

Обслуживание двигателя BMW 3er G20 2.0 L 156 л.с. включает диагностику состояния, измерения компрессии и давления масла, оценку на эксплуатационную пригодность.
Объект обслуживания и технические параметры
Объект обслуживания: бензиновый рядный четырехцилиндровый двигатель BMW B48B20, установленный на модели 3er G20, рабочий объём 2,0 л, мощность 156 л.с., год выпуска 2019–н.в. Конфигурация: турбонаддув, система непосредственного впрыска топлива, алюминиевый блок цилиндров, композитная головка блока цилиндров, распределённый впуск, по одному выпускному коллектору. Эксплуатационные параметры для диагностики и ремонта даны производителем. Масляный канал выполнен системой с мокрым картером. Допуски и технологические карты применяются в соответствии с заводскими нормами. Уровень компрессии и давление масла контролируются при температуре охлаждающей жидкости 80–90 °C. Применение стендовых методик и сертифицированного инструмента предусмотрено для измерений и последующих операций по ремонту.
Цель и состав услуги
Цель: восстановление работоспособности двигателя. Состав услуги: диагностика, оценка состояния, измерения, демонтаж узлов, дефектовка и ремонтные операции.
Перечень выполняемых операций
Состав работ определяеться спецификой двигателя BMW 3er G20 2.0 L 156 л.с. и включает поэтапное выполнение диагностических и ремонтных процедур, направленных на восстановление эксплуатационных показателей.
Вводные измерения: считывание кодов ошибок и регистрация параметров двигателя в реальном времени. Измерение компрессии цилиндров с оформлением протокола. Измерение давления масла при разных режимах работы с фиксацией показаний.
Механические работы: демонтаж агрегата с маркировкой компонентов и фотографированием состояния. Разборка с последующей дефектовкой узлов и применением методик контроля блока цилиндров и ГБЦ. Обработка блока цилиндров путем шлифовки и расточки с соблюдением допусков. Замена поршней, колец, шатунных вкладышей по посадочным размерам. Ремонт или замена головки блока цилиндров с контрольной проверкой плоскостей и седел клапанов. Сборочные операции: установка элементов газораспределения с указанными моментами затяжки. Завершающая стадия: обкатка согласно регламенту и итоговая проверочная диагностика системы.
Приёмка автомобиля
Регистрация автомобиля и выдача наряда-наряда производится при поступлении. Фиксация VIN, пробега, внешних повреждений, уровня жидкостей и комплектности.
Фиксация состояния и регистрация данных
Визуальное документирование внешних дефектов двигателя производится фотографированием под различными углами с указанием места съёмки и времени фиксации. Запись идентификационных данных автомобиля и мотора выполняется в бланке приёма с указанием VIN, маркировки двигателя, пробега и даты поступления. Описание обнаруженных повреждений и следов эксплуатации вносится в отчёт с кодами дефектов и ссылками на соответствующие позиции регламента. Результаты первичных измерений записываются с указанием методики и используемого прибора. Протоколирование остаточного уровня смазки и наличия посторонних частиц производится в журнале. Все записи заверяются подписью ответственного и печатью организации.
Предварительная визуальная диагностика
Осмотр наружных узлов двигателя выполнен: утечки масла зафиксированы, следы коррозии на креплениях, состояние ремней и патрубков зафиксировано документально.
Осмотр наружных узлов двигателя и сопряжённых систем
Визуальная оценка выполняется по установленной процедуре. Осмотр предусматривает проверку состояния кожуха ремня ГРМ, шкивов и натяжителей на предмет износа и деформации. Крепления топливной магистрали подлежат оценке на предмет течей и ослабления. Состояние наружных уплотнений фиксируется с указанием мест протечек. Электрические разъёмы исследуются на наличие окисления и коррозии. Вентиляция картера проверяется на проходимость со снятием патрубков при необходимости. Радиатор масла в корпусе осматривается на наличие забоин и следов утечек. Кронштейны и опоры двигателя осматриваются на трещины и ослабленные крепления. Состояние шлангов и хомутов фиксируется с указанием материала и диаметра. Направляющие и кожухи приводов фиксируются по степени люфта.

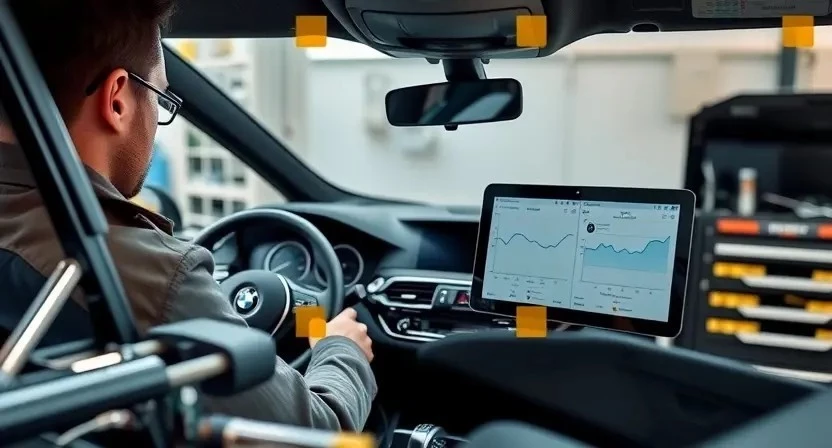
Электронная диагностика
Считывание кодов ошибок проводится специализированным сканером. Анализ параметров в реальном времени выполняется по CAN-шине. Отчёт формируется в цифровом виде.
Считывание кодов ошибок и анализ параметров в режиме реального времени
Подключение диагностического адаптера к OBD-разъему производится с использованием совместимого оборудования и актуального ПО. Идентификация ECU выполняется по списку контроллеров, регистрируемых в памяти блока управления. Считывание кодов ошибок проводится по стандартным и расширенным протоколам. Ошибки сохраняются в журнале с указанием времени, статуса и повторяемости. Параметры в реальном времени выводятся в виде физических величин: частота вращения, угол опережения впрыска, температура охладителя, давление топливной магистрали, расход воздуха, положение заслонки, коррекция подачи топлива, значения датчиков детонации.
Анализ динамики параметров производится с использованием графиков и логов. Сопоставление кодов с параметрами выполнения функции двигателя и условий эксплуатации выполняется для определения причин возникновения неисправностей. Протоколирование результатов предусматривает экспорт логов в стандартных форматах для дальнейшей экспертизы и составления отчёта по дефектовке.
Оценка компрессии цилиндров
Подготовка двигателя к измерению компрессии: демонтированы свечи, создано положение ВМТ, отключено питание системы впрыска, применён манометр.
Подготовка к измерению и методика выполнения
Подготовка оборудования производится перед измерением компрессии цилиндров. Для исключения влияния электроники высвобождение топливной магистрали производится до снятия управляющих импульсов форсунок. Впускной и выпускной коллекторы оставлены в штатном состоянии, кроме случаев демонтажа, указанных в рабочей документации. Отключение зажигания выполняется через блок предохранителей или диагностический интерфейс. Подача воздуха к системе впуска исключается. Прогрев двигателя проводится до рабочей температуры для стабилизации параметров. При измерении давления масла подключение манометра производится через сервисный штуцер с применением переходников, соответствующих резьбовым соединениям двигателя. Снятие свечей зажигания производится с последовательной маркировкой по цилиндрам. Вращение коленчатого вала обеспечивается стартером при отключенных топливной подаче и зажигании. Измерение компрессии производится посредством манометра с быстросъёмной насадкой в каждом цилиндре при фиксированном числе оборотов; значение фиксируется после стабилизации показаний. Документирование результатов выполняется с указанием температуры, частоты вращения и графы замечаний о симптомах утечек.

Интерпретация результатов компрессии
Анализ показателей компрессии производится по абсолютным значениям и по разбросу между цилиндрами; отклонения документируются и сопровождаются заключением о допустимости.
Критерии допуска и выявления дефектов
Оценка компрессии производится по сравнительным показателям для двигателя BMW 3er G20 2.0 L 156 л.с. Значение компрессии ниже 10 бар на цилиндр рассматривается как отклонение. Разница между максимальным и минимальным показателем более 1,0 бар классифицируется как неравномерность работы. Давление масла на холостом ходу ниже 0,7 бар при прогретом двигателе считается признаком износа масляной системы. Давление при 3000 об/мин ниже 2,5 бар указывает на критическое состояние. Утечка по компрессии при проведении теста со сжатым воздухом в охлаждающую систему свидетельствует о пробое прокладки ГБЦ или трещине в блоке. Износ направляющих клапанов и седел оценивается по величине люфта и по повышенному расходу моторного масла. Зазоры между шатунными вкладышами и коленвалом контролируются по измеренным натягам; превышение предельных допусков ведёт к необходимости замены вкладышей. Шероховатость канавок поршневых колец измеряется микрометром; износ выше допустимого значения свидетельствует о необходимости замены колец и поршней. При оценке плоскостей фрезерование или шлифование допускается при соблюдении установленных допусков на параллельность и плоскостность. Величина овальности и конусности цилиндров определяется по результатам расточки; превышение допуска является основанием для расточки с предельной глубиной. Отклонения по моментам затяжки ГБЦ и шатунных болтов фиксируются в протоколе; повторное отклонение от заданных значений рассматривается как дефект крепёжных соединений или деформация деталей.
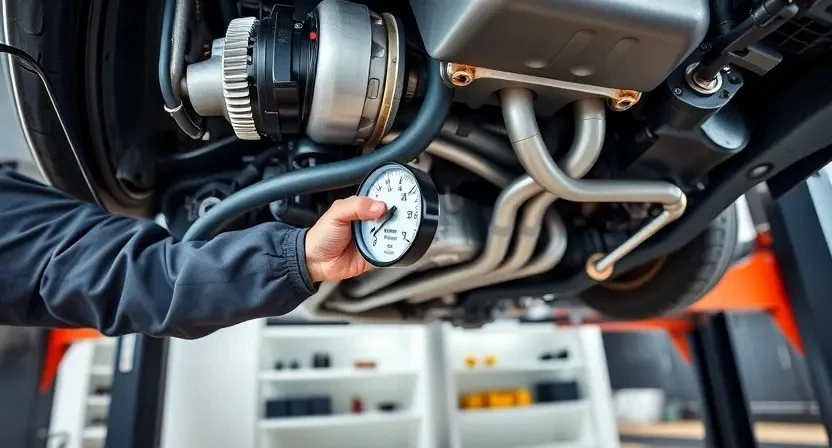
Измерение давления масла
Подключение манометра производится к штатному порту. Измерение выполняется на холодном и прогретом двигателе. Результаты регистрируются в отчёте.
Последовательность подключения манометра и условия измерения
Подготовка двигателя к замеру масла производится при рабочей температуре 80–100 °C. Отсоединение отрицательного вывода аккумулятора выполняется для исключения самопроизвольного запуска. Давление масла измеряется через штатный штуцер системы смазки или через установленный адаптер в отверстии датчика давления. Подключение манометра производится к штуцеру с применением уплотнительного элемента соответствующего диаметра. Запуск двигателя производится на холостом ходу до установления рабочей температуры. Фиксация показаний манометра выполняется при устойчивых оборотах коленвала, затем производится кратковременное повышение оборотов до 3000 об/мин с повторной фиксацией значений. Измерения выполняются при выключенной нагрузке на электропотребители. Допуск на замер включает проверку герметичности соединений и отсутствие утечек масла. Условия окружающей среды при измерении предполагают температуру воздуха 10–30 °C и отсутствие сквозняков в рабочей зоне. Регистрация результатов производится в техническом журнале с указанием места подключения и серийного номера манометра.
Оценка результатов давления масла
Анализ показателей давления масла выполнен по эталонным диапазонам. Отклонение зафиксировано. Описание неисправностей и дальнейшие действия указаны.
Нормы и признаки износа масляной системы
Измерение давления масла производится на прогретом двигателе при оборотах холостого хода и при повышенных оборотах. Нормативные значения для данного двигателя: давление при холостом ходе от 0,8 до 1,5 бар, при повышенных оборотах от 3,0 до 4,5 бар. Отклонение от указанных величин фиксируется.
Падение давления ниже нормы сопровождается повышенным зазором в подшипниках коленвала, износом масляного насоса, забивкой маслоприёмника или увеличением пролётов в каналах системы. Повышенное давление указывает на частичную блокировку возвратных каналов или неисправность клапана давления.
Наличие металлической стружки в масле указывает на контакт изношенных компонентов. Увеличение расхода масла сопровождается сизым дымом при работе двигателя и уменьшением компрессии. Для документирования состояния проводится фотофиксация и протокол измерений.
Решение о демонтаже двигателя
Критерии демонтажа определяются по результатам измерений компрессии и давления масла; документированное обоснование составляется при превышении допустимых отклонений.
Критерии и документированное обоснование демонтажа
Фиксация показателей компрессии и давления масла. Измерения проводятся при рабочей температуре двигателя и на прогретой масляной системе. Значения, выходящие за пределы технических нормативов производителя, фиксируются в отчёте. Регистрация кодов ошибок и анализа параметров в реальном времени. Повышенные утечки в цилиндрах, расхождение показаний между цилиндрами более 15% или абсолютные значения ниже минимального допуска являются основанием для дальнейших действий. Отдельная запись для обнаруженных механических повреждений наружных узлов и следов перегрева.
Документация включает протоколы измерений, фотофиксацию выявленных дефектов и калькуляцию затрат. Решение о демонтаже оформляется в виде акта с перечнем выявленных дефектов, ссылками на нормативы производителя и предложенными видами работ. Акт содержит дату, идентификационный номер автомобиля, показания пробега и подписи ответственных сотрудников, указание применённых измерительных приборов с серийными номерами, допустимыми погрешностями и проверочными калибровками. Включение демонтажа в план ремонта производится при наличии хотя бы одного из следующих условий: превышение допустимой величины износа вкладышей или стенок цилиндров, установленные трещины в блоке или головке блока, задирающее повреждение поршней, нарушение клёц или посадочных поверхностей, разрушение каналов охлаждения, наличие прогара в седлах клапанов, несоответствие компрессии после восстановительных операций. При отсутствии подтверждённой критичности демонтаж не включается в смету.
Снятие и подготовка к разборке
Снятие двигателя производится с маркировкой точек крепления. Элементы системы обезжирены. Фиксация положений валов и меток выполнена.
Фиксация состояния и маркировка деталей
Фиксация состояния корпуса и агрегатов двигателя производится с применением фотопротокола и бланков дефектовки. Измерительные параметры крепежных элементов, зазоров и следов износа вносятся в ведомость. Маркировка деталей на этапе демонтажа выполняется кодовыми метками по зонам сборки и последовательности установки; применяются стойкие плomбы и маркеры на масляной и нагретой поверхности. Ведомственная номенклатура используется для идентификации поршней, пальцев, шатунов, вкладышей и крышек коренных подшипников. Серийные номера и метрические параметры фиксируются в табличной форме. Присутствие задиров, коррозии и деформаций регистрируется отдельно. Контрольные точки для последующей сборки отмечаются на корпусе и сопряжённых деталях. Документация прилагается к карточке ремонта.
Разборка и дефектовка компонентов
Демонтаж деталей выполнен. Контроль геометрии поршней, шатунов, коленвала и ГБЦ произведён. Измерения зазоров и износа зафиксированы в отчёте.
Методика контроля блока цилиндров, коленвала, шатунов и ГБЦ
Визуальный осмотр поверхности блока цилиндров выполняется при естественном и направленном освещении для выявления трещин, коррозии и механических повреждений. Замеры плоскостности привалочной поверхности блока производятся микрометром и щупом с регламентированной частотой точек. Контроль цилиндров включает измерение внутреннего диаметра и конусности индикатором часового типа по всей длине рабочей поверхности. Коленвал подвергается проверке на биение торцов и шеек путем установки на опоры и применения индикатора; контроль износа шеек осуществляется микрометром с расчетом овальности. Шатуны измеряются на изгиб и биение, выполняется проверка посадочных отверстий втулок и стыков на трещины с использованием магнитопорошкового или пенетрантного метода. Головка блока цилиндров проверяется на плоскостность торца и наличие трещин в зоне камер сгорания; измерения производятся плитой и щупом, дефекты фиксируются в протоколе. Измерения диаметра направляющих клапанов и седел выполняются планшайбой и микрометром; выявленные отклонения сравниваются с заводскими допусками. Документация результатов должна содержать исходные значения, методы измерений и выводы о возможности восстановления или необходимости замены деталей.

Обработка блока цилиндров
Обработка блока включает шлифовку и расточку цилиндров по заводским допускам. Контроль геометрии выполняется после каждой операции обработки.
Шлифовка и расточка цилиндров: параметры и допуски
Подготовка блока к обработке включает удаление нагара и коррозии, очистка маслосъёмных каналов. Замеры внутреннего диаметра цилиндров выполняются микрометром и нутромером в трёх точках по высоте и четырёх диагоналях по окружности. Допуск на овальность цилиндра для двигателя 2.0 L указан в технической документации производителя; при отклонении более 0.05 мм выполнение расточки рассматривается. Шероховатость рабочей поверхности после хонингования должна соответствовать классу Rz 6-12 мкм. Допуск на конусность по высоте не превышает 0.03 мм. При расточке выбирается припуск, обеспечивающий последующую шлифовку под ремонтный размер; величина припуска документируется. Применение оправок и центровка блока производится для исключения биения. Жесткость фиксации блока контролируется динамометрическими ключами. Применение охлаждающей жидкости и абразивов согласуется с паспортными данными оборудования. Качество обработки подтверждается протоколом измерений с указанием допусков и используемых инструментов;
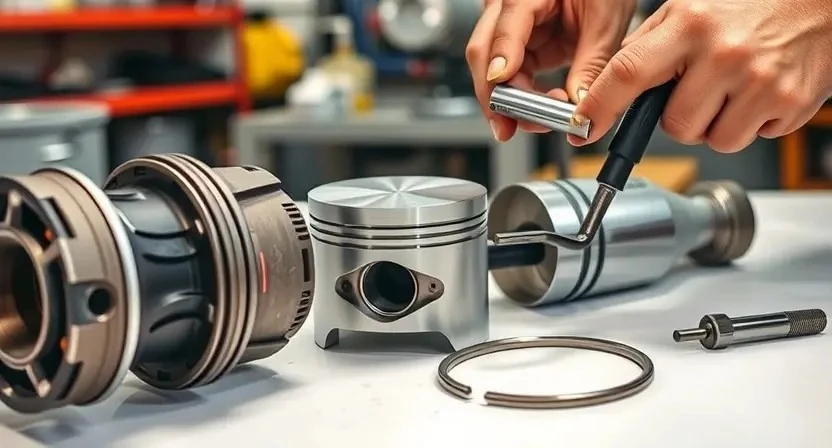
Замена поршней, колец и вкладышей
Подбор деталей по посадочным параметрам. Контроль маслосъёмных колец по зазорам. Установка вкладышей по индексу износа. Притирка колец.
Подбор деталей по посадочным параметрам и технология установки
Подбор поршней осуществляется по внутреннему диаметру цилиндров после расточки с учётом припуска на притирку и возможной хонингóвки. Подбор колец производится по наружному диаметру поршня и высоте канавок; допуски соответствуют заводским таблицам. Подбор вкладышей коленвала производится по шейкам с учётом величины износа и превышения ремонтного размера.
Установка вкладышей производится с применением оправок и измерительной техники; контроль за тепловым зазором осуществляется динамометрическим методом. Монтаж поршней производится с использованием оправок для поршневых колец и соблюдением направляющих обозначений; направление поршня фиксируется внешними метками.
Установка колец производится послойно с разворотом стыков на заданный угол. Контроль диаметра цилиндра и биения поршня выполняется после установки, с фиксацией значений в отчёте.
Ремонт или замена головки блока цилиндров
ГБЦ осмотрена на трещины и деформацию. Шлифовка плоскостей выполняется по допускам. Седла клапанов восстанавливаются или заменяются. Испытания герметичности проводятся.
Контроль плоскостей, седел клапанов и герметичности
Проведение контроля плоскостей головки блока цилиндров и седел клапанов выполняется в условиях ремонтной мастерской с использованием поверенного инструмента. Измерение плоскостности производится щупом и индикатором с магнитным основанием; предельное отклонение фиксируется согласно технической документации производителя двигателя. Обработка плоскостей при выявлении износа выполняется шлифовальными станками с контролем допустимого съёма металла. Контроль герметичности камер сгорания осуществляется методом продувки или опрессовки с применением сухого азота и манометра; фиксация результатов оформляется в дефектной ведомости. Седла клапанов поддаются дефектовке микрометром и визуальной оценке; износ седла определяется по местным углублениям и уплотнению рабочей кромки. Восстановление седел производится расточкой и шлифованием с последующей притиркой клапанов. Результаты контроля включают перечень измерений, допуски и предложенные виды работ, сопровождаемые регистрацией размеров и фотофиксацией.

Сборка и предварительные регулировки
Сборка двигателя выполнена с соблюдением посадочных размеров. Торцевые моменты затяжки применены по технической карте. Регулировки фаз газораспределения проведены.
Торцевые моменты, зазоры и установка ремней/цепи газораспределения
Определение последовательности затяжки выполняется по сервисной документации BMW для модели G20 2.0 L 156 л.с. Моменты затяжки головки и крышек распределительных валов указываются в Н·м с контролем углового вращения. Зазоры в клапанном механизме оцениваются измерением щупом по спецификации; при необходимости производится регулировка гидрокомпенсаторов или замена регулировочных элементов. Установка привода ГРМ выполняеться с фиксацией распредвалов и коленвала в установочных метках; натяжение ремня или цепи доводится до нормативного значения через измерение прогиба и динамическую проверку при вращении вручную. Контроль углов опережения и синхронизации производится специализированным инструментом; зафиксированные значения документируются в отчёте о сборке.