

Оказание услуги по ремонту двигателя BMW M2 F87 3.0 L 450 л.с. (2018–2021). Перечень операций включает диагностику, оценку состояния и замеры.
Цель документа
Определение цели услуги по ремонту двигателя BMW M2 F87 3.0 L 450 л.с. (2018–2021). Описание ожидаемых результатов процедур, перечень контрольных операций и критериев приемки работ.
Формулировка задачи заключается в установлении единого регламента для выполнения диагностики, оценки состояния, измерения компрессии и давления масла, а также операций снятия, разборки и дефектовки узлов с фиксацией выявленных дефектов.
Документ ориентирован на стандартизацию процессов шлифовки, расточки, замены поршней, колец и вкладышей, ремонта головки блока цилиндров, сборки агрегата, обкатки и окончательной настройки с указанием контрольных параметров и протоколов испытаний.
Формирование отчётности предусмотрено для документального подтверждения соответствия выполненных работ установленным критериям.
Область применения
Применение услуги ограничено двигателями BMW M2 F87 3.0 L 450 л.с. 2018–2021. Работы выполняются в условиях сервисной мастерской с сертифицированным оборудованием.
Модель и период выпуска
Определение модели: BMW M2 F87. Выпускный период: 2018–2021 годы. Двигатель: рядный бензиновый, рабочий объём 3.0 L, мощность 450 л.с.
Идентификация модификации производится по VIN и маркировке блока. Контроль номера двигателя и кода прошивки выполняется перед выполнением технологических операций. Соответствие года выпуска влияет на перечень запасных частей и спецификацию работ.
Конструктивные особенности: турбонаддув, система непосредственного впрыска топлива, усиленные поршни, увеличенные распредвалы. Подготовка к ремонту предполагает согласование применимости деталей по каталожным номерам.
Эксплуатационные ограничения устанавливаются регламентом изготовителя для указанного модельного ряда.
Перечень услуг
Диагностика электроники и механики. Измерение компрессии и давления масла. Снятие, разборка, дефектовка, шлифовка, расточка, замена компонентов.
Состав работ по двигателю
Состав работ определён перечнем операций, выполняемых при капитальном ремонте агрегата BMW M2 F87 3.0 L 450 л.с. (2018–2021). Диагностика электронных систем и считывание кодов ошибок. Визуальный осмотр наружных компонентов с фиксацией дефектов. Измерение компрессии по каждому цилиндру с регистрацией результатов. Измерение давления масла в рабочем состоянии для оценки масляной системы. Демонтаж двигателя с маркировкой креплений и узлов. Разборка узла с учётом методов хранения комплектующих. Дефектовка деталей с применением неразрушающего контроля и инструментальных замеров. Шлифовка гильз и расточка блока цилиндров по размерам посадочных мест. Замена поршней, колец и вкладышей с подбором по заводским допускам. Ремонт головки блока цилиндров или её замена при выявленных дефектах. Сборка двигателя согласно регламенту с контролем моментов затяжки. Обкатка при заданных режимах и мониторинг параметров. Настройка систем управления и завершающая диагностика работоспособности.
Технические требования
Задание: обеспечить соответствие ремонтных работ спецификациям BMW. Контроль параметров давления, компрессии, шлифовки и посадочных размеров.
Нормативные параметры двигателя
Приведены технические значения для двигателя BMW M2 F87 3.0 L 450 л.с. (2018–2021). Давление масла в системе должно соответствовать паспортным данным: на холостом ходу величина не ниже 0,8 бар, при 3000 об/мин величина в пределах 3,0–4,0 бар. Компрессия по цилиндрам выражается в бар или кПа; среднее значение для исправного цилиндра составляет 12,5–14,5 бар. Разница между цилиндрами допускается до 1,0 бар. Установленные допуски по биению коленвала и плоскостности ГБЦ соответствуют заводским спецификациям и измеряются микрометром и щупом; биение коленвала по шейки не должно превышать 0,03 мм, отклонение плоскости ГБЦ от идеала не более 0,05 мм. Зазоры в шатунных вкладышах и коренных опорах регламентируются как соответствующие стандартам маркировки: верхний и нижний допуски указываются в каталоге деталей. Уплотнения и сальники должны обеспечивать компенсацию давления до рабочих параметров системы; величины моментных затяжек креплений головки и коллектора указываются в технической документации производителя и применяются при сборке с контролем углов затяжки.
Оборудование и инструментарий
Перечень: диагностический сканер, компрессометр, манометр давления масла, кранштейн двигателя, набор динамометрических ключей, притирочный станок.
Перечень специального оборудования
Комплектация оборудования для ремонта двигателя BMW M2 F87 3.0 L 450 л.с. (2018–2021) включает набор диагностических приборов и станочный инструментарий. Диагностический сканер с поддержкой протоколов производителя, адаптеры для считывания блоков управления и программного доступа. Компрессометр цифровой со стробоскопом для синхронизации показаний. Манометр масла с переходниками для двигателей высокого давления. Подъемник моторный и траверсы для безопасного снятия агрегата. Стенд для обкатки и прогрева с системой контроля температур и давлений. Токарный станок для обточки коленвала. Расточный станок с цифровым управлением для обработки гильз и блока. Фрезерный станок для обработки плоскостей головки блока. Шлифовальный станок для коленвала и направляющих. Пресс гидравлический для запрессовки вкладышей и подшипников, с набором оправок. Балансировочный стенд для коленчатого вала и маховика. Измерительный инструмент: микрометры, нутромеры, индикаторы часового типа, щупы пластинчатые, шаблоны плоскостности и калибровочные кольца. Система очистки деталей ультразвуком и мойкой под давлением. Контрольные приборы для проверки герметичности ГБЦ методом давления и вакуума. Набор инструментов для сборки с ключами динамометрическими и моментными наконечниками, торцевыми головками спецформата. Запасные крепежные элементы и уплотнители по заводским спецификациям. Документация с прописанными калибровками оборудования и периодичностью поверки.
Подготовка автомобиля
Создание безопасной рабочей зоны. Обездвиживание автомобиля. Слив рабочих жидкостей. Отсоединение аккумулятора. Маркировка соединений и крепежа.
Создание рабочей зоны и обездвиживание
Освобождение места в подъемной зоне производится для обеспечения доступа к моторному отсеку и подрамнику. Организация рабочего периметра включает ограждение и маркировку опасной зоны. Наполнение постамента противовесами и распределение нагрузки на опоры выполняется в соответствии с паспортными параметрами подъёмного оборудования. Обездвиживание транспортного средства осуществляется блокировкой трансмиссии и постановкой на тормозные упоры. Электросеть автомобиля отключается через отсоединение аккумулятора и блоков питания управления двигателем. Система топливоподачи ставиться под защиту путем перекрытия подачи и сливания остатка топлива в емкость с дозированием. Демонтаж декоративных элементов и элементов обвеса производится для обеспечения доступа к точкам крепления двигателя. Визуальная фиксация состояния кузовных точек крепления выполняется фотопротоколом с указанием номеров узлов и нанесением маркировочных меток на гайки и шпильки. Регистрация параметров уровня технических жидкостей и их объема проводится с внесением данных в отчетную документацию.
Предварительная диагностика
Считывание кодов ошибок осуществляется через диагностический интерфейс. Визуальный осмотр выполняется по системе впуска, патрубков и креплений агрегата.
Считывание кодов ошибок и визуальный осмотр
Считывание кодов ошибок выполняется специализированным диагностическим оборудованием, с сохранением протоколов в электронном архиве. Структурирование данных производится по системе контроллеров: DME, DDE, блок управления трансмиссией, системы впрыска и турбонаддува. Расшифровка кодов проводится по таблицам производителя с фиксацией кодов постоянных и временных. Привязка кодов к физическим параметрам выполняется по временным меткам.
Визуальный осмотр выполняется по разделам: масляная система, система охлаждения, впускной тракт, выпускной тракт, электрические разъемы и датчики. Осмотр включает поиск механических повреждений, течей, коррозии, изломов и следов перегрева. Фиксация дефектов производится фотографированием и внесением в акт осмотра. Запись о состоянии уплотнений и прокладок вносится отдельно. По результатам анализа кодов и осмотра формируется перечень дальнейших измерительных операций и план работ.
Оценка состояния агрегатов
Инспекция внешних узлов произведена. Измерения зазоров и плотности уплотнений выполнены. Составлена ведомость дефектов и рекомендации по ремонту.
Инспекция внешних компонентов и уплотнений
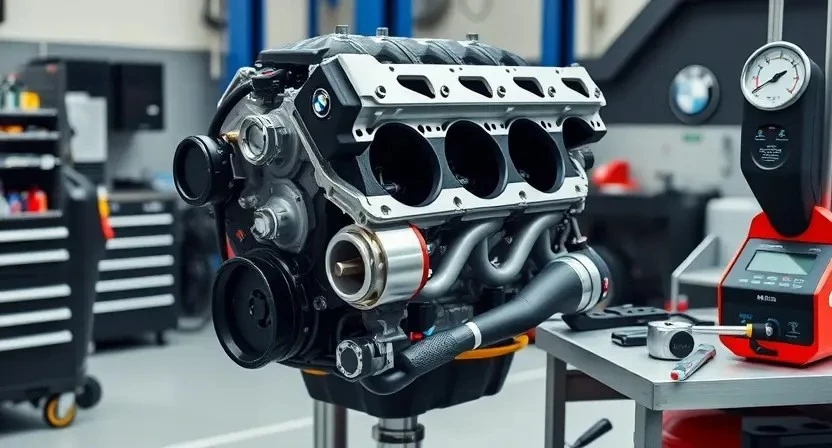
Визуальный осмотр поверхности блока цилиндров и сопутствующих внешних элементов производится при освещении и увеличении. Фиксация мест повреждений проводится фотографированием и маркировкой. Контроль коррозионных участков и трещин выполняется методом окрашивания индикатором и последующим документированием. Оценка состояния резиновых и силиконовых уплотнений производится по деформации, твердости и следам масляных подтеков. Замечания по обрыву или износу проводов и трубопроводов вносится в акт. Протечка фиксируется определением направления вытекания и локализацией точки. Соединительные фланцы и крепежные элементы проверяются на наличие деформаций, смещения и следов недоброкачественной установки. Результаты оформляются в форме отчета с перечнем деталей, требующих замены или восстановительных мероприятий.
Измерение компрессии
Производится снятие свечей. Подключение компрессометра. Проворот коленвала. Фиксация значений по цилиндрам. Сравнение с нормативом.
Методика проведения и допустимые значения
Измерение компрессии производится манометром на холодном двигателе при отключенных системах впрыска и зажигания. Регистрация значений по каждому цилиндру выполняется при трех последовательных прокрутках стартером. Допустимое расхождение между цилиндрами составляет до 10% от среднего значения. Абсолютное минимальное давление на цилиндр при снятом датчике давления коленвала определяется 10 бар; при более низких показаниях выполнять дефектовку цилиндропоршневой группы. Значение утечки цилиндра не должно превышать 20% при манометрическом тесте.
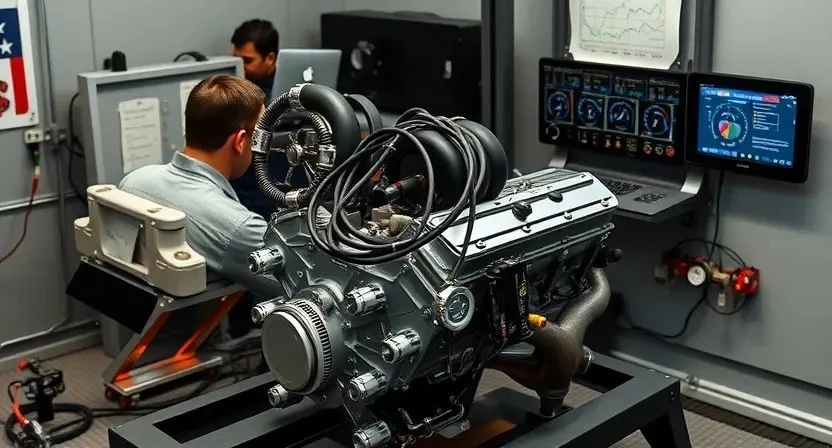
Измерение давления масла производится при рабочей температуре масла 90±5 °C с использованием калиброванного датчика и манометра. Контроль замера производится на холостом ходу и при 3000 об/мин. Давление на холостом ходу должно находиться в диапазоне 0,8–1,2 бар. Давление при 3000 об/мин должно составлять 3,0–4,5 бар. Разница между показаниями при разных режимах указывается для определения износа масляного насоса или сниженной вязкости масла.
Измерение давления масла
Подключение манометра к масляной магистрали. Фиксация показаний при холостом ходе и на номинальных оборотах. Запись результатов в протокол.
Порядок измерений и критерии оценки
Измерение давления масла производится манометром, подключаемым к масляному каналу. Фиксация показаний проводится при прогретом двигателе до рабочей температуры, на холостых и при нагрузке. Сравнение с эталонными значениями проводится по технической документации производителя. Допуск по давлению на холостых указан в паспорте агрегата; отклонение более 20% считается критическим. Измерение компрессии осуществляется компрессометром через свечные отверстия. Показатели фиксируются для всех цилиндров последовательно. Разница между цилиндрами не должна превышать 10% от среднего значения. Давление, ниже минимального порога, классифицируется как значительный износ. Протокол измерений включается в отчет.
Решение о демонтаже
Оценка компрессии и давления масла проведена. Принятие решения о демонтаже базируется на превышении допустимых значений износа и утечек.
Критерии принятия решения о разборке
Принятие решения о разборке основывается на объективных параметрах, полученных при диагностике. Результаты измерения компрессии сопоставляются с нормами рабочего объёма и мощности двигателя. Отклонение по цилиндру свыше 20% от наилучшего значения рассматривается как основание для разборки. Давление масла, зафиксированное ниже паспортного диапазона в условиях прогретого двигателя, учитывается при оценке состояния опор коленчатого вала и масляных каналов. Визуальные признаки утечек из уплотнений, наличие металлической стружки в масляном фильтре или поддоне характеризуются как показатели критического износа. При обнаружении деформации плоскостей или трещин на головке блока цилиндров выполняется маркировка и документирование дефектов с последующей рекомендацией по снятию агрегата. Предел износа шеек кривошипа сравнивается с допусками ремонтных размеров; превышение допуска служит основанием для расточки и шлифовки. Измерения зазоров вкладышей при помощи микрометра и щупа включаются в протокол оценки. Фиксация несоответствия более чем по двум ключевым параметрам приводит к вынесению решения о полной разборке двигателя для дефектовки и последующего восстановления.
Снятие двигателя
Демонтаж двигателя выполняется по этапам. Обесточивание бортовой сети. Слив жидкостей. Отсоединение магистралей. Маркировка и фиксация деталей.
Последовательность демонтажа и маркировка деталей
Операция демонтажа двигателя производится по этапам, каждый этап документируется. Электропитание отключается. Топливная система депрессуризуется. Подвесные узлы и опоры освобождаются. Слив жидкостей производится в предназначенную тару. Электропроводка отсоединяется по группам. Трубопроводы и шланги демонтируются с маркировкой соединений. Подвеска двигателя отсоединяется от кузова. Трансмиссия отделяется от двигателя с фиксацией положения. Крепежные элементы группируются по номерам и фасонам. Детали каждого узла маркируются номером цилиндра и порядковым номером снятия. Маркировка наносится на детали стойкими идентификаторами. Упаковка и хранение выполняются с указанием ориентации и условий.
Разборка агрегата
Демонтаж узлов выполнен по этапам. Маркировка деталей проведена. Компоненты упакованы в пронумерованные контейнеры для последующей дефектовки и хранения.
Алгоритм разборки и хранение комплектующих
Подготовка рабочей поверхности производится очисткой от загрязнений и нанесением защитного покрытия на контактные зоны. Демонтаж компонентов выполняется поочерёдно с фиксацией положения и сопроводительной маркировкой. Маркировка наносится на корпусные узлы, крышки и прокладки с указанием номера цилиндра и направления установки. Крепёжные элементы группируются по набору и размеру в прозрачные контейнеры с пломбами для предотвращения смешения.
Упаковка комплектующих предполагает использование антикоррозионной бумаги и полиэтиленовых пакетов. Электронные модули размещаются в антистатических ёмкостях с амортизацией. Подшипниковые и резиновые изделия укладываются на штабели с разделителями для исключения деформации. Поршни и шатуны размещаются на индивидуальных ложементах с маркировкой. Рекомендуемая температура хранения обозначается на бирках. Хранение производится в закрытых стеллажах с контролем влажности и инвентарным учётом.

Дефектовка деталей
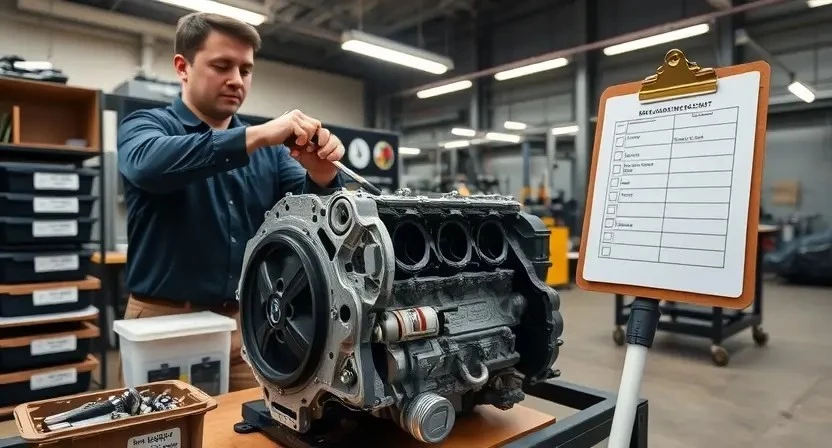
Проведение дефектовки по установленной процедуре. Измерения износа и контроля допусков. Выявление трещин, коррозии, деформаций и повреждений.
Методы контроля износа и повреждений
Визуальный осмотр поверхностей проводится при естественном и искусственном освещении. Фиксация дефектов в протоколе производится с указанием местоположения и размера. Наличие трещин на корпусах и фланцах выявляется методом микроскопического контроля и усиленного освещения. Контроль геометрии деталей выполняется измерительными инструментами с поверенной поверкой: индикаторная измерительная головка, микрометр, штангенциркуль. Измерение износа направляющих и шеек производится измерением диаметра в нескольких точках с последующей сравнительной оценкой.
Контроль штриховки и овальности цилиндров производится индикатором и индикаторной штангой. Измерение задиров и рисок осуществляется дефектоскопией магнитопорошковым методом на подготовленной поверхности. Контроль твердости выполняется методом Роквелла или Виккерса с протоколом показаний. Контроль натяжения резьбовых соединений и состояния шлицов ведется визуально и измерительно. Регистрация результатов производится в единой форме с указанием допусков и фактических значений.

Шлифовка и расточка
Шлифовка цилиндров выполнена на станке с допуском, расточка гильз произведена по калибру. Контроль размера и шероховатости выполнен.
Технология обработки гильз и поверхностей
Подготовка поверхности цилиндров производится очисткой и обезжириванием. Удаление коррозии и нагара осуществляется абразивными методами с контролем шероховатости. Применение магнитных и оптических приборов для выявления трещин и дефектов. Замеры геометрии выполняются индикаторными и микрометровыми инструментами. Шлифование гильз производится круговыми станками с заданной скоростью подачи и шагом резания. Расточка цилиндров выполняется межоперационно с промером калибрами. Контроль конусности и овальности производится после каждой операции. Обработка поверхностей завершается очисткой пылеотводом и промывкой растворителем. Регистрация параметров в технической карте.
Замена поршней и колец
Выбор поршней по номиналу и допускам. Установка колец по фазировке. Притирка канавок. Контроль зазорных параметров после установки.
Выбор деталей и порядок установки
Выбор запчастей производится на основании результатов дефектовки и измерений. Указание на допуски используется для подбора вкладышей по толщине и посадке. Подбор поршней выполняется в соответствии с диаметром и количеством расточки. Кольца подбираются по канавкам и размерам поршней. Головка блока выбирается с учётом износа седел и возможности восстановления. Комплектность деталей фиксируется в акте прихода. Маркировка компонентов производится при приёмке. Сопоставление кодов деталей с оригинальными номерами выполняется по каталогу. Упаковка новых компонентов хранится в чистой зоне до установки.
Установка деталей производится в последовательности, предусмотренной технологической картой. Контроль зазоров осуществляется при каждой смене вкладыша и поршня. Торцевые моменты затяжки фиксируются в протоколе. Смази и герметики применяются в объёмах и марках, указанных производителем. Измерения после установки повторяются для подтверждения соответствия параметров. Запись в журнал технических операций выполняется с указанием серийных номеров и замерных значений.
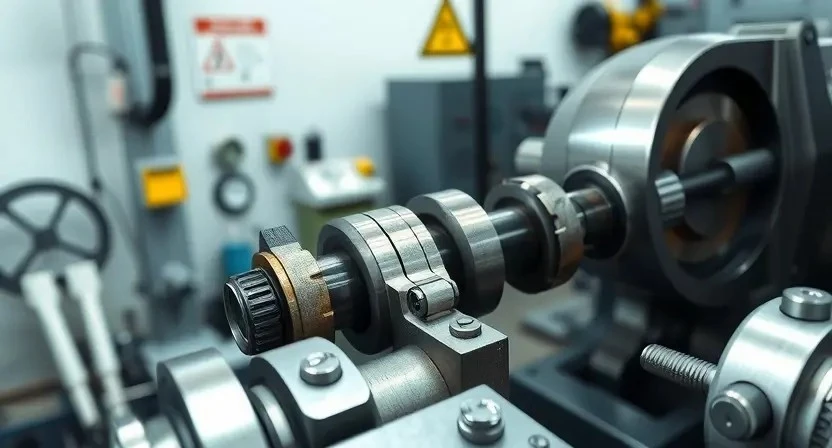
Замена вкладышей и коленвала
Демонтаж коленвала и шатунных коренных крышек выполняется. Замена вкладышей производится по размерам посадочных мест и измеренным зазорам.
Контроль за зазорами и посадками
Измерение зазоров вкладышей производится микрометром и щупом по установленной процедуре. Измерения фиксируются по каждому шатунному и коренному месту. Оценка посадочных мест цилиндра проводится на предмет биения и овальности с применением индикатора часового типа. При выявлении отклонений документируется величина износа и предлагается перечень операций для восстановления геометрии. Контроль посадки поршневых колец осуществляется путем замера зазора в замке кольца после установки в гильзу. Значения зазоров сопоставляются с допустимыми параметрами производителя.
Подгонка вкладышей выполняется по зазорам шатунных шеек. Величины натяга подлежат записи в акте работ. Регистрация данных производится в форме таблицы с указанием посадочного места и измеренных параметров. Корректировка посадок производится шеллонированием или подбором изделий с номинальными допусками. Допусковая документация прилагается к отчету.
Ремонт или замена головки блока цилиндров
Диагностика состояния ГБЦ выполнена. Планируется шлифовка плоскости, правка седел клапанов, замена направляющих и прокладки крышки ГБЦ.
Проверка плоскостности и работы клапанов
Проведение контроля плоскостности поверхности ГБЦ и работоспособности клапанного механизма. Замеры плоскостности выполняются с использованием щупа и поверочной линейки по всей плоскости в нескольких направляющих. Отклонения фиксируются в протоколе измерений. Допустимые значения отклонений указываются в технической документации производителя двигателя; при превышении предела планируется шлифовка. Испытания клапанов проводятся на притирочной машине с подачей контрольной жидкости. Герметичность седел проверяется по падению давления в камере испытания. Параметры зазоров регулируются по значениям, указанным в паспорте двигателя. Результаты заносятся в акт дефектовки.
Сборка двигателя
Сборка производится по этапам: установка коленвала и вкладышей, поршней с кольцами, головки блока, сборка навесных узлов, затяжка по моментам.
Последовательность сборочных операций и момент затяжки
Сборка выполняется по этапам с фиксацией контрольных размеров в протоколе. Установка коленчатого вала производится в постель с применением смазки для посадочных поверхностей. Вкладыши устанавливаются с маркировкой, зазоры измеряются щупом и записываются в карту работ. Поршни с кольцами вставляются направляющими втулками, направление стрелок на днище фиксируется в документе. Головка блока устанавливаеться с новой прокладкой, болты затягиваются в несколько этапов в заданной последовательности. Моменты затяжки для болтов головки и коренных опор указаны в сервисном регламенте и вносятся в отчет. Контроль угловой добивки применяется к болтам, требующим угловой затяжки. После окончательной сборки выполняется вращение коленвала вручную и вала распределения, фиксация хода поршней и устранение заеданий. Завершающая проверка момента затяжки проводится при рабочей температуре масляной системы, показания фиксируются в журнале.
Первичная обкатка
Обкатка двигателя проводится при щадящих оборотах и температурных режимах. Регистрация параметров давления, температуры и вибраций выполняется непрерывно.
Режимы работы и параметры мониторинга
Оперативный режим обкатки двигателя регламентирован поэтапно. Первый этап предусматривает прогрев до рабочей температуры при холостых оборотах до достижения 90°С охлаждающей жидкости. Второй этап предусматривает нагрузочный прогон на ступенчатых оборотах с удержанием в диапазоне 2000–3500 об/мин в течение заданного интервала времени. Третий этап предусматривает снижение нагрузки и повторный прогрев для стабилизации рабочих параметров.
Мониторинг проводится по следующим параметрам: давление масла в масляной магистрали, измеренное манометром в точке подачи; температура охлаждающей жидкости; температура масла; частота вращения коленчатого вала; давление наддува для двигателей с принудительной индукцией; уровни вибраций на опорах. Показатели фиксируются в момент каждого этапа и сравниваются с нормативными пределами производителя. Регистрация производится с интервалом не менее одной записи в минуту в активной фазе. Выявление отклонений фиксируется протоколом с указанием времени и значений. Корректировка режимов производится на основании анализа полученных данных и допустимых значений.

Настройка и окончательная проверка
Настройка систем двигателя выполняется согласно заводским параметрам. Контроль параметров производится при прогреве, регистрируются показания и ошибки.
Регулировка систем и завершающая диагностика
Настройка систем двигателя BMW M2 F87 3.0 L 450 л.с. производится после завершения сборочных операций и первичной обкатки. Регулировка клапанного механизма выполняется в соответствии с технологической картой производителя. Настройка угла опережения зажигания и фаз газораспределения осуществляется при подключенном диагностическом интерфейсе. Калибровка датчиков давления масла и температуры проводится с применением эталонного оборудования. Программная адаптация блока управления двигателя выполняется через выделенный ПО-комплект. Контроль дымности выхлопа и состава газов производится газоанализатором при рабочих температурах. Параметры холостого хода и подачи топлива корректируются до достижения нормативных величин. Завершающая диагностика заключается в считывании кодов неисправностей, сравнении текущих значений с эталонными и формировании итогового протокола работ.