
Описаны работы по ремонту двигателя BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.): диагностика, измерения, демонтаж, разборка, дефектовка, ремонт, сборка.
Цель документа
Определение задач по выполнению комплексных работ по восстановлению работоспособности двигателя BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.). Установление требований к диагностике электронных и механических систем, к объему измерений компрессии и давления масла, к методам демонтажа и маркировки соединений. Формирование перечня операций при разборке блока, головки блока цилиндров и навесного оборудования. Задание критериев оценки износа деталей и допусков при дефектовке, включая критерии для поршней, колец, шатунных вкладышей и направляющих клапанов. Уточнение технологических параметров шлифовки коленчатого вала и расточки блока, с указанием контрольных пределов по диаметрам и биения. Выявление требований к подбору комплектующих при замене поршней и вкладышей, с указанием классов и допусков. Определение порядка сборки с контролем моментов затяжки и проверки фаз газораспределения. Указание параметров обкатки после сборки и перечня измерений для подтверждения восстановления работоспособности.
Область применения
Применение услуги ограничено двигателем BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.). Работы выполняются в стационарных условиях сервиса.
Модель и годы выпуска
Идентификация двигателя производится по обозначению BAIC BJ90 3.0 V6 Twin Turbo 333 л.с.; год начала выпуска ⎼ 2017; период выпуска продолжается до настоящего времени. Обозначение присваивается заводом-изготовителем и приводится в регистрационной документации. Конфигурация двигателя: V-образная шестерка, объём 3,0 л, двойной турбонаддув, форсировка до 333 л.с. Серийные номера блоков и головок сопоставляются с базой данных производителя при оформлении заявки на ремонт. Версии силового агрегата различаются по калибровкам ЭБУ и комплектации навесного оборудования; идентификация производится по маркировке на картере и шильдикам привалочных фасок. Описание эксплуатационных ограничений и нормативов выбрано из заводских технических руководств; эксплуатационные интервалы и рекомендуемые допуски используются при планировании работ.
Перечень предоставляемых услуг
Включены диагностика ЭБУ, измерение компрессии и давления масла, демонтаж, разборка, дефектовка, расточка блока, шлифовка вала, сборка.
Комплект операций по ремонту силового агрегата
Перечень операций включает диагностику электронных и механических систем, оценку состояния узлов, измерение компрессии и давления масла в динамике. Выполнение демонтажа двигателя с маркировкой соединений для исключения ошибок при сборке. Разборка блока, поршневой группы и головки блока цилиндров с фиксацией дефектов и параметров деталей. Проведение дефектовки с использованием измерительных средств и протоколированием результатов. Шлифовка коленвала и расточка блока с выдерживанием технологических допусков. Замена поршней, колец и шатунных вкладышей с подбором по размерам и калибровкой. Ремонт или замена головки блока цилиндров, в т.ч. проточка плоскостей, замена направляющих втулок и клапанов. Сборка агрегата с контролем моментов затяжек и применением новых уплотнений. Обкатка проводится по регламенту с последовательным контролем давления масла, температуры и детонации. Настройка систем управления производится через адаптацию ЭБУ и калибровку датчиков. Документация по выполненным операциям формируется в виде отчета с перечнем замененных деталей и контрольных измерений.

Технологическая последовательность работ
Определение объема работ, проведение диагностики, измерения, демонтаж двигателя, разборка, дефектовка, ремонтные операции, сборка, обкатка, настройка.
Общее описание этапов
Последовательность работ представлена фазами: входная диагностика с регистрацией параметров, инструментальная оценка узлов, измерение компрессии и давления масла. Далее выполняется демонтаж силового агрегата с маркировкой трубопроводов и соединений. На разборочной стадии проводятся разрезка сборочных узлов, извлечение поршневой группы, демонтаж головки блока цилиндров. После дефектовки проводится выбор метода ремонта: шлифовка коленчатого вала и расточка блока или замена изношенных деталей. Сборка осуществляется по контрольным моментам и монтажной точности. Финальный этап включает обкатку и настройку систем управления с записью параметров в отчет.
Подготовка к диагностике
Подготовка включает очистку моторного отсека, установку диагностического разъема, подачу питания на систему, проверку уровней масел и охлаждающей жидкости.
Оборудование и инструменты
Перечень специализированного оборудования и инструментария, предназначенного для выполнения работ по ремонту двигателя BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.), представлен в документе. Подъемное оборудование указано: гидравлический кран для снятия агрегата, стендная опора с регулировкой положения, траверса с фиксирующими элементами. Диагностическое оборудование включает: сканер протоколов OBD, адаптеры для связи с ЭБУ, осциллограф каналов зажигания и форсунок, прибор для измерения давления масла с набором переходников, манометр компрессии с уплотнительными насадками. Инструменты для разборки и сборки перечислены: набор динамометрических ключей с трещоткой и насадками, съемники шкивов и роликов, пресс гидравлический для запрессовки вкладышей, оправки для установки поршней, набор калибровочных щупов и микрометров для замера износов, каленый набор отверток и головок с защитой от среза, магнитные поддоны для мелких деталей. Оборудование для обработки деталей обозначено: станок для шлифовки коленчатого вала с цифровой системой контроля, расточной агрегат с программируемыми опорами, стенд для проверки герметичности головки блока, фрезерный агрегат для восстановления плоскостей, мойка деталей с подогревом и дегазатором. Контроль качества обеспечивается поверенными приборами контроля размеров и поверхностной чистоты, комплектом фильтров и расходных материалов.
Диагностика электронных систем двигателя
Считывание кодов неисправностей выполняется через диагностический интерфейс. Анализ параметров двигателя производится по потокам данных ЭБУ и датчиков.
Считывание кодов и анализ параметров
Снятие диагностического интерфейса с диагностического разъема производится для взаимодействия с электронным блоком управления двигателем. Считывание кодов неисправностей выполняется специализированным сканером с поддержкой протоколов производителя. Полученные коды и снимки параметров хранятся в отчете для последующего анализа. Анализ параметров выполняется по значениям оборотов, давления топлива, температуры ОЖ, давления наддува, коррекций подачи топлива и угла опережения зажигания. Сопоставление показаний с эталонными диапазонами применяется для выявления отклонений. Данные о постоянных и временных ошибках группируются по приоритету. Диагностические адаптации и статусы контроллеров фиксируются отдельно. При выявлении кодов, связанных с системой турбонаддува или фазирования, выполняется анализ параметров в динамике. Рекомендуется формирование списка дальнейших измерений по механическим и гидравлическим системам на основе полученных результатов;
Оценка состояния механических узлов
Проведение визуального осмотра, инструментальная проверка износа шеек, вкладышей, поршней и поршневых колец; фиксация дефектов и параметров для последующего ремонта.
Визуальная и инструментальная инспекция
Осмотр внешних поверхностей блока и навесных агрегатов производится при освещении не менее 1000 люкс. Заусенцы, трещины и следы коррозии фиксируются в отчёте. Результаты фотографируются с указанием расположения дефекта и масштаба. Замер зазоров крышек коренных и шатунных подшипников проводится микрометром и щупом; полученные значения сопоставляются с регламентом завода изготовителя. Контроль люфтов распределительных валов осуществляется индикатором часового типа. Проверка состояния масляных каналов выполняется продувкой сжатым воздухом и эндоскопией; засорение или эрозия регистрируются отдельно. Оценка состояния поршней и цилиндров производится без демонтажа при помощи эндоскопа и измерительного щупа для выявления рисок и задиров. Состояние прокладок и уплотнений оценивается визуально; наличие следов протечек фиксируется в документе с указанием локализации. Запись всех измерений производится в таблицу для последующего анализа состояния силового агрегата.

Измерение компрессии цилиндров
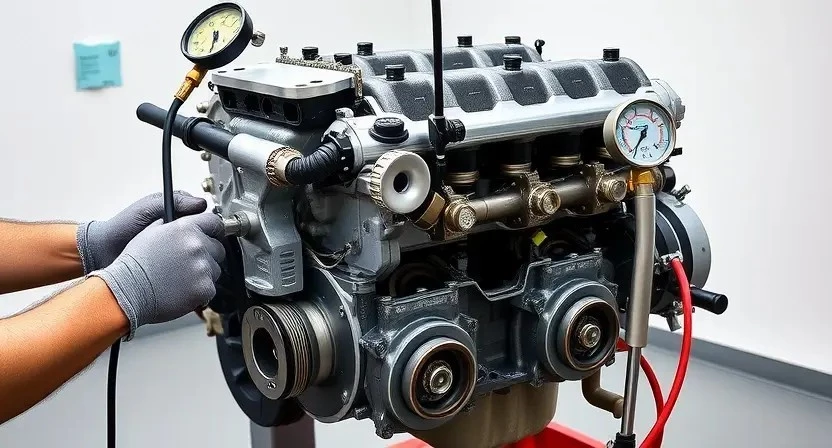
Проведение измерений компрессии производится с применением манометра. Замер выполняется при прокрутке стартером, снимаемой форсунке, отключенном питании зажигания.
Порядок измерений и критерии оценки
Измерение компрессии производится манометром высокого давления с адаптером под свечной канал. Замеры проводятся при кратковременном запуске стартером при отключенных топливной подаче и зажигании. Фиксация показаний осуществляется для каждого цилиндра в три цикла; результат принимается как среднее арифметическое. Допуск неравномерности между цилиндрами установлен в 10% от среднего значения. Давление масла измеряется манометром на рабочем прогретом двигателе на холостом ходу и при повышенных оборотах. Контроль проводится на минимуме и на 3000 об/мин. Критерий годности по давлению составлен в соответствии с технической документацией производителя: на холостых оборотах давление должно находиться в интервале 0,8–1,5 бар, на 3000 об/мин — 2,5–4,0 бар. При отклонениях производится запись и направление на дальнейшую дефектовку.
Методика и контрольные значения
Измерение компрессии производится манометром с адаптером в свечной колодец. Перед измерением искра исключается, топливо отключается. Показания фиксируются при трех прокрутах стартером. Контрольное значение компрессии для цилиндра обозначено 12.0 бар. Допуск расхождения между цилиндрами установлен 0.5 бар. При снижении ниже 10.5 бар рассматривается необходимость внутренней ревизии. Измерение давления масла производится манометром на масляном канале до фильтра. Номинальное давление на холостом ходу при прогретом двигателе указано 1.2 бар. При оборотах 2000 об/мин давление должно составлять не менее 3.0 бар. Разница между датчиком и прибором допускается 0.2 бар. Ошибка регистрации устраняется повторной калибровкой прибора.
Подготовка к снятию двигателя
Отключение аккумуляторной сети. Слив рабочих жидкостей. Маркировка жгутов и трубопроводов. Блокировка рулевого управления. Освобождение монтажных точек.
Демонтажных операции и маркировка соединений
Последовательность демонтажа двигателя BAIC BJ90 3.0 V6 Twin Turbo описана с акцентом на сохранение работоспособности компонентов и идентификацию соединений. Отключение электрических цепей выполняется с фиксацией состояния разъемов. Слив рабочих жидкостей производится в специализированную тару с указанием типа и точки отбора. Крепежные элементы маркируются пронумерованными метками и группируются по зонам установки. Гидравлические и вакуумные магистрали маркируются цветными бирками с обозначением направления потока. Шланги закрепляются с метками посадочных мест. Трубопроводы топливной системы маркируются с указанием стороны и положения. Разъемы датчиков снабжаются номерами и схемой расположения. Контролируемая фиксация меток подтверждается фотографическим документированием. Упаковка мелких деталей производится в промаркированные пакеты с указанием позиции. Сборочная последовательность документируется для обратной установки.

Снятие двигателя и навесного оборудования
Демонтаж двигателя производится после маркировки трубопроводов и электрических разъемов; навесное оборудование отсоединяется, крепления маркируются, узлы фиксируются.
Последовательность демонтажа и безопасное крепление
Фиксация двигателя производится на подставке с грузоподъемностью, соответствующей массе силового агрегата. Отсоединение аккумуляторной сети и сливы рабочих жидкостей выполняются перед демонтажем. Снятие навесного оборудования осуществляется по очереди: воздухозаборник, трубопроводы, электропроводка, приводы, системы охлаждения, топливная аппаратура. Маркировка всех соединений и крепежных элементов производится с применением кодовых обозначений. Освобождение двигателя от моторных креплений выполняется при поддержке грузоподъемного устройства с регулировкой центра тяжести. Подвеска двигателя к траверсе осуществляется через штатные точки крепления колес; выбор точки фиксируется в документации. Перемещение узла к рабочему месту производится на подъемной раме с фиксацией противопрокачивания. Установка двигателя на стенд выполняется с применением втулочно-резьбовых адаптеров и стопорных элементов. Визуальная проверка креплений проводится после окончательной фиксации; зазор между опорами и рамой контролируется измерительным инструментом.
Разборка двигателя
Демонтаж навесных агрегатов выполнен. Блок и ГБЦ разделены. Поршни извлечены. Шатуны размечены. Детали промыты и подготовлены к дефектовке.
Разборка блока, поршневой группы и ГБЦ
Демонтаж узлов производится поэтапно для сохранения трассировки и маркировки соединений. Слив рабочих жидкостей выполняется контролируемыми порциями. Крепежные детали сниматься последовательно в установленной последовательности для предотвращения деформаций. Поршни извлекаются после установки коленвала в положение взаимного уравнивания для исключения перекосов. Шатуны маркируются и вынимаются вместе со вкладышами для исключения путаницы при сборке. Блок цилиндров освобождается от навесного оборудования и заглушек перед расточкой. Головка блока демонтируется после ослабления болтов по установленной схеме и хранится на ровной поверхности с защитой посадочных плоскостей; Поверхности защищаются от повреждений при перемещении деталей.
Дефектовка деталей
Визуальная и измерительная оценка деталей проведена: дефекты зафиксированы, параметры сопоставлены с допусками, годные и подлежащие замене элементы маркированы.
Критерии годности и методы контроля
Критерии годности деталей двигателя BAIC BJ90 3.0 V6 Twin Turbo определяются по размерам, износу, деформации и наличию дефектов поверхности. Контроль проводится инструментальными методами: микрометрия, нутромерие, штангенциркуль, индикатор часового типа, профилометр. Измерения поверхности плоскостей ГБЦ и блока выполняются рефракционным щупом и плоскопараллельной линейкой на поверочной плите. Кривизна и изгибы распределительных валов фиксируется индикатором на оправке. Износ вкладышей допускается при выходе за заводские пределы по толщине и биению; предельные значения указываются в паспорте агрегата. Измерение компрессии цилиндров проводится манометром высокого давления; расхождение между цилиндрами сравнивается с табличными значениями. Давление масла контролируется манометром в точке подачи и регистрируется при рабочих оборотах и холостом ходе. Герметичность камер сгорания определяется методом дымогенерации или химического индикатора; результаты документируются. Шероховатость рабочих поверхностей цилиндров сверяется с каталоговыми параметрами. Результаты испытаний заносятся в протокол с указанием допусков и выводов о замене или восстановлении.
Шлифовка коленчатого вала и расточка блока
Проведение шлифовки коленвала с контролем биения. Расточка блока с установкой ремонтных размеров. Замеры допусков и документирование результатов.
Технологические параметры и допуски
Приведены критические размеры и предельные отклонения для операций шлифовки и расточки коленчатого вала и блока цилиндров. Задан допустимый износ шеек коленвала 0,02 мм от заводского диаметра для ремонта под стандартные вкладыши. Применение ремонтных комплектов допускает восстановление диаметра до +0,50 мм с установкой соответствующих вкладышей. Радиальное биение шатунных шеек после обточки допускается не более 0,01 мм. Контроль торцов ГБЦ производится по плоскостности: допуск плоскостности 0,05 мм на площадь клапанного узла. Шероховатость поверхности под прокладку головки Rz 20 мкм. Зазор между поршнем и цилиндром при холодном состоянии для ремонта устанавливается 0,04–0,07 мм. Крутящий момент крепления головки блока указан 70 Н·м с последовательностью затяжки в четыре этапа и угловой добор 90°.
Замена поршней, колец и шатунных вкладышей
Подбор комплектующих по размерам. Демонтаж поршней и шатунов. Измерение посадочных мест. Установка новых деталей с контролем зазорных параметров.
Подбор деталей и порядок сборки
Подбор комплектующих производится на основании размеров и допусков, установленных заводом-изготовителем. Использование оригинальных или качественных аналогов подтверждается сертификатами и паспортами. Совместимость поршней с канавками для маслосъёмных колец и размером цилиндров контролируется по таблицам. Подбор вкладышей осуществляется по диаметру цапф коленвала и классу износа. Подбор колец осуществляется по профилю канавок и толщине, обеспечивающей требуемое давление компрессии. Подбор прокладок ГБЦ производится по материалу и толщине, соответствующей зазорам. Сборка производится на чистой поверхности, применение смазки для деталей допускается технической жидкостью с указанными характеристиками. Моменты затяжки болтов указываются в технологической карте, последовательность затяжки учитывает чередование с центра к периферии. Установочные метки совмещаются при монтаже фаз газораспределения, фиксация производится съемными инструментами. Контроль за зазорами клапанов производится до запуска; регулировка выполняется по величинам, указанным в каталоге. Испытание после сборки проводится на стенде при заданных режимах; протечек и шумов быть не должно.
Ремонт или замена головки блока цилиндров
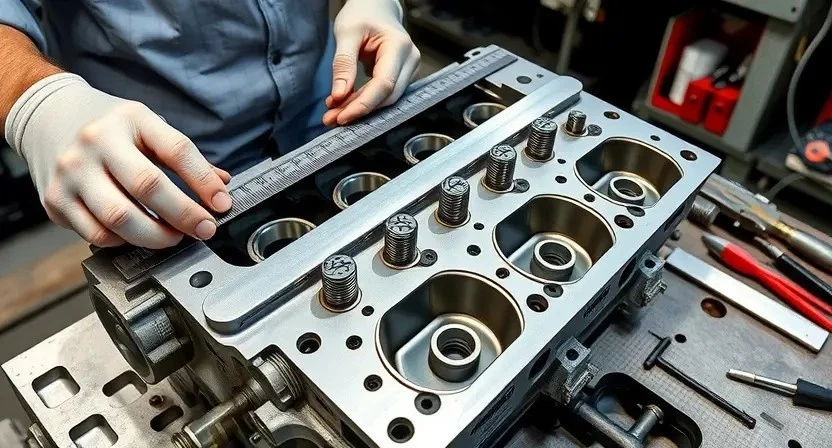
Проведение дефектовки ГБЦ. Контроль плоскостей производится. Замена направляющих и клапанов. Испытание после сборки проводится под нагрузкой.
Проверка плоскостей, замена направляющих и клапанов
Плоскости головки блока проверяются на плоскостность рейкой и щупом с микроизмерениями. Допуск плоскостности определяется по технической документации производителя. Измерения фиксируются в протоколе с указанием точек и значений биения. При превышении допуска выполняется расточка сопрягаемых поверхностей с дальнейшей шлифовкой до заданного параметра. Направляющие клапанов подвергаются измерению внутреннего диаметра калибром. Отклонения диаметра от рабочего значения фиксируются; Замена направляющих производится по номенклатуре с контролем посадочного натяга. Клапаны подвергаются оценке по износу кромок и посадочной поверхности. Замена клапанов производится при превышении износа, с обязательной шлифовкой седел и последующей проверкой герметичности по методике опрессовки. Фиксация результатов проводится в отчете с перечнем замененных деталей и замерных значений.

Сборка двигателя
Контроль соответствия деталей выполнен. Сборочные операции выполнены по чертежам. Моменты затяжки соблюдены. Обязательная маркировка элементов выполнена.
Контрольные моменты при обратной сборке
Контроль за соблюдением допусков производить на каждом этапе сборки. Притирка и посадка компонентов выполняться по заданным размерам. Притирочные поверхности очищаться и обезжириваться. Момент затяжки крепежа фиксироваться в протоколе; последовательность затяжки соответствовать сервисной документации. Уплотнения заменяться на новые с указанием номера и размера. Соосность валов измеряться индикатором; превышение допуска фиксироваться через дефектовочный акт. Зацепление шестерен проверяться по меткам и люфт фиксироваться. Масляные каналы продуваться сжатым воздухом и контрольным давлением. Смазка сборочных поверхностей наноситься по нормативам производителя. Резьбовые соединения обработываться фиксатором указанной силы, класс прочности болтов соответствовать паспортным данным. Контроль клиренсов и зазоров осуществляться щупами; результаты вноситься в акт приемки.
Обкатка и проверка после сборки
Проведение прогрева двигателя по заданной температурной карте. Контроль давления масла, температур, холостого хода. Фиксация параметров в отчете.
Режимы обкатки и контроль параметров
Определение режима обкатки производится с учётом объёма цилиндров, турбонаддува и рекомендаций производителя. Первичный режим предусматривает прогрев двигателя до рабочей температуры при фиксированных оборотах холостого хода и ограниченной нагрузке. Вторичный режим включает ступенчатое увеличение нагрузки и частоты вращения с контролем температурных градиентов. Контроль параметров выполняется по показаниям датчиков давления масла, температуры охлаждающей жидкости, температуры масла, состава выхлопных газов и дроссельной заслонки. Параметры регистрируются логгированием с частотой не реже одной записи в секунду. Анализ формируется на основе сравнения с эталонными кривыми и контрольными значениями. Ограничение нагрузки устанавливается до достижения нормативной величины давления масла и стабильности температур. Коррекция производится через адаптацию ЭБУ и механическую регулировку при необходимости. Завершающий этап предполагает статическую проверку давления масла при различных оборотах, контроль утечек и повторное считывание кодов ошибок с фиксацией результата в отчётной документации.
Настройка систем управления и холостого хода
Настройка ЭБУ производится через диагностический интерфейс. Калибровка датчиков выполняется по сервисным картам. Адаптация холостого хода проведена.
Калибровка датчиков и адаптация ЭБУ
Описаны операции по калибровке датчиков и адаптации электронного блока управления двигателя BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.). Последовательность работ включает подготовительные мероприятия, программирование и проверочные процедуры.
Подготовительные мероприятия: подключение диагностического сканера, обеспечение стабильного питания бортовой сети, перевод ЭБУ в режим программирования. Программирование: выполнение загрузки актуальных таблиц калибровок, запись корректировочных карт подачи топлива и угла опережения зажигания, адаптация параметров датчика массового расхода воздуха и датчиков положения коленвала и распредвала.
Проверочные процедуры: считывание адаптационных значений, контроль сигналов датчиков в реальном времени, выполнение регенерации адаптаций при необходимости, сохранение конфигурационных файлов. Регистрация параметров производится в технической документации; фиксирование версий ПО и серийных номеров датчиков обязательно. При обнаружении расхождений между эталонными и фактическими значениями выполняется повторная запись калибровок и повторная проверка.
Оформление документации и гарантийные обязательства
Ведомости работ составлены. Акт выполненных работ выдан. Гарантийный срок прописан по позициям заменённых узлов и работ с указанием условий и ограничений.
Отчеты о выполненных работах и условия гарантии
Составление полного отчета по выполненным операциям производится после завершения ремонта двигателя BAIC BJ90 3.0 V6 Twin Turbo 333 л.с. (2017–н.в.). Документация включает перечень выполненных процедур, используемые запчасти с указанием артикулов, результаты измерений компрессии и давления масла, данные дефектовки, протоколы контроля геометрии и допусков, сведения о шлифовке коленчатого вала и расточке блока, сведения о замене поршней, колец и шатунных вкладышей, акт обкатки и итоговые параметры работы на холостом ходу. Гарантийные условия оформляются отдельным документом. Гарантийный срок указывается для выполненных работ и замененных деталей. Условия покрытия и исключения перечисляются в приложении к отчету.