
Описание услуг: диагностика и комплекс работ по восстановлению двигателя серии M43, включая измерения.
Область применения и состав работ
Применение на бензиновых двигателях M43 1.6L. Выполнение диагностики, дефектовки и восстановления узлов.
Перечень выполняемых диагностических операций
Проведение визуального осмотра элементов уплотнений и корпусов на наличие следов протечек. Выполнение измерений компрессии по цилиндрам посредством манометра с фиксацией давления и оборотов. Снятие показаний давления масла с использованием адаптера и манометра при рабочих режимах. Фиксация ошибки ЭБУ и чтение кодов неисправностей диагностическим сканером. Измерение утечек во впускной системе и контроль фаз газораспределения.
Перечень механических операций и состав узлов для восстановления
Перечень операций включает демонтаж навесного оборудования, снятие головки блока, извлечение поршневой группы, демонтаж коленвала и распредвала, разборку шатунно-поршневого механизма. Восстановление предусматривает расточку цилиндров, шлифовку коленвала, замену поршней, поршневых колец, вкладышей, направляющих втулок клапанов.
Состав узлов: блок цилиндров, ГБЦ, коленвал, шатуны, поршни, масляный насос, масляные каналы.
Приёмка автомобиля и регистрация обращения
Фиксация данных автомобиля и симптомов. Регистрация обращения в журнале приёма.
Фиксация данных автомобиля и пробега
Регистрация идентификационных параметров производится при приёмке. Указание VIN, модельного обозначения, года выпуска и модификации вносится в приёмный журнал. Фиксация показаний одометра осуществляется цифровой записью с отметкой даты и времени. Состояние регистрационных документов вносится в карту ремонта. Протокол входного осмотра оформляется с перечислением выявленных внешних признаков без оценочных формулировок.
Формирование технического задания на диагностику
Формирование технического задания производится на основе данных приёмки и первичной визуальной диагностики. Перечень операций включает: регистрация идентификационных параметров автомобиля, фиксация пробега, перечисление жалоб и анамнеза эксплуатации, определение объёма измерений компрессии и давления масла, указание требований к снятию и маркировке навесного оборудования, обозначение контроля герметичности и параметров рабочих режимов, согласование предельных допусков для оценки износа и подготовки сметы.

Предварительная визуальная и функциональная диагностика
Визуальный осмотр выполнен. Функционирование систем на холостых и рабочих режимах зарегистрировано.
Осмотр видимых дефектов и следов утечек
Визуальный осмотр выполняется с целью выявления масляных, охлаждающих и топливных следов на поверхности двигателя и прилегающих соединениях. Осмотр включает оценку состояния сальников, уплотнителей, патрубков, вакуумных магистралей. Фиксация обнаруженных пятен производится фотографированием и записью в акт. Определение источника утечки осуществляется путем локализации по направлению потока и по высоте расположения следов. Отчёт оформляется с указанием геометрии повреждений.
Проверка работающих систем на холостом и рабочих режимах
Фиксация исходных параметров производится при холодном и прогретом моторе. Замеры оборотов холостого хода и динамики набора частоты выполняются при стандартной нагрузке. Показания датчиков давления и температуры регистрируются одновременно с параметрами подачи топлива. Контроль утечек вакуума и системы впуска проводится при стабильных оборотах. Отклонения параметров регистрируются и сравниваются с нормативами.

Измерение компрессии цилиндров
Подготовка: отключение зажигания, снятие свечей, прокачка цилиндров. Измерение выполняется манометром.
Подготовка к измерению и условия выполнения
Подготовка двигателя к измерению компрессии производится при температуре теплоносителя 60–90 °C. Снятие отрицательных воздействий на показания обеспечивается отключением системы зажигания и подачи топлива; Открытие дроссельной заслонки фиксируется для стабилизации оборотов. Применение манометра с пределом не менее 20 бар и адаптеров, соответствующих резьбе свечных колодцев. Запись результатов производится построчно в протокол.
Фиксация результатов и критерии оценки состояния цилиндров
Измерение компрессии фиксируется в протоколе с указанием цилиндра, давления в бар и температуры. Отклонение более 0.5 бар от среднего считается аномалией. Протокол сопровождается данными о времени запуска и числе оборотов на стартере. Рекомендуется приведение значений к эталонным после прогрева. Внесение результатов производится в базу с пометкой о возможных причинах: износ поршня, кольца, клапана, герметичности ГБЦ.
Измерение давления масла
Снятие показаний производится манометром высокого давления через штатный датчик с фиксацией графика.
Методика снятия показаний и используемое оборудование
Применение манометра высокого давления с адаптером для свечного отверстия. Подключение выполняется к цилиндру поочередно при закрытых впускных и выпускных клапанах. Для получения достоверных данных выполняется прокрутка коленвала стартёром при отключённой системе подачи топлива и зажигании. Для фильтрации пульсаций используется адаптер с обратным клапаном. Показания регистрируются в протоколе с указанием температуры масла и оборотов в момент измерения.
Интерпретация измерений и возможные причины отклонений
Интерпретация результатов компрессии и давления масла производится по установленным допускам производителя. Отклонение компрессии вниз указывает на износ поршневых колец, задиры цилиндров или неплотность клапанов. Низкие показания давления масла характерны для износа масляного насоса, увеличенных зазоров в коренных и шатунных вкладышах, загрязнения масляных каналов или неправильной вязкости масла. Повышенные показания давления масла свидетельствуют о закупорке маслопроводов или неисправности регулятора давления. Сопоставление показателей позволяет определить приоритетность механических вмешательств и объем дефектовки. Документирование результатов производится для формирования технического заключения и сметы работ.
Оценка целесообразности капитального ремонта
Сопоставление измерений с допусками. Формирование сметы и перечня заменяемых узлов.
Сопоставление результатов диагностики с параметрами допусков
Сопоставление результатов диагностики с нормативными допусками производится для определения технического состояния узлов двигателя. Измеренные величины компрессии и давления масла сверяются с заводскими пределами. Результаты, выходящие за пределы, классифицируются как требующие восстановления. Приведённые данные направляются в раздел составления сметы. Протокол измерений включается в отчет и подшивается к делу.
Формирование сметы работ и списка заменяемых деталей
Смета составляется на основании диагностических протоколов и измерений состояния узлов. Перечень позиций включает детали цилиндропоршневой группы, вкладыши, кольца, прокладки, комплект ГБЦ, сальники и болтовые соединения. Стоимости разделены на работы и запчасти; Оценка проводится с учётом состояния блока, коленвала и головки. Указание на запасные части сопровождается артикулом и классом ремонтного размера.
Снятие двигателя и подготовка к разборке
Демонтаж мотора производится по регламенту. Маркировка жгутов, фотофиксация расположения деталей.
Последовательность демонтажа навесного оборудования и коммуникаций
Фиксация положения и маркировка разъёмов проводки выполняется перед отключением. Слив рабочих жидкостей проводится по регламенту. Снятие воздушного фильтра и трубопроводов выполняется с маркировкой хомутов. Демонтаж генератора и кондиционера производится с сохранением шпилек. Снятие ремней привода выполняется по этапам. Отключение топливных магистралей производится с улавливанием топлива. Снятие трубок охлаждения выполняется с использованием заглушек.
Извлечение двигателя из моторного отсека и маркировка узлов
Извлечение двигателя производится после демонтажа навесного оборудования и отсоединения коммуникаций. Подготовка включает установку подхвата и фиксацию поддона трансмиссии. Подвеска двигателя осуществляется траверсой с обозначением точек крепления. Маркировка узлов выполняется методом нумерации и нанесения устойчивых идентификаторов на проводку, трубопроводы, кронштейны. Фиксация маркировочной ведомостью.
Разборка двигателя и первичная дефектовка
Разборка произведена по этапам. Детали маркированы. Дефектовка проведена с фиксацией повреждений.
Последовательность разборочных операций и хранение деталей
Демонтаж навесного оборудования производится поэтапно с маркировкой коммуникаций. Снятие агрегатов осуществляется с фиксацией положения и порядка болтов. Уплотнения и прокладки упаковываются в маркированные пакеты с указанием номера цилиндра и позиции. Болтовая партия группируется по длине и классу прочности, укладывается на поддоны. Детали с масляными отложениями очищаются растворителем и размещаются на подставках. Корпусные детали хранить на стеллажах с амортизирующими прокладками. Поршни и шатуны комплектуются по цилиндрам, фиксируются бирками. Металлические вкладыши укладываются в гнезда с защитной плёнкой. Контрольные протоколы размещаются в папке рядом с набором деталей.
Фиксация изношенных и повреждённых компонентов
Фиксация производится документально с фотографированием и сопроводительными отметками. Измерения износа и дефектов выполняются по контрольным размерам и допускам. Маркировка компонентов выполняется для идентификации дальнейшей обработки или утилизации. Составляется перечень деталей, подлежащих замене, с указанием причин вывода из эксплуатации и степени повреждения. Результаты заносятся в акт дефектовки с подписью ответственного лица.
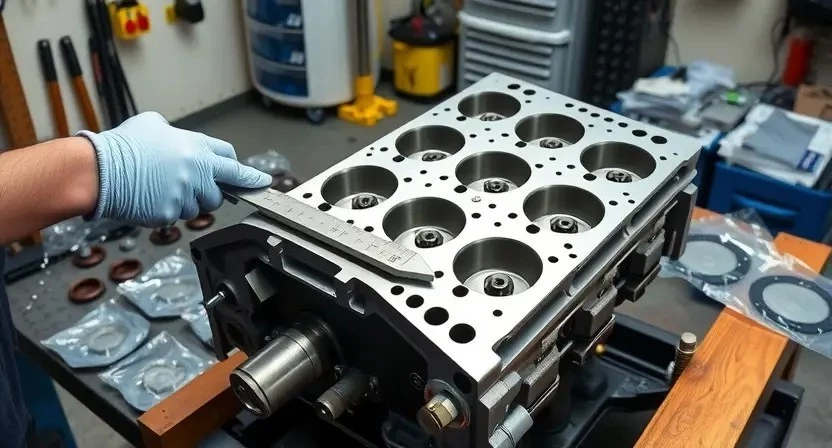
Точная дефектовка блока цилиндров и коленвала
Контроль геометрии выполняется с применением микрометров и индикаторов. Фиксация измерений проводится.
Контроль геометрии и выявление трещин
Осмотр поверхности коленвала и блока производится на предмет деформаций. Измерение биения выполняется индикатором с фиксацией значений в протоколе; Геометрия проверяется микрометром и щупами по установленным допускам. Контроль трещин проводится магнитопорошковым или пенетрантным методом. Результаты сопоставляются с заводскими параметрами. При обнаружении дефекта выполняется оценка возможности восстановления с указанием рекомендованных методов ремонта и предельных размеров.
Документирование результатов измерений
Фиксация измерений компрессии и давления масла производится в формализованный протокол. Значения вноситься по цилиндрам с указанием единиц измерения и условий проведения. Протокол включает дату, идентификационный номер автомобиля, пробег, применяемое оборудование и допуски завода-изготовителя. Отклонения от допусков отмечатся отдельной строкой с указанием возможных причин. Электронная копия сохраняться в базе данных сервисной истории.

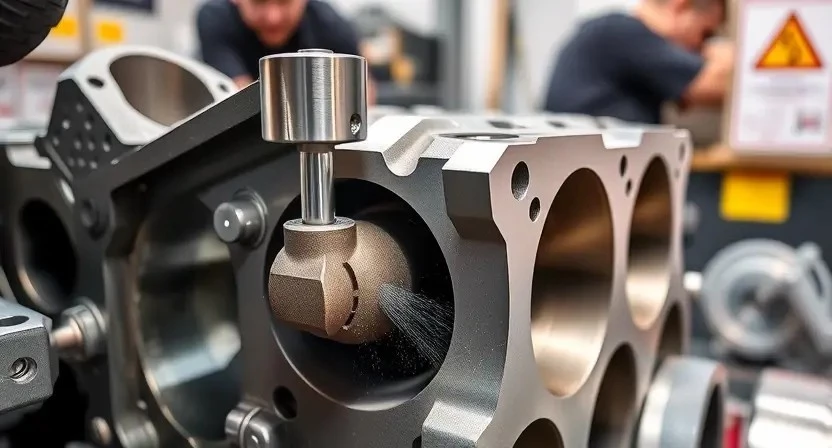
Шлифовка коленвала и расточка цилиндров
Шлифование коленвала и расточка цилиндров выполняются по технологической карте, обеспечиваеться контроль размеров.
Технологические параметры шлифовки и допуски
Шлифовка коленвала выполняется по утверждённым технологическим картам. Контроль диаметров вкладышей производится микрометром с погрешностью 0,01 мм. Снятие металлослоя выполняется послойно, величина съёма обуславливается классом ремонта: 0,25 мм, 0,50 мм, 0,75 мм. Радиальное биение допускается не более 0,02 мм. Шероховатость поверхности после обработки должна соответствовать Rz 10-20 мкм. Документирование операций производится в журнале.
Проверка состояния поверхностей после обработки
Осмотр поверхности проводится с использованием визуального контроля и микрометрии. Допуски шероховатости фиксируются по протоколу. Наличие машинных рисок, задиров и следов коррозии регистрируется. Измерение плоскостности производится штангенциркулем и индикатором часового типа. Результаты сопоставляются с техническими нормативами. Отказная или приемлемая квалификация фиксируется в акте.
Замена поршней, поршневых колец и вкладышей
Замена производиться комплектом по внутренним размерам цилиндров. Установка под контроль зазоров.
Выбор размеров и классов ремонтных комплектов
Определение размеров осуществляется по результатам замеров цилиндров и коленвала. Классы вкладышей и поршней подбираются согласно паспортным допускам двигателя M43. Выбор выполняется на основании величины износа и остаточных размеров после расточки и шлифовки. При наличии отклонений выбирается ремонтный класс, указанные размеры фиксируются в акте дефектовки. Документирование обеспечивает прослеживаемость применённых комплектов.
Технология установки и проверка зазоров
Установка колец и вкладышей производится по размерам, указанным в технической документации на двигатель M43. Крепёжные элементы предварительно очищаются от загрязнений и смазки. Контроль зазоров выполняется щупом и микрометром в условиях рабочей температуры. Зафиксировать величины в акте дефектовки. При несоответствии параметров, применение ремонтных комплектов по номиналу. Протяжка болтов выполняется по моментам, указанным в регламенте.

Работы по головке блока цилиндров (ГБЦ)
Разборка головки выполнена для контроля клапанного механизма и седел. Шлифовка торца головы произведена при искажении плоскости.
Разборка ГБЦ и контроль клапанов
Демонтаж навесного оборудования производится с фиксацией маркировки и расположения компонентов. Головка блока демонтируется с применением унифицированных инструментов. Клапаны извлекаются поочерёдно с сохранением пары седло-створка. Измерение люфтов и зазоров производится прецизионными щупами и нутромером. Состояние направляющих и направляющих втулок фиксируется протоколом дефектовки. Очистка поверхностей выполняется растворителями промышленного класса.
Шлифовка седел, проверка целостности и восстановление геометрии
Шлифовка седел клапанов проводится на специализированном станке с контролем угла и ширины рабочей поверхности. Проверка целостности включает визуальный осмотр и дефектоскопию на наличие трещин и ожогов. Восстановление геометрии производится расточкой направляющих с последующей притиркой седел до установленного сопряжения. Контроль выполняется измерением профиля и плотности контакта.

Сборка двигателя и контрольные операции
Сборка производится по регламенту завода-изготовителя с применением крутящего момента и допусков, установленных для M43.
Последовательность сборочных операций и момент затяжки
Сборка выполняется по этапам. Установить коленчатый вал на опоры с контролем положения. Вкладыши монтируются с применением смазки рабочего состава. Поршни размещаются в цилиндрах через установочные направляющие. Блок цилиндров и головка сопоставляются по меткам. Болты головки затягиваются в несколько этапов с прогрессивным увеличением момента. Привод ГРМ собран согласно заданной фазировке. Контроль герметичности выполняется после завершения сборки.
Проверка фаз газораспределения и герметичности
Определение фаз производится с использованием меток распредвала и коленвала при статическом совмещении. Регистрация уголовых смещений производится динамометрическим индикатором. Слежение за синхронизацией осуществляется при вращении коленвала через стартер без подачи топлива. Герметичность системы оценивается по падению давления в трубопроводе впускного коллектора и по показаниям вакуумметра на впуске.
Обкатка восстановленного двигателя
Обкатка производится по регламенту: плавный прогрев, ступенчатое увеличение нагрузки, контроль параметров.
Программа обкатки и регламент рабочих режимов
Обкатка восстановленного двигателя выполняется по этапам с контролируемыми режимами работы. Первые 30 минут эксплуатации предполагается работа на холостых оборотах для равномерного прогрева масляной системы и прилегания новых компонентов. Последующий этап включает нагрузочные циклы малой продолжительности с чередованием оборотов. Интервалы увеличиваются постепенно до достижения стабильных параметров давления и температуры.
Фиксация параметров производится каждые 15 минут. Регистрация температуры охлаждающей жидкости, давления масла и оборотов двигателя обязательна. Ведомость с результатами обкатки оформляется в отчетном документе и прикладывается к акту выполненных работ. Корректировка режимов выполняется на основе зафиксированных данных.
Контроль параметров в процессе обкатки и фиксация данных
Фиксация рабочих параметров производится в цикле обкатки до достижения эксплуатационных значений. Регистрация оборотов, давления масла, температуры охлаждающей жидкости и температуры масла выполняется с периодичностью, заданной регламентом. Запись выполняемых процедур и измерений в протокол обеспечивается штампом времени и подписью ответственного специалиста. Отклонения от пределов фиксируются с указанием величины и предполагаемой причины.
Регулировка системы подачи топлива и зажигания
Настройка топливной системы производится по параметрам давления и подачи топлива, регламентированным конструкцией двигателя. Регулировка угла опережения зажигания выполняется с использованием индикатора фаз и стробоскопа. Калибровка форсунок проводится по объёму впрыска и времени открытия. Коррекция топливно-воздушной смеси осуществляется по показаниям лямбда-зонда и датчика массового расхода воздуха. Регистрация параметров выполняется в протокол;
Составление итогового акта выполненных работ и выдача документов
Оформление акта выполненных работ производится по завершении всех операций, указанных в техническом задании. В акт вносится перечень проведённых диагностик, измерений компрессии и давления масла, выполненных демонтажных и сборочных операций, применённых деталей и комплектующих. Фиксация серийных номеров и размеров ремонтных изделий выполняется в виде таблицы. Передача сопроводительной документации осуществляется вместе с актом и счётом-фактурой.
Условия гарантийного обслуживания и перечень сохраняемых данных
Гарантировать работу восстановленного агрегата на срок, указанный в договоре обслуживания. Гарантийный срок исчисляться от даты выдачи акта выполненных работ. Обслуживание покрывать дефекты изготовления и монтажа деталей, установленных при ремонте. Сохраняться следующие данные: результаты диагностики, протоколы измерений компрессии и давления масла, перечень заменённых деталей с маркировками, номер заказа-наряда, акт сдачи-приёма.