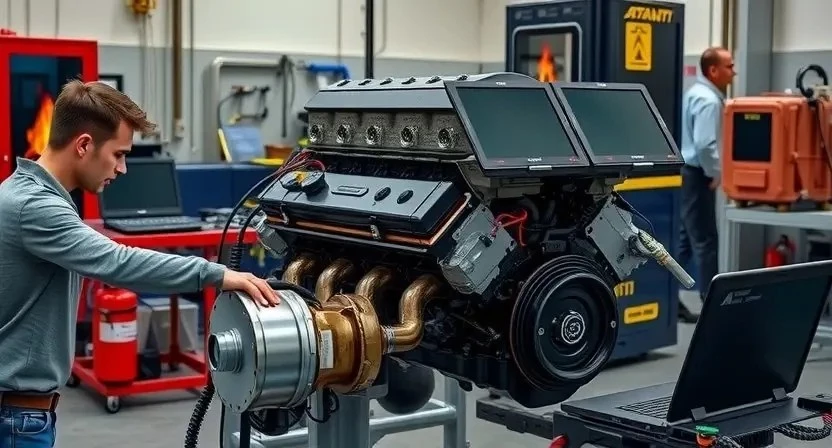
Обкатка и проверка работоспособности
Обкатка двигателя выполняется по установленной программе. Контроль параметров давления масла‚ температуры и оборотов производится в регламентированных режимах. Фиксация результатов.
Процедуры первичной обкатки
Проведение обкаточных операций после капитального ремонта двигателя Avanti 6.2 L V8 400 л.с. (2007–2012) предусматривается для установления работоспособности восстановленных узлов и систем. Запуск мотора осуществляется на стенде с контролем параметров. Фиксация значений производится по шкале давления масла‚ температуры охлаждающей жидкости‚ оборотов холостого хода и времени прогрева. Нарастание нагрузок происходит ступенчато. Первичный пробег на малых оборотах выполняется с ограничением нагрузки до достижения стабильных температурных режимов. Измерения компрессии повторяются после первых часов работы. Фильтрация отработавших продуктов закрепляется заменой фильтра и масляной жидкости. Корректировка моментов затяжки производится после прогрева блока. Мониторинг электронных датчиков и систем управления выполняется непрерывно в ходе испытаний. Отчет о результатах оформляется с указанием замеров‚ времени работы и выявленных отклонений.

Настройка и финальная диагностика
Настройка систем управления производится после обкатки. Калибровка датчиков и адаптация ЭБУ выполняются. Финальная диагностика фиксирует параметры работы и протоколируется.
Калибровка систем управления двигателем
Калибровка электронных блоков управления производится после завершения механических работ и обкатки. Подготовка включает обновление программного обеспечения контроллера под версию‚ соответствующую заводским параметрам. Выполнение загрузки оригинальных карт впрыска и зажигания производится с использованием сертифицированного диагностического интерфейса. Параметрические файлы ECU загружаются в энергонезависимую память. Адаптация датчиков положения коленчатого и распределительного валов выполняется в режиме калибровки по сигналам синхронизации. Корректировка топливных коррекций производится по показаниям лямбда-зондов при стабильной работе холостого хода. Установление времени впрыска подгоняется по динамическим графикам давления в рампе. Калибровка управления холостым ходом осуществляется с контролем оборотов и температуры. Сброс накопленных адаптаций производится перед окончательной проверкой. Параметрические значения фиксируются в отчете. Серийные номера прошивки и контрольные суммы вносятся в эксплуатационную документацию.
Документация и гарантийные обязательства
Оформление сервисной документации производится для каждой выполненной операции по ремонту двигателя Avanti 6.2 L V8 400 л.с. (2007–2012). В комплект документации включаются: акт приема-выдачи агрегата‚ спецификация выполненных работ‚ перечень замененных компонентов с указанием маркировок и допусков‚ протоколы измерений компрессии и давления масла‚ ведомость дефектовки с результатами контроля размеров‚ протоколы шлифовки и расточки‚ акты по ремонту головки блока цилиндров с результатами проверки плоскостности и герметичности‚ сведения о примененных расходных материалах и деталях.
Гарантийные обязательства оформляются в виде отдельного документа. Период гарантийного обслуживания указывается в зависимости от типа выполненных работ и примененных деталей. Объем гарантийных обязательств включает покрытие дефектов изготовления и неправильной установки при условии соблюдения эксплуатационных режимов‚ указанных производителем. Ограничения гарантии фиксируются: повреждения от внешних факторов‚ эксплуатация с нарушением регламентов‚ модификации системы управления. Условия обращения по гарантии содержат порядок подачи рекламации‚ требования к представлению сервисной документации и сроки рассмотрения. Выдача копий протоколов и актов производится при передаче агрегата.