

Оказание услуги по ремонту двигателя BMW E81 1․6L 122 л․с․ включает диагностику‚ оценку состояния и план работ с указанием объёма ремонта․
Область применения услуги
Обслуживание двигателей BMW E81 1․6L 122 л․․ 2007–2011 применяется при выявлении снижения мощности‚ повышенного расхода масла‚ нестабильной работы на холостом ходу‚ наличия посторонних шумов и дымления․ Диагностические операции направлены на определение состояния цилиндро-поршневой группы‚ ГБЦ и масляной системы․ Измерение компрессии и давления масла используется для количественной оценки износа․ Демонтаж и разборка выполняются при необходимости доступа к внутренним деталям․ Восстановительная обработка включает шлифовку и расточку блока‚ замены поршней‚ колец и вкладышей с соблюдением допусков․ Ремонт ГБЦ предусматривает проверку плоскости и замену направляющих седел клапанов․ Сборка проводится с контролем моментов и применением герметиков․ Обкатка выполняется по регламенту с мониторингом параметров и записью протокола․ Настройка после обкатки включает адаптацию ЭБУ и регулировку холостого хода․

Общие сведения о модели двигателя
Описание двигателя N45/N46 1․6L‚ конструкция цепная‚ алюминиевый блок‚ система ГРМ с фазовращателями‚ мощность 122 л;с․‚ год выпуска 2007-2011․
Технические параметры двигателя N45/N46 1․6 L 122 л․с․
Рабочий объём 1596 см3․ Номинальная мощность 122 л․с․ при 6000 об/мин․ Номинальный крутящий момент 160 Н·м при 4250 об/мин․ Конфигурация рядная‚ число цилиндров 4․ Степень сжатия 10‚5:1․ Диаметр цилиндра 79‚0 мм‚ ход поршня 81‚0 мм․ Система питания впрыск непосредственный/многоточечный в зависимости от исполнения․ Привод газораспределения цепной или ременной в зависимости от модификации․ Рабочие зазоры клапанов указаны в сервисной документации․ Масляный картридж давление рабочего масла 1‚5–3‚0 бар в зависимости от режима․ Обороты холостого хода 650–850 об/мин․
Подготовка к диагностике
Организация рабочего места: очистка‚ освещение‚ доступ к электроразъёмам․ Инструменты и измерители калиброваны․ Контроль электропитания выполнен․
Организация рабочего места и инструментов
Рабочее место должно быть подготовлено для выполнения операций по ремонту двигателя BMW E81 1․6L 122 л․с․ Освещённость обеспечена в зоне демонтажа и разборки․ Пол и стеллажи освобождены от посторонних предметов․ Стол для маркировки деталей выделен отдельно․ Напольные подставки и подъемник промаркированы для ограничения нагрузки․ Оборудование диагностическое размещено в зоне доступа к ЭБУ и топливной системе․ Набор измерительного инструмента включает компрессометр‚ манометр давления масла‚ микрометры‚ нутромер и индикаторы часового типа․ Ключи динамометрические подготовлены с калибровкой․ Емкости для масла и охлаждающей жидкости помечены․ Средства очистки и упаковка для деталей выделены․ Протоколы приёма и последовательности работ распечатаны и помещены в папку у рабочего места․
Входная диагностика
Выполнение визуального осмотра корпуса и навесных агрегатов․ Фиксация утечек‚ шумов и дефектов․ Оформление протокола с перечнем замеров․
Порядок визуального осмотра и тестирования
Визуальный осмотр производится с целью фиксации внешних дефектов и утечек․ Осмотр включает состояние масляных магистралей‚ патрубков‚ соединений и креплений․ Фиксация следов нагара и копоти на выпускной части и ГБЦ․ Оценка состояния ремней и роликов․ Осмотр электропроводки и штекерных соединений․ Осмотр состояния кронштейнов и опор двигательного узла․
Диагностическое тестирование выполняется по регламенту: измерение компрессии‚ измерение давления масла в рабочем режиме‚ оценка работы системы смазки под нагрузкой‚ контроль параметров на диагностическом адаптере‚ снятие кодов ошибок ЭБУ‚ запись параметров оборотов и температуры․ Регистрация результатов в отчётной форме․

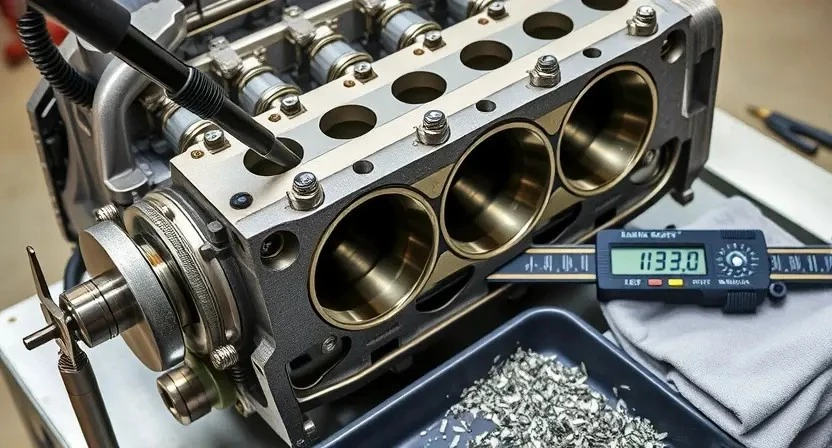
Измерение компрессии
Измерение компрессии производится посредством манометра при вращении стартером‚ значения фиксируются по цилиндрам для формирования протокола диагностики․
Методика проведения и нормативные значения
Измерение компрессии производится при прогретом двигателе до рабочей температуры 80–90°C․ Для замера предусмотреть отключение системы зажигания и подачи топлива․ Применение манометра с резьбовым переходником допустимо․ Показатели компрессии по цилиндрам при норме 11․5–13․5 бар․ Допуск на разброс между цилиндрами 0․5 бар․ При отклонении от нормы выполняется дефектовка цилиндропоршневой группы․
Измерение давления масла выполняется при рабочем режиме холостого хода и при 3000 об/мин․ Нормативное давление при прогретом двигателе на холостых 0․8–1․5 бар‚ при 3000 об/мин 2․5–4․0 бар․ Допуск падения давления при повышении оборотов не допускается более чем на 0․2 бар относительно нормативов․

Измерение давления масла
Производство замеров давления масла выполняется манометром на холодном и прогретом двигателе․ Фиксация данных для анализа и протоколирования․
Последовательность замеров и контрольные параметры
Порядок замеров давления масла начинается с прогрева двигателя до рабочей температуры․ Отсоединение датчика давления производится для установки манометра․ Манометр подсоединяется к масляной магистрали через штатный или адаптированный переходник․ Запуск двигателя выполняется на холостом ходу и на повышенных оборотах․ Фиксация показаний производится при 800 об/мин и при 3000 об/мин․ Контрольный диапазон давления при 800 об/мин составляет 0‚8-1‚5 бар․ При 3000 об/мин давление должно находиться в пределах 3‚0-4‚5 бар․ Отклонение от диапазонов регистрируется․ Утечка в системе фиксируется по падению показаний при снижении оборотов․ После снятия манометра производится герметизация магистрали․
Оценка состояния и принятие решения
Анализ данных диагностики проведён․ Оценка износа деталей оформлена․ Протокол с рекомендациями подготовлен для дальнейших действий․
Критерии дефектовки и оценка ресурса компонентов
Оценка состояния производится по измеренным размерам и износу․ Компрессия и давление масла сравниваються с нормативами производителя․ Измерение зазоров и биений выполняется микрометром и индикатором часового типа․ Измерение диаметра цилиндров и шейки коленвала производится нутромером и микрометром․ Измерение твердости и состояния вкладышей производится визуально и по износу проточки․ Наличие трещин фиксируется магнитопорошковой или ультразвуковой дефектоскопией․ Износ распредвала и толкателей учитывается по протяжённости задиров и отклонению по диаметру․
Критерии замены устанавливаются по предельным допускам: поршни подбираются по классу восстановления; кольца заменяются при износе более допустимого зазора; вкладыши заменяются при износе поверхности сопряжения; головка блока подлежит ремонта при деформации пластины превышающей установленный допуск․
Подготовка к демонтажу двигателя
Фиксация измерений и маркировка узлов выполнены․ Отключение аккумулятора‚ слив жидкостей‚ отсоединение коммуникаций произведены перед снятием агрегата․
Фиксация параметров и демонтаж сопутствующих узлов
Фиксация параметров двигателя проводится перед демонтажем․ Запись показаний компрессии‚ давления масла‚ частоты вращения коленвала и температуры охлаждающей жидкости производится в протокол․ Маркировка электрических разъёмов и трубопроводов выполняется с указанием положения и направления соединений․ Фиксация положения дроссельной заслонки и положения распределительного вала осуществляется с использованием меток․ Демонтаж аккумуляторной батареи и воздушного фильтра производится для обеспечения доступа․ Снятие впускного коллектора‚ топливной рампы и форсунок выполняется с предохранением герметичности топливной системы․ Слив охлаждающей жидкости и масла проводится в подготовленную тару․ Отсоединение датчиков и жгутов кабелей сопровождается маркировкой․ Крепёжные элементы маркируются и укладываются по операциям для обеспечения обратной сборки․
Снятие двигателя и агрегатов
Отключение аккумулятора․ Демонтаж навесных агрегатов․ Отсоединение линий․ Фиксация меток․ Подготовка подъемного приспособления․ Снятие силового агрегата․
Технологическая последовательность снятия и маркировка деталей
Этапы демонтажа двигателя распределены по логической очередности для минимизации ошибок при последующей сборке․ Отключение электрооборудования и слив рабочих жидкостей выполняется в первичной операции․ Системные соединения отделяются по очереди‚ чтобы исключить перекрестные повреждения․ Кузовные крепления демонтируются после фиксации картера и подрамника․ Для обеспечения обратной сборки выполняется маркировка каждого соединения․ Маркировка производится на пластиковых бирках с указанием позиции и момента демонтажа․ Проводка группируется и фиксируется цветовой маркировкой․ Болтовые соединения укладываются по порядку в пронумерованные лотки․ Крышки и кожухи маркируються с указанием стороны установки; Отклонения от стандартной схемы фиксируются в акте демонтажа;
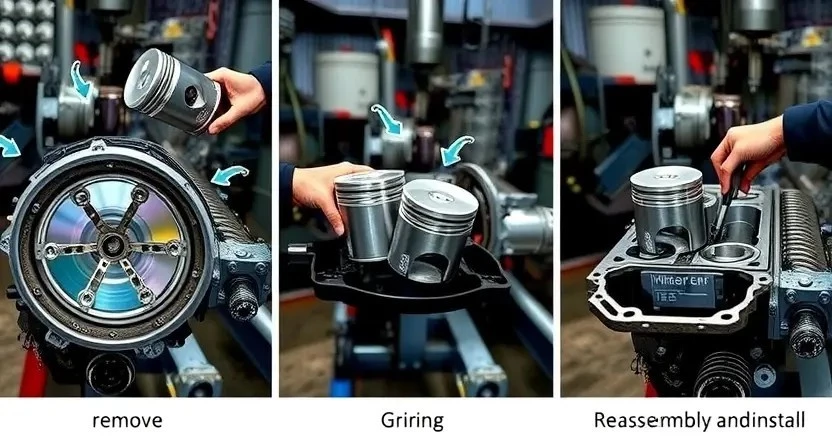
Разборка двигателя
Демонтаж узлов выполняется по технологической карте․ Разборка блока цилиндров производится по этапам с маркировкой и упаковкой компонентов для последующей дефектовки․
Поэтапная разборка блока цилиндров и аксессуаров
Фиксация маркировки производится перед демонтажем․ Электросхема и фотодокументация формируются для восстановления сборки․ Слив рабочих жидкостей выполняется в отдельную тару‚ утилизировать по нормативам․ Снять навесные агрегаты в последовательности: впускной коллектор‚ выпускной коллектор‚ ТНВД или топливная рампа‚ ременные и цепные приводы․ Системы охлаждения и трубопроводы отключаются с применением заглушек; Демонтаж вспомогательных узлов производится с маркировкой болтов и фитингов․ Головка блока отделяется после ослабления крепежа по диагонали․ Поршни извлекаются постукиванием через направляющие при фиксированной шейке коленвала․ Детали складываются по операциям и помещаются на поддоны с этикетками․
Дефектовка узлов и деталей
Выполнение дефектовки производится по измерениям; выявление износа‚ трещин и деформаций; классификация повреждений и составление перечня запасных частей․
Методы измерений и классификация дефектов
Визуальный осмотр выполняется с целью выявления трещин‚ коррозии‚ следов перегрева и масляных утечек на блоке‚ ГБЦ и навесных деталях․ Измерение геометрии выполняется микрометром и индикатором‚ при контроле шеек коленвала‚ диаметров цилиндров и биения распредвала․ Контроль компрессии проводится манометром с протоколированием по каждому цилиндру․ Измерение давления масла проводиться манометром с подключением к маслопроводу и сравнением с паспортными значениями․ Неработоспособные компоненты классифицируются по категориям: ремонтопригодные с допустимыми износами; требующие замены при превышении допусков; критические с трещинами и деформацией․ Для деталей с износом выполняется замер предельных размеров и сравнение с эталонами․ Результаты документируются в рабочих листах с указанием допусков и предложенного объёма работ․
Шлифовка и расточка блока цилиндров
Шлифовка плоскости блока выполняется с допуском 0‚05 мм; расточка цилиндров производится по ремонтным размерам; контроль шероховатости и соосности обязателен․
Технические параметры обработки и допуски
Описаны размеры и допуски на обработку цилиндров‚ поршней и вкладышей для двигателя N45/N46 1․6 L 122 л․с․ Применение допусков производится при расточке и шлифовке цилиндров․ Диаметры цилиндров после расточки задаются с шагом 0‚25 мм от номинала․ Допуск круглости не превышает 0‚03 мм․ Допуск конусности в пределах 0‚05 мм на длине рабочего хода․ Шероховатость поверхности Ra после шлифовки 0‚4–0‚8 мкм․ Зазор поршень-гильза после установки новых поршней и колец 0‚03–0‚08 мм․ Радиальные зазоры вкладышей коленвала 0‚02–0‚04 мм․ Притирка седел клапанов выполняется до посадки без перекосов‚ торцевой зазор клапанов контролируется согласно заводским данным․

Замена колец‚ поршней и вкладышей
Замена комплектов производится при износе; подбор деталей по коду; установка с контролем зазоров и моментом затяжки; проточка поверхностей при необходимости․
Подбор деталей и технология установки
Подбор компонентов производится по коду двигателя и каталожным номерам․ Поршни выбираются по диаметру цилиндров с учётом износа и класса посадки․ Кольца подбираются по наружному диаметру и высоте канавок․ Вкладыши подбираются по внутреннему диаметру шатунной и коренной шейки с соответствием допусков․
Подготовка деталей включает промывку‚ контроль чистоты поверхностей и измерение геометрии․ Установка поршневой группы выполняется с применением оправок и монтировочных приспособлений․ Момент затяжки болтов колец и крышек подлежит фиксации в протоколе․ Контроль зазоров производится микрометром и щупом․
Замена направляющих втулок клапанов предусматривает запрессовку с последующей притиркой седел․ Применение герметиков ограничено указанными производителем типами․
Ремонт или замена головки блока цилиндров (ГБЦ)
Осмотр ГБЦ выполнен․ Замер плоскости произведён․ Ремонт заключается в шлифовке‚ замене направляющих‚ седел и прокладки головки․
Проверка плоскости‚ замена направляющих и седел клапанов
Проверка плоскости ГБЦ производится на световом столе с микрометром и щупами для выявления прогиба и выпуклости․ Контроль поверхности проводится через три контрольные линии‚ при отклонении более 0‚05 мм отмечается деформация․ При зазоре в направляющих клапанов‚ превышающем 0‚15 мм‚ предусмотрена замена направляющих․ Инструменты для запрессовки направляющих и съемники подбираются по диаметру направляющей и посадочному месту․ Седла клапанов подвергаются фрезерованию с доводкой фаски в два этапа: грубая обработка до снятия дефектного слоя‚ точная доводка до требуемой концентричности․ Контроль торца седла производится микрометром и калибрами․ При износе седла‚ превышающем рабочий допуск‚ предусматривается проточка с установкой ремонтного седла или замена ГБЦ․ Герметичность клапанного узла проверяется вакуумным методом с использованием специального стенда; при утечке свыше допустимого значения производится шлифовка седла и доводка клапана пастой с прогоном до установленных параметров․ Запрессовка новых направляющих выполняется с предварительным нагревом корпуса и охлаждением направляющих для достижения требуемого натяга посадки․
Сборка двигателя
Сборка производится по технологической карте․ Контроль размеров и момент затяжки выполнен․ Масло залито․ Адаптация ЭБУ запланирована․
Контрольные операции при сборке и применение герметиков
Контроль чистоты сопрягаемых поверхностей производится перед сборкой․ Отклонение шероховатости от заданного параметра фиксируется измерениями․ Применение герметиков регламентируется выбором типа по каталогу производителя․ Нанесение герметика выполняется точечным или сплошным слоем в зависимости от конфигурации фланца․ Временной допуск на сборку после нанесения определяется инструкцией по отверждению․ Затяжка крепежа осуществляется по установленной очередности и моментам․ Контроль угла проворачивания болтов производится динамометрическим и угловым методом․ Проверка герметичности осуществляется давлением через маслопровод или вакуумированием полости․ Протокол с результатами замеров вносится в карточку ремонта․
Обкатка двигателя после ремонта
Обкатка проводится по этапам: первичный прогрев‚ щадящие нагрузки‚ фиксирование параметров‚ контроль утечек‚ запись протокола обкатки․
Режимы обкатки‚ мониторинг параметров и записи протокола
Обкатка проведена по этапам: холодный пуск и прогрев до рабочей температуры; переходные нагрузки с переменными оборотами; длительная работа на средних оборотах для прирабатывания колец и вкладышей․ Мониторинг параметров выполнен с регистрацией давления масла‚ температуры охлаждающей жидкости‚ расхода топлива и угла опережения зажигания․ Регистрация вибраций и акустики двигателя произведена на каждом этапе обкатки․ Измерения проводились через заводские датчики и переносные приборы с градуировкой․
Протокол составлен в печатном виде с указанием времени‚ величин параметров и допусков․ Записи включают замечания по отклонениям‚ предпринятые корректирующие операции и результаты повторных измерений․ Архивация протокола выполнена в электронном формате с присвоением номера и датой․
Настройка и доводка после обкатки
Настройка фаз газораспределения производится․ Адаптация ЭБУ выполняется․ Регулировка холостого хода производиться по контрольным параметрам․
Регулировка фаз газораспределения‚ холостого хода и адаптация ЭБУ
Настройка фаз газораспределения производится по фазировочным меткам с применением фиксаторов и динамометрических ключей․ Положение распредвала выставляется до снятия натяжителя цепи․ Измерение углов синхронизации выполняется диагностическим сканером с отображением реального положения․ Корректировка производится шаговым двигателем или механическими ограничителями при раздельной регулировке фаз․ Холостой ход устанавливаеться посредством контроля оборотов в режиме прогрева и после достижения рабочей температуры․ Измерение нестабильности холостого хода фиксируется логом двигателя․ Адаптация ЭБУ проводится через диагностический интерфейс с записью новых параметров в память блока управления и сбросом обученных значений․ Завершение адаптации подтверждается проверкой соответствия оборотов и отсутствием кодов ошибок․