
Вhведение
Предоставление услуги по ремонту двигателя BMW F20 3.0 L 340 л.с. включает диагностику, измерения и комплекс работ с документированием.
Описание объекта услуги
Объект обслуживания: рядный двигатель BMW 1er F20, рабочий объем 3.0 L, мощность 340 л.с., выпуск 2015–2019 годов. Предусмотрена комплексная диагностика электронных и механических систем, включая сбор кодов неисправностей ЭБУ, анализ параметров цилиндров и натягов газораспределительного механизма. Измерения охватывают компрессию по цилиндрам и давление масла в системе смазки при рабочих и прогревочных режимах. Операции включают демонтаж двигателя, маркировку соединений, поэтапную разборку узлов, дефектовку деталей, измерительную обработку коленчатого вала и блока цилиндров. Производится оценка состояния поршневой группы, вкладышей и колец с фиксацией износа в отчете.
Область применения работ
Применение услуги ограничено двигателями BMW F20 3.0 L 340 л.с. 2015-2019. Обслуживание включает полную техническую интервенцию и проверку узлов.
Перечень выполняемых операций
Диагностика электронных систем проводится с использованием специализированного сканера и анализа логов ЭБУ. Визуальный осмотр выполнения узлов и трубопроводов производится для фиксации дефектов. Измерение компрессии выполняется манометрическим методом по каждому цилиндру с регистрацией показаний. Измерение давления масла проводится при холодном и рабочем режимах с фиксацией профиля давления. Снятие двигателя организуется с маркировкой жгутов и крепежа. Разборка производится по каталогу с раздельной укладкой деталей. Дефектовка включает замеры износов и контроль допусков. Шлифовка коленвала и расточка блока выполняются по техкарте с документированием размеров. Подбор поршней и вкладышей производится по допускам. Замена колец и сборка осуществляются с применением уплотнений и фиксирующих элементов. Обкатка проводится по регламенту с регистрацией рабочих параметров. Настройка ЭБУ и калибровка датчиков выполняются после обкатки.
Технические характеристики двигателя
Объект: бензиновый рядный шестициллиндровый мотор 3.0 L, мощность 340 л.с., рабочий объем 2998 см3, степень сжатия 10.2, крутящий момент 450 Н·м.
Основные параметры мотора 3.0 L 340 л.с.
Тип двигателя: рядный шестицилиндровый с турбонаддувом. Рабочий объем: 2998 см3. Мощность: 340 л.с. при номинальных оборотах. Крутящий момент: паспортный верхний предел при соответствующих оборотах. Степень сжатия: заводской показатель. Система питания: непосредственный впрыск топлива высокого давления. Система газораспределения: цепной привод распределительного вала с фазовращателями. Смазочная система: под давлением с масляным насосом и фильтром тонкой очистки. Охлаждение: замкнутый контур с термостатом и помпой. Материалы: блок из алюминиевого сплава, поршни легкосплавные. Рабочие допуски и рекомендуемые величины давления, компрессии и моменты затяжки регламентированы сервисной документацией производителя.
Подготовка рабочего места
Организация места проведения работ: освещение, подъёмник, рабочая поверхность, набор ключей, специнструмент, средства очистки, маркировочные материалы.
Организация инструментов и приспособлений
Подготовка рабочего набора производится для выполнения операций с двигателем BMW F20 3.0 L 340 л.с. Оборудование распределяется по функциональным блокам: съемники, динамометрические ключи, стенд для шлифовки, расточной станок, компрессометр, манометр для измерения давления масла, подставки для маркировки деталей, тележки для транспортировки крупногабаритных узлов. Инструменты маркируются и фиксируются на специально отведенных местах. Контейнеры для мелких деталей снабжаются разделителями и этикетками. Защитные прокладки и материалы для герметизации находятся в отдельной емкости. Электрооборудование подключается через защитные устройства. Предварительная калибровка измерительных приборов вносится в технологическую карту. Хранение деталей при разборке производится в подставках с амортизацией и маркировкой последовательности сборки. Учет инструмента ведется регулярной сверкой по описи.
Документация и регистрация работ
Ведение карты диагностических и ремонтных операций. Фиксация измерений компрессии, давления масла, дефектов, применённых деталей и выполненных процедур.
Ведение карты диагностических и ремонтных операций
Формат карты устанавливается для фиксации последовательности диагностических мероприятий и операций по ремонту двигателя BMW F20 3.0 L 340 л.с. Структура карты включает разделы: идентификация автомобиля, серия работ, результаты измерений, дефектовочные данные, перечень заменённых деталей, применённые допуски и моменты затяжки. Внесение показаний компрессии и давления масла производится с указанием инструментов и условий замеров. Для каждой операции указывается дата, код операции и штамп ответственной службы. Хранение карт организуется в цифровом и бумажном виде с присвоением уникального номера. Сверка данных выполняется при передаче этапов между подразделениями.
Первичная диагностика
Визуальный осмотр двигателя выполнен. Регистрация дефектов произведена. Замеры компрессии планируются отдельно согласно протоколу работ.
Визуальный осмотр и регистрация видимых дефектов
Визуальный осмотр направлен на документирование внешних повреждений и следов утечек. Осмотр производится при рабочем положении двигателя и после частичного демонтажа защитных кожухов. Регистрация включает фотографирование с масштабной линейкой и занесение данных в карточку ремонта. Фиксация контактов и электрических разъемов выполняется с пометкой расположения. Оценка состояния крепежа проводится с указанием моментов ослабления и деформаций. Поверхности масляных протечек очищаются для локализации источника. Резьбовые соединения проверяются на срезы и следы коррозии, с документированием размеров повреждений. Состояние уплотнений описывается с указанием типа материала и идентификаторов. Визуальные дефекты каталожируются по элементам и этапам разборки.

Электронная диагностика
Считывание кодов неисправностей производится сканером. Анализ потоков данных ЭБУ. Регистрация ошибок и параметров для последующих ремонтных операций.
Считывание кодов неисправностей и анализ данных ЭБУ
Подключение диагностического оборудования производится к разъёму OBD-II с соблюдением регламента производителя. Считывание кодов неисправностей выполняется в режиме полного чтения памяти ошибок. Полученные коды регистрируются в карте ремонта с указанием времени и условий записи. Параллельно производится считывание параметров живых данных: частота вращения, температура охлаждающей жидкости, давление масла, угол опережения зажигания, коррекции подачи топлива, показания датчиков положения распредвалов и массового расхода воздуха. Анализ кодов осуществляется по базе ошибок производителя. Для каждого кода указывается вероятность причинной области и предлагаемый перечень проверочных измерений. Протокол диагностики формируется в электронном или бумажном виде с привязкой к VIN и текущему пробегу.
Оценка состояния системы смазки
Измерение давления масла выполнено по этапам: контроль после прогрева, определение падения при нагрузке, анализ параметров фильтрации и загрязнений.
Измерение давления масла и интерпретация результатов
Подготовка к измерению включает установку манометра в штатный порт или через адаптер. Давление измеряется при холодном и прогретом состоянии двигателя, при холостом ходе и на оборотах, соответствующих рабочему диапазону. Полученные значения сопоставляются с нормативами производителя для мотора 3.0 L 340 л.с. Отклонение в сторону уменьшения указывает на износ масляного насоса, повышенные зазоры в подшипниках коленвала или загрязнение масляной магистрали. Пиковое давление выше нормы указывает на забитый масляный фильтр или неисправность клапана перепуска. Фиксация результатов производится в карте ремонта. Интерпретация включает расчет падения давления по отношению к базовым значениям и указание возможных причин с перечнем рекомендуемых дальнейших диагностических операций.
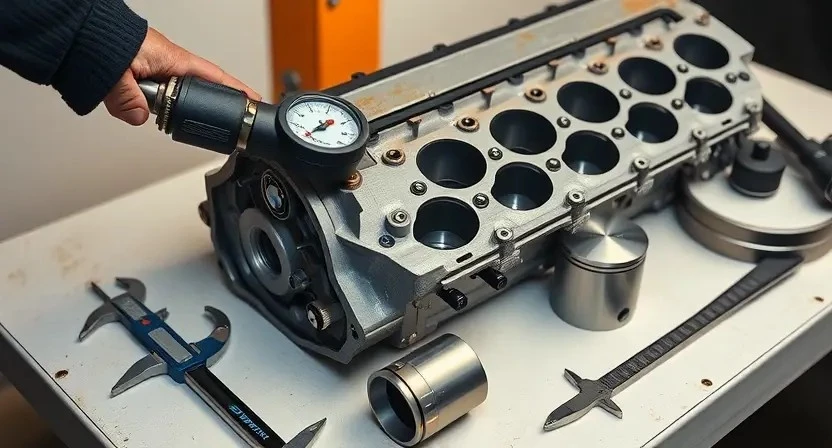
Оценка состояния цилиндро-поршневой группы
Измерение компрессии и люфтов. Регистрация износа поршней, канавок и юбок. Замеры цилиндровой овальности. Отчёт внесён в карту.
Измерение компрессии и анализ показаний
Подготовка двигателя к измерению компрессии выполняется с отключением системы зажигания и удалением свечей. Подключение манометра осуществляется к каждому цилиндру поочередно. Проведение прокрутки стартером производится при одинаковых условиях: температура двигателя, полностью открытая дроссельная заслонка, отключенные форсунки. Регистрирование максимального показания производится для каждого цилиндра. Снятие данных циклов давления фиксируется в карте работ. Сравнение показаний проводится по пороговым значениям производителя. Разница между цилиндрами анализируется как признак износа колец, поршней или клапанов. Дальнейшее решение о ремонте принимается на основании протокола измерений и сопутствующих диагностических данных.
Принятие решения о капитальном вмешательстве
Анализ измерений компрессии и давления масла выполнен. Критерии износа сопоставлены с допусками. Формирование объема ремонта задокументировано.
Критерии для формирования объема ремонта
Оценка состояния двигателя проводится по результатам измерений и визуального осмотра. Компрессия цилиндров регламентирована пороговыми значениями; отклонение от номинала фиксируется и учитывается при планировании работ. Давление масла сравнивается с паспортными параметрами при заданных оборотах; низкое давление рассматривается как основание для замены масляного насоса, вкладышей или расточки блока. Износ цилиндров и поршневых колец определяется по максимальным допускам износа; превышение допусков влечет замену поршней и колец. Повреждение шатунных шеек или биения коленвала приводит к шлифовке или замене коленчатого вала. Трещины или деформация головки блока оцениваются неразрушающими методами; при обнаружении допускается фрезеровка или замена головки. Наличие механических повреждений клапанов или направляющих учитывается при Решении о ремонте ГБЦ. Состояние системы смазки, наличие загрязнений и металлической стружки в фильтре трактуются как критерий для расширенной дефектовки. Финальное решение о объеме работ формируется на основании совокупности измерений, дефектовки и технической документации автомобиля.

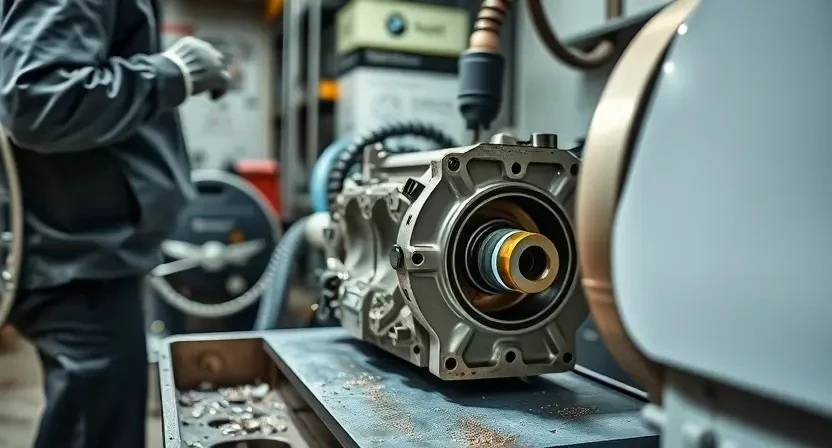
Снятие двигателя
Демонтаж силового агрегата выполняется по этапам: отсоединение коммуникаций, маркировка шлангов и проводов, опирание на подъемник, снятие креплений.
Порядок демонтажа и маркировки соединений
Фиксация исходного состояния двигателя производится фотографированием и занесением данных в карту работ. Маркировка электрических разъёмов и трубопроводов выполняется нанесением цветовых кодов и цифровых идентификаторов на скотч или этикетки. Демонтаж внешних узлов проводится по очередности: снять крышки, извлечь воздуховоды, отсоединить топливную магистраль. Места соединений промаркированы с указанием направления и положения относительно блока. Раcхождение шлангов и жгутов регистрируется в схемах. Болтовые соединения маркируются номером и моментом затяжки. Для фланцевых стыков хранение прокладок производится в отдельных пакетах с маркировкой позиции. Контроль стойкости маркиров выполняется перед упаковкой снятых деталей.
Разборка двигателя
Демонтаж агрегатов выполняется по этапам. Маркировка соединений производится. Части укладываются по каталогам. Хранение в контейнерах регистрируется.
Последовательность разборочных операций и хранение деталей
Разборка двигателя проводится поэтапно с фиксацией каждой операции в карте работ. Демонтаж навесного оборудования выполняется до снятия агрегата; маркировка трубопроводов и проводки производится каждым элементу. Снятие головки блока и коллектора сопровождается маркировкой положения болтов и прокладок. Поршни извлекаются по цилиндрам с промаркировкой, шатуны промаркировываются по порядку. Детали очищаются от загрязнений и деградации масляных отложений. Хранение крупных узлов предусматривает подпорные подставки и упаковку в антиоксидантные материалы. Мелкие компоненты хранятся в прозрачных контейнерах с этикетками, содержащими номер детали и замерные показатели. Сопроводительная документация прикрепляется к пакету с деталями.

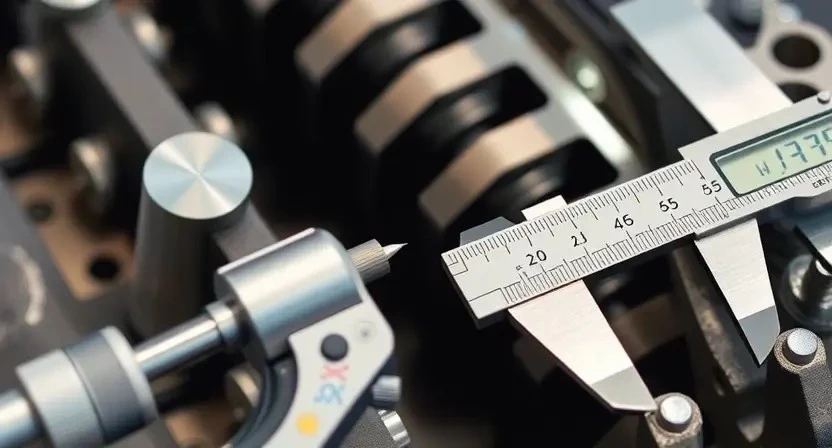
Дефектовка деталей
Проведение дефектовки включает измерение износа валов, шатунов, постелей; фиксация трещин; сопоставление с ремонтными отступами; оформление отчёта.
Контроль износа коленчатого вала, шатунов и постелей
Проведение измерений геометрии коленчатого вала выполняется микрометром и индикатором часового типа для определения овальности и конусности шеек. Допуски сравниваются с заводскими паспортными значениями. Измерение зазоров шатунных вкладышей производится щупом по посадочным кромкам коренных и шатунных постелей. Отклонения от нормативов фиксируются в дефектной ведомости. Рекомендации по допуску износа подлежат применению при формировании объемов шлифовки и подборе ремонтных вкладышей. Наличие задиров, рисок и притиранных участков подлежит фотографированию и внесению в акт дефектовки. Контроль биения шейки производится на оправке с последующей сверкой показаний индикатора.
Шлифовка и расточка
Шлифовка коленвала выполняется по номинальным размерам; контроль биения осуществляется после каждой операции. Расточка блока производится с сохранением допусков производителя.
Технологические параметры шлифовки коленвала и расточки блока
Определение требуемых пределов износа производится перед обработкой. Замер биения и овальности выполняется по коренным и шатунным шейкам. Шлифовка коленвала проводится с шагом 0,01 мм при удалении металла не более 0,25 мм от номинального диаметра на каждом участке. Допуск на круглость после шлифовки не превышает 0,005 мм. Термическая обработка шеек проводится при контролируемой температуре и охлаждении. Расточка блока цилиндров производится с последовательным увеличением диаметра по шагам 0,02 мм до достижения номинального размера под ремонтный поршень. Контроль шероховатости поверхности цилиндров Rz 6-10 мкм. Промывка и сушка выполняются перед сборкой.
Подбор и замена поршней
Выбор поршней по допускам и размеру производится по замерам цилиндров. Монтаж выполняется с контролем зазорных параметров и маркировок колец.
Критерии выбора поршней и допуски посадки
Подбор поршней производится по диаметру цилиндра после расточки и по конусности гильзы. Измерение внутреннего диаметра выполняется микрометром и кольцами-пробками. Выбор материала основывается на оригинальных спецификациях двигателя 3.0 L 340 л.с. и термонагрузках. Зазор поршень-циллиндр задаётся в пределах, указанных в технической документации производителя, с учётом толщины маслосъёмного и компрессионных колец. Посадка поршневого пальца контролируется по допуску по диаметру и по усилию распорки. Контроль взаимного расположения знаков балансировки производится до сборки. Прилегающие поверхности очищаются и измеряются на биение. Риски и заусенцы устраняются до окончательной установки.
Замена вкладышей и колец
Замена вкладышей и колец выполняется с измерением зазоров, контролем соответствия маркировок, чередованием установленных элементов и документированием процедуры.
Контроль за зазором и чередование маркировок
Измерение зазоров между вкладышами и шатунными шейками выполняется микрометром и щупом. Регистрация параметров производится в карте операций с указанием номера детали и значения в миллиметрах. Чередование маркировок при установке вкладышей фиксируется последовательностью посадочных мест и маркировок изделий. Нанесение меток осуществляется на наружной поверхности крышек и корпуса блока для сохранения заводской ориентации. Контроль зазора масляного канала производится манометром после установки пробного давления. При отклонениях от допустимых пределов производится подбор ремонтных вкладышей с учётом номинала и посадочных допусков. Отклонения от технических норм документируются с указанием рекомендуемых действий по восстановлению допусков.
Работа с головкой блока цилиндров
Снятие ГБЦ производится по маркировке. Плоскость проверяется индикатором. Направляющие и седла подлежат замене при износе выше допуска.
Снятие, проверка плоскости, замена направляющих и седел
Снятие головки блока производится по регламентной схеме с маркировкой фланцевых и трубчатых соединений. Демонтаж газораспределительного механизма выполняется с фиксацией валов и нанесением контрольных меток. Поверхность прилегания ГБЦ подлежит измерению на плоскостность микрометром и щупом; отклонение фиксируется в карте работ. При выявлении прогиба более допустимого значения производится расточка плоскости или шлифовка. Направляющие клапанов подлежат замене при износе, выявленном путем микроскопии и измерений посадочного гнезда. Седла клапанов заменяются путем запрессовки новых вкладышей с последующей фрезеровкой канавок и установкой теплообменных прокладок. Контроль собранной головки производится по люфту клапанов и измерению натяга пружин; результаты вносятся в акт дефектовки.
Сборка двигателя
Сборка производится по этапам: очистка, установка вкладышей, монтаж коленвала, поршней, шестерен ГРМ, затяжка моментами, контроль люфтов и герметичности.
Очистка поверхностей, применение герметиков и момент затяжки
Очистка выполняется при снятой головке блока цилиндров и при подготовке к сборке. Поверхности очищаются от старых прокладок, отложений и масел с применением растворителей на основе кетона или спирта. Механические загрязнения удаляются не абразивными инструментами. Контактные поверхности обезжириваются. Контроль плоскостности производится шублером или индикатором на специализированном столе. Применение герметиков регламентируется техническими картами производителя двигателя. Выбор герметика соответствует температурным и химическим характеристикам узла. Моменты затяжки болтов головки и крышек коленвала фиксируются согласно таблицам момент-угловой схемы, последовательность затяжки регистрируется в акте работ.
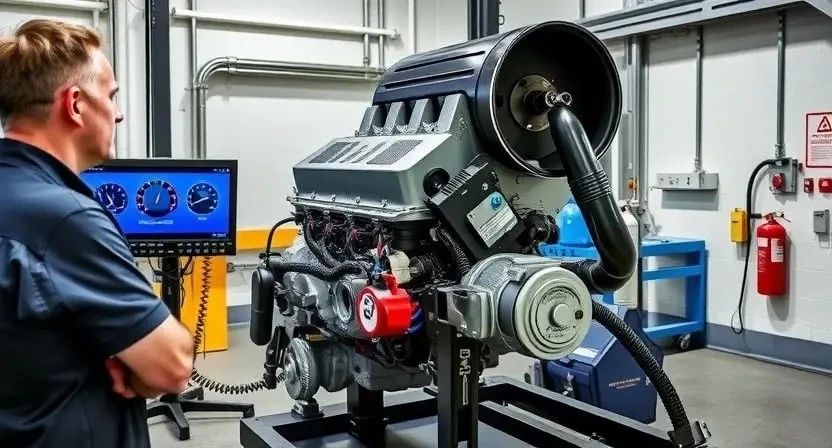
Обкатка и первоначальная проверка
Обкатка проведена в режимах поэтапного увеличения нагрузки. Контроль параметров давления, температуры и наличия посторонних шумов зафиксирован в отчёте.
Схема обкаточных режимов и контроль рабочих параметров
Обкатка проводится по регламенту, обеспечивающему постепенно нарастающие нагрузки и температурные циклы. Первичный запуск производится с установленными всеми технологическими соединениями и контролируемыми системами смазки и охлаждения. На холостом ходу выполняется стабилизация оборотов до заданного диапазона, продолжительность фиксируется в журнале. Последующие режимы включают интервалы частичных нагрузок с плавным переходом к средним оборотам и ограниченными временными пиками мощности. Фиксация параметров производится через диагностический интерфейс. Контроль давления масла выполняется манометрическим методом; данные сравниваются с нормативами производителя. Температура охлаждающей жидкости регистрируется и сверяется с рабочей кривой. Параметры топлива и детонации считываются и анализируются по логам ЭБУ. При отклонениях выполняется корректировка адаптаций и повторная регистрация режимов до соответствия нормам.

Настройка систем после ремонта
Настройка систем производится через диагностический интерфейс. Калибровка датчиков, адаптация ЭБУ, проверочные холостые ходы фиксируются в протоколе.
Калибровка датчиков, адаптация ЭБУ и проверочные холостые ходы
Калибровка датчиков производится после сборки и подключения всех электрических разъемов. Считывание исходных параметров выполняется диагностическим интерфейсом. Адаптация ЭБУ выполняется через специализированное ПО с записью новых калибровочных таблиц в память блока управления. Параметры холостого хода контролируются при запусках на холодном и прогретом двигателе. Регистрация значений выполняется в журнале измерений. При несоответствии границ рабочих параметров инициируется повторная калибровка или диагностика датчиков. Завершение процедуры фиксируется актом выполненных операций.
Заключительная документация и передача автомобиля
Составление акта выполненных работ, регистрация заменённых деталей, фиксация показателей после обкатки. Передача сопровождающими документами производится.
Составление акта выполненных работ и рекомендации по дальнейшей эксплуатации
Составление акта выполненных работ производится на основании завершённых диагностических и ремонтных операций двигателя BMW F20 3.0 L 340 л.с. В акте фиксируются идентификационные данные автомобиля, перечень выполненных процедур, использованные запчасти с маркировкой и серийными номерами, измеренные параметры компрессии и давления масла, результаты дефектовки, замены поршней, вкладышей, колец и ГБЦ. Приложением к акту прилагаются протоколы шлифовки и расточки с указанными допусками, схемы сборки с моментами затяжки. Рекомендации по эксплуатации включают интервалы обкатки с указанием режимов нагрузок, периодичность замены масла и фильтров, требования к первичной диагностике после 1000 км пробега, а также перечень контрольных параметров ЭБУ и методику калибровки датчиков для проверки адаптаций. Акт подписывается ответственным специалистом и регистрируется в журнале работ.