

Оказание услуги по ремонту двигателя Bertone Freeclimber 2.5 L TD 115 л.с. включает диагностику, оценку состояния и перечень работ.
Область применения услуги
Применение услуги ограничено двигателями Bertone Freeclimber 2;5 L TD 115 л.с. выпуска 1992–1994 годов. Выполнение диагностики и оценка состояния предназначены для силовых агрегатов с исходной конструкцией и заводской комплектацией.
Измерение компрессии и давления масла проводится на двигателях с оригинальными отверстиями для датчиков и стандартной системой смазки. Снятие и разборка допускаются при отсутствии конструктивных изменений кузова или моторного отсека, препятствующих демонтажу. Дефектовка и восстановление применимы к деталям, соответствующим маркировке производителя. Ремонтные операции по шлифовке и расточке предназначены для блока цилиндров и коленчатого вала с допускаемыми величинами износа по заводским нормативам.
Подбор новых поршней, колец и вкладышей производится при наличии сервисных размеров. Работы по головке блока цилиндров выполняются при идентификации трещин, износа седел и направляющих. Обкатка и настройка предусмотрены для проверки рабочих параметров после сборки и монтажных операций.
Общие сведения о двигателе Bertone Freeclimber 2.5 L TD 115 л.с. (1992–1994)
Структура двигателя дизельная, рядная, четыре цилиндра. Рабочий объём 2499 см3. Топливная система механическая. Оборудование стандартизовано;
Конструктивные особенности и эксплуатационные параметры
Двигатель представлен рядным четырёхцилиндровым турбодизелем объёмом 2.5 л. Блок цилиндров изготовлен из чугуна. Коленчатый вал имеет пять опорных шеек. Головка блока цилиндров алюминиевая с четырьмя клапанами на цилиндр. Наддув обеспечивается турбокомпрессором низкого давления. Топливная система механическая с насосом высокого давления. Система охлаждения водяная с принудительной циркуляцией. Масляная система с мокрым картером и масляным фильтром впереди. Рабочая мощность 115 л.с. при номинальных оборотах. Максимальный крутящий момент указан в сервисной документации.

Предварительная диагностика
Визуальный осмотр проводится. Сбор эксплуатационных сведений производится. Фиксация внешних повреждений и утечек топлива, масла, охлаждающей жидкости.
Визуальный осмотр и сбор сведений об эксплуатации
Визуальный осмотр выполняется по алгоритму. Осмотр поверхности двигателя на наличие масляных протечек, коррозии, механических деформаций. Оценка состояния крепёжных элементов и уплотнений. Регистрация следов перегрева на головке блока и патрубках. Фиксация посторонних шумов по описанию владельца и по аудиозаписям. Сбор сведений о пробеге, периодах обслуживания и применяемом моторном масле. Выявление следов попадания охлаждающей жидкости в картер или камеры сгорания. Фотофиксация дефектных зон и формирование отчёта. Указание приоритетов последующих измерений и контрольных операций.

Проверка компрессии
Подготовка цилиндров к измерению выполнена: свечи удалены, впуск и топливная подача отключены. Измерение производится манометром через свечное отверстие.
Подготовка к измерению и методика измерения компрессии
Подготовка двигателя к измерению компрессии включает проведение последовательных операций. Слив топлива из рампы и отключение подачи топлива. Отключение системы впрыска и снятие форсунок, если конструкция мешает доступу к свечам. Отключение системы зажигания или отсоединение катушек с целью исключения искрообразования при проворачивании. Демонтаж свечей зажигания и очистка свечных колодцев от загрязнений. Визуальный осмотр свечных отверстий на наличие продуктов износа или нагара.
Методика измерения предусматривает применение манометра с подходящим адаптером. Ввертывание адаптера в свечное отверстие и крепление манометра. Проворачивание коленчатого вала стартером при закрытых дроссельных заслонках и отключенной подаче топлива до стабилизации пикового значения. Регистрация показаний для каждого цилиндра в цифровом формате. Повторное измерение после заливки небольшого количества моторного масла в цилиндр для выявления износа поршневой группы. Сравнение измерений между цилиндрами и фиксация результатов в отчёте.
Оценка результатов измерения компрессии
Сопоставление показателей с паспортными значениями выполнено. Фиксация расхождений произведена. Определение необходимости ремонта зафиксировано.
Критерии допустимых и недопустимых значений
Установлены предельные показатели компрессии по цилиндрам: допустимый разброс между цилиндрами 10%, минимальное абсолютное значение 28 бар. При показателях ниже указанного значения выявляется необходимость капитального ремонта. Допустимое давление масла на холостом ходу 0,8–1,2 бар, при рабочем режиме 2,0–3,5 бар. Показатели ниже допустимых свидетельствуют о износе насоса, вкладышей или образовании масляных каналов. Перепад давления между холодным и прогретым состоянием не должен превышать 1,5 бар. Превышение давления выше верхней границы указывает на забитый масляный фильтр или клапан; при этом требуется диагностика системы смазки. Сроки и методы замены компонентов определяются по результатам измерений и дефектовки.
Измерение давления масла
Подготовка манометра. Подключение к масляному каналу. Измерение при холостом ходе и прогретом двигателе. Запись значений для анализа.
Подготовка оборудования и методика проведения замеров
Подготовка стенда и приборов производится перед началом измерений давления масла. Оборудование включает манометр с предельной точностью 0,1 бар, адаптеры для штуцеров масляной магистрали, электрический насос для создания давления и блок питания для питания датчиков. Калибровка манометра выполняется по заводским эталонам. Подключение манометра к масляной магистрали производится через штатное отверстие датчика давления или через масляный фильтр при наличии соответствующего адаптера. Запустить привод двигателя допускается с холодного состояния и после прогрева до рабочих параметров, при этом фиксировать давление на холостом ходу и при повышенных оборотах. Регистрация показаний выполняется цифровым регистратором с сохранением временных меток, далее производится анализ колебаний и усреднение значений по интервалам. Результаты документируются с указанием температуры масла, оборотов коленчатого вала и использованного манометра.
Оценка давления масла
Измерение давления масла производится манометром; оценка по рабочим режимам; снижение давления связано с износом маслонасоса, каналов или вкладышей.
Интерпретация показателей и выявление причин снижения давления
Оценка показателей давления масла производится по фактическим значениям при холостом ходу и при рабочем режиме. Сравнение с техническими нормативами выполняется для установления отклонений. Значение ниже нормативного при холостых оборотах указывает на износ маслосистемы или засорение масляного фильтра. Снижение при повышенных оборотах свидетельствует о повышенных допусках в подшипниках или о неисправности масляного насоса. Давление нестабильно при прогреве указывает на дефекты термостата или нарушенную вязкость масла. Низкий всплеск давления при запуске сигнализирует о протечке обратного клапана насоса или о чрезмерном зазоре в шейках коленвала.
Выявление утечек производится визуально и с применением герметизации смотровых проходов. Замеры филтрационного перепада давления должны быть выполнены приборно. Измерение расхода масла на холостом ходу применяется при подозрении на внутренние утечки. Сопоставление результатов компрессии и давления масла дает основание для выделения первичных и вторичных причин по износу деталей. При выявлении износа вкладышей или шатунов производится дефектовка с последующей верификацией износовых пределов. Результаты документируются в отчётной форме с указанием измеренных значений, допусков и предполагаемых зон вмешательства.
Решение о демонтаже двигателя
Переход к демонтажу производится при компрессии ниже нормы, давлении масла ниже паспортного, критических механических повреждениях и износе деталей.
Критерии перехода к снятию и перечень необходимых работ
Переход к снятию двигателя производится при компрессии в цилиндрах ниже установленных значений, при давлении масла ниже паспортных параметров, при обнаружении трещин в блоке или головке и при наличии посторонних шумов, не устраняемых регламентными работами. Предварительная диагностика должна включать замеры компрессии и давления, контроль утечек, осмотр на предмет деформаций и коррозии.
Перечень работ включает демонтаж мотора с маркировкой соединений, слив рабочих жидкостей, отсоединение магистралей, снятие навесного оборудования, фиксацию коленвала и распредвала, демонтаж ГБЦ и подрамника при необходимости. При условии перехода к капитальному ремонту предусматривается разборка блока, дефектовка деталей, промывка масляных каналов и подготовка к обработке. Документация о выполненных замерах и визуальных дефектах должна прилагаться к заказ-наряду.
Снятие двигателя
Демонтаж двигателя производится с маркировкой навесных агрегатов. Отсоединение магистралей и электропроводки выполняется последовательно, крепления откручиваются.
Последовательность демонтажа и обеспечение маркировки компонентов
Подготовка места работ производится с контролем подъёмного оборудования и инструментов. Отсоединение магистралей выполняется в следующем порядке: топливная система, система охлаждения, электрические соединения, система выпуска. Крепёжные элементы освобождаются по очередности, определённой конструкцией; последовательность фиксации болтов фиксируется в протоколе. Подвес двигателя освобождается после снятия вспомогательных агрегатов. Снятие производится с применением тележки или крановой установки с учётом центровки. Маркировка выполняется поэтапно: каждому соединению присваивается уникальный код, который наносится на этикетку с указанием положения и направления установки. Компоненты укладываются в подписанные контейнеры. Присоединительные поверхности защищаются крышками. Фиксация документации проводится в папке с перечнем снятых узлов и номерами идентификации.
Разборка агрегата
Разборка блока цилиндров производится поэтапно. Болты маркируются. Компоненты упаковываются. Детали направляются на очистку и замер геометрии.
Порядок разборки блока цилиндров и сопряжённых узлов
Операция начинается с размещения агрегата на стенде с фиксацией в пространственной плоскости. Слив рабочих жидкостей производится в герметичные ёмкости с маркировкой. Демонтаж навесных узлов проводится по перечню: впускной коллектор, выпускной коллектор, турбокомпрессор, охладитель наддувочного воздуха, топливная аппаратура. Отсоединение магистралей и электрических разъёмов выполняется с маркировкой и упаковкой деталей. Снятие головки блока цилиндров производится по установленной очередности болтов, с контролем момента. Поршневая группа извлекается с применением оправок и подъёмного оборудования. Детали размещаются на промаркированных поддонах для последующей дефектовки.

Дефектовка деталей
Оценка износа поршней, шатунов, коленвала и вкладышей проводится измерениями, выявление трещин производится дефектоскопией, документирование результатов.
Методы оценки износа поршней, шатунов, коленвала и вкладышей
Визуальная оценка выполняется осмотром рабочих поверхностей на наличие задиров, трещин и выкрашиваний. Измерение проводится по внутреннему диаметру цилиндров, наружному диаметру поршней и диаметру шеек коленвала с использованием микрометра и нутромера. Контроль биения коленвала осуществляется индикатором часового типа при опоре на центрах. Замер люфта шатунных и коренных вкладышей производится щупом в посадочных кромках и в замковых соединениях. Оценка состояния канавок и канавок под маслосъёмные и компрессионные кольца производится визуально и микрометром. Снятие размеров записывается в протокол для сравнения с заводскими допусками. Испытание на неплотность цилиндров реализуется методом замера компрессии и дымомерного контроля выхлопа. Измерение твердости деталей выполняется твердомером по Роквеллу или Виккерсу. На основании полученных данных выполняется классификация деталей как годных, восстановимых или подлежащих замене.
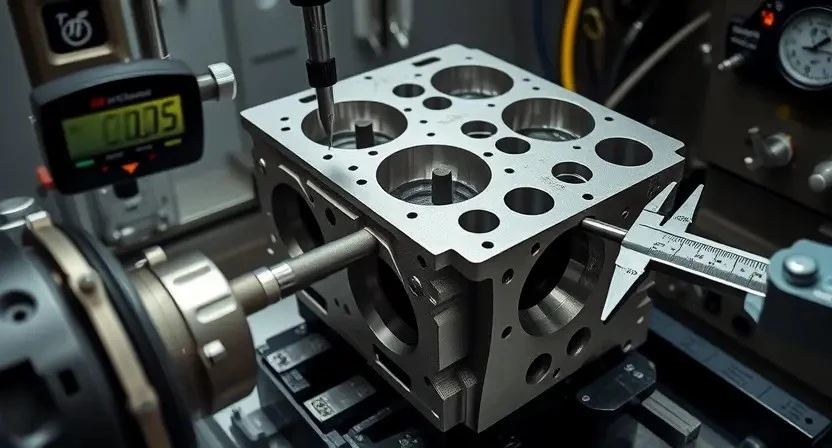
Измерение геометрии и допусков
Контроль цилиндров, шеек коленвала и шатунных отверстий производиться измерительными инструментами. Полученные данные заносятся в отчет.
Контроль цилиндров, шейки коленвала, шатунных отверстий и посадочных поверхностей
Испытания геометрии цилиндров выполняются измерительным нутромером с калибровкой. Замеры диаметров и конусности фиксируются протоколом. Измерение радиальных биений шеек коленвала производится индикатором с базированием на опорных поверхностях. Допуски сравниваются с паспортными значениями для бензиново-дизельного блока указанного поколения. Контроль шатунных отверстий включает измерение овальности и крутильной деформации посредством шаблонов и микрометров. Оценка посадочных поверхностей производится визуально и инструментально; выявленные риски задокументированы. Предусмотрена маркировка удаляемых деталей перед хранением для последующей идентификации;
Шлифовка и расточка блока цилиндров
Шлифовка поверхности блока выполняется до базового размера. Расточка цилиндров производится по замерам, выбирается ремонтный допуск, проточка проводится.
Технические параметры шлифовки и допуски после обработки
Указаны целевые величины обработки поверхности блока цилиндров и сопряжённых деталей. Гладкость рабочей поверхности цилиндров задаётся Ra 0.8–1.6 мкм при шлифовании под ремонтный размер. Отклонение цилиндричности допускается до 0.05 мм на длине рабочей поверхности. Конусность допускается 0.03 мм. Радиальное биение обработанной плоскости коллекторного фланца не должно превышать 0.1 мм. Контрольная проверка глубины шлифовки производится измерением снятого слоя; предельная величина снятого металла 0.8 мм. Посадочные поверхности для вкладышей подлежат восстановлению с допуском посадки H7. Шероховатость направляющих клапанов после притирки 0.4–0.8 мкм.
Восстановление коленчатого вала
Шлифовка шеек коленвала проводится по заданным номиналам. Балансировка выполняется. Контроль биения и конусности производится после обработки.
Шлифовка шеек, балансировка и контроль биения
Подготовка коленчатого вала к шлифовке производится очисткой от нагара и коррозии. Измерение диаметра шеек выполняется микрометром в трех положениях по окружности и по длине шейки. Определение износа производится по отклонению от паспортного размера. Выбор класса шлифовки обусловлен величиной съема металла. Подшлифовка выполняется с контролем концентричности. Балансировка ротора выполняется статическим и динамическим методами на балансировочном стенде с фиксацией масс и их положения. Контроль биения производится индикатором часового типа при вращении в центрах; Фиксация результатов в акте ремонта обязательна.
Подбор и замена поршней, колец и вкладышей
Подбор по диаметру и допускам производится. Замена комплектная. Сборка с нанесением смазки и контролем зазоров. Притирка поршневых колец.
Критерии подбора, допуски посадки и последовательность сборки
Подбор деталей производится по маркировке и техническим параметрам двигателя Bertone Freeclimber 2.5 L TD 115 л.с. Значения посадочных диаметров и зазоров сопоставляются с заводскими карточками. Выбор поршней выполняется по диаметру цилиндра после расточки; учёт ремонтного диаметра обязателен. Вкладыши подбираются по классу посадки с учётом натяга на шейках коленвала. Кольца подбираются по внутреннему диаметру поршня и ширине канавок.
Сборка производится в регламентированной последовательности: установка вкладышей, монтаж коленвала, фиксация шатунов, установка поршней с кольцами и дальнейшая сборка ГБЦ. Моменты затяжки болтов применяются по таблице и обеспечивают требуемые контактные давления.

Ремонт и проверка головки блока цилиндров
Разборка ГБЦ выполнена. Проведение контроля трещин и плоскостности. Шлифовка поверхности и замена направляющих клапанов произведены.
Разборка ГБЦ, проверка трещин, шлифовка и замена направляющих
Демонтаж головки блока цилиндров выполняется после маркировки и фиксации агрегатных соединений. Снятие коллекторов, трубопроводов и элементов системы впуска-определяется последовательностью работ по сервисной карте. Разборка узла проводится с применением торцевых головок и ключей с контролем момента затяжки болтов головки при обратной сборке. Контроль трещин производится магнитопорошковым методом или ультразвуковой дефектоскопией; область прилегания прокладки проверяется на плоскостность в станке с индикатором. Шлифование производится на плоскостном шлифовальном станке по заданной величине съёма металла. Направляющие клапанов подлежат замене при износе, оцинкованные и бронзовые варианты допускаются по эксплуатационной документации. Посадочные места направляющих подвергаются растачиванию и притирке с допуском по диаметру и соосности, контроль производится калибрами и индикаторами; герметичность седел восстанавливается притиркой или фрезерованием седел с обеспечением углового профиля согласно нормативу; сборочные поверхности очищаются обезжиривателем и продувкой сжатым воздухом перед окончательной сборкой.
Сборка двигателя
Очистка деталей произведена. Сборка блока выполнена по этапам; Смазка деталей нанесена. Моменты затяжки соблюдены по спецификации.
Очистка, смазка, момент затяжки болтов и контроль зазорных параметров
Очищение деталей производится с применением одобряемых растворителей и щадящих щёток. Соприкасаемые поверхности обрабатываются обезжиривателем до удаления продуктов коррозии и нагара. Нанесение смазки осуществляется специальными составами для сборочных операций; распределение слоя выполняется равномерно по рабочим поверхностям. Моменты затяжки болтов фиксируются в рабочей документации и обеспечиваются динамометрическими ключами с калибровкой. Контроль зазоров производится измерительными щупами и микрометрами. Протоколы замеров вносятся в карту ремонта. Крепёж маркируется для упрощения повторной сборки.

Установка двигателя и подключение систем
Монтаж двигателя производится с маркировкой и выверкой посадки. Подключение магистралей и электрических разъёмов выполняется по схеме.
Порядок монтажа на автомобиль и подключение магистралей
Установка двигателя на раму производится при использовании подъёмного оборудования с фиксацией положения опор. Выравнивание осей обеспечивается пространственной нивелировкой. Крепёжные болты устанавливаются с применением новых шайб и шпилек при указанном моменте затяжки. Подключение топливной магистрали выполняется через новые уплотнения; обеспечение герметичности производится контролем давления в системе. Подсоединение масляных трубопроводов производится с предварительной очисткой каналов и заменой прокладок. Охлаждающие шланги монтируются с применением хомутов заданного типа. Вакуумные и впускные соединения присоединяются с учётом маркировки. Электрические разъёмы подключаются по схеме, проверяется сопротивление основных цепей. Подключение датчиков производится через заводские разъёмы; проверка сигналов выполняется на стенде. Заполнение систем осуществляется дозированно, контроль утечек производится при холодном и прогретом состоянии агрегата. Завершение монтажа фиксируется в акте с указанием применённых деталей и измеренных параметров.
Первичный запуск и обкатка
Первичный запуск производится при контроле давления масла и температуры. Обкатка проводится в установленных режимах, фиксация параметров в протоколе.
Параметры пуска, режимы обкатки и наблюдение за параметрами
Запуск производится с контролем давления масла и температуры охлаждающей жидкости. Пусковой цикл ограничен 30–60 с при холостых оборотах для первичного прогрева. Последующий прогрев выполняется под нагрузкой с постепенным увеличением оборотов до рабочей частоты в течение 20–30 мин. Обкаточные режимы предполагают переменные нагрузки и интервалы продолжительностью 10–15 мин с последующей паузой для контроля утечек и температуры. Наблюдение за показателями производится через манометры и термометры, регистрируются значения давления масла, температуры, уровня охлаждающей жидкости, оборотов и дымности выхлопа. Фиксация производительности насоса и давления в магистралях. Регистрация аномалий проводится с указанием величин и времени фиксации. Общая продолжительность обкатки до 100 км.
Финальная проверка и настройка
Контроль компрессии и давления масла выполнен. Регулировка подачи топлива произведена. Протокол параметров оформлен и приложен.
Контроль компрессии, давления масла, регулировка топливной подачи и подача отчёта
Измерение компрессии производится по установленной методике с использованием манометра и отключением топливной подачи. Результаты протоколируются по цилиндрам, фиксируются пиковые значения и расхождения между цилиндрами. Измерение давления масла выполняется при холодном и рабочем температурах двигателя с использованием манометра на масляной магистрали; фиксируются значения холостого хода и при повышенных оборотах. Регулировка топливной подачи производится путём изменения начальной подачи и давления ТНВД или регулятора, с контролем форсунок по расходу и распылу. После выполненных работ формируется отчёт, включающий исходные показания, выполненные операции, заменённые детали, измеренные значения и рекомендации по дальнейшей эксплуатации.