

Описана услуга ремонта двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. (2014–2018).
Описание объекта работ
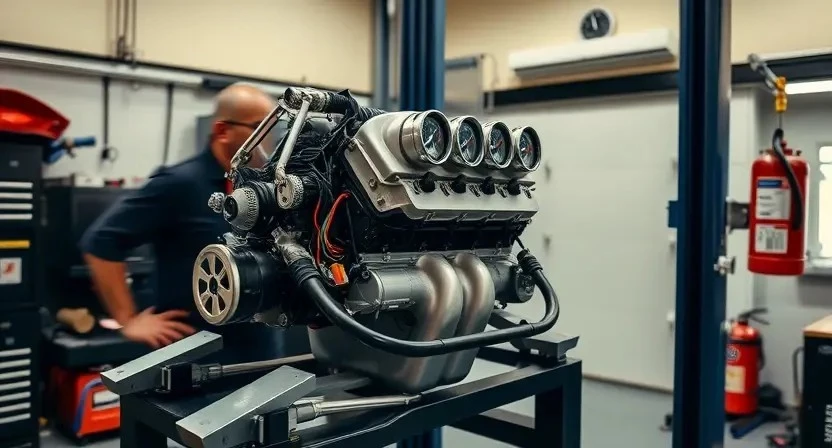
Объектом работ является бензиновый рядный шестицилиндровый двигатель BMW S55 3.0 R6 Twin Turbo, мощностью 431 л.с., устанавливавшийся на M3 F80 2014–2018 годов выпуска. Конструктивно присутствуют алюминиевый блок, усиленная ГБЦ, турбокомпрессоры, масляный насос высокого давления и система непосредственного впрыска. Оценка состояния проводится по компрессии, давлению масла и визуальным признакам износа маслосистемы.
Период выпуска и базовые параметры двигателя
Выпуск двигателя обозначен 2014–2018 годами. Конструкция ⎼ рядный шестицилиндровый блок с двойным турбонаддувом. Рабочий объём указан 3.0 л. Номинальная мощность зафиксирована 431 л.с. Топливная система ⎼ непосредственный впрыск. Система управления ⎼ электронная с адаптацией. Ход поршня и диаметр цилиндра задокументированы в заводской документации. Крутящий момент указан в спецификации.

Приёмка транспортного средства
Регистрация автомобиля в приёмном журнале. Фиксация VIN, пробега, комплектности и внешних дефектов.
Фиксация внешних признаков неисправности
Визуальный осмотр кузова и моторного отсека для выявления подтеков масла, охлаждающей жидкости и следов перегрева. Регистрация звуковых симптомов при запуске и на холостом ходу; регистрация необычных вибраций. Документирование состояния шлангов, патрубков и электрических разъёмов. Фиксация состояния масляного поддона и креплений турбин. Запись пробега и данных сервисной книжки для сопоставления с эксплуатационной историей.
Оформление дефектной ведомости
Составление дефектной ведомости производится после первичной диагностики двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. (2014–2018). Ведомость содержит перечень обнаруженных дефектов, измеренные значения компрессии и давления масла, описание внешних повреждений узлов и агрегатов, результаты визуального осмотра. Указывается необходимость демонтажа компонентов для дальнейшей дефектовки. Документ подписывается уполномоченным представителем сервиса.
Диагностические мероприятия
Визуальная проверка моторного отсека выполнена. ЭБУ сканированным кодам подвергнут.
Визуальная инспекция моторного отсека
Осмотр моторного отсека выполнен последовательным способом. Визуальная оценка состояния агрегатов включает осмотр турбокомплектов, впускного коллектора, масляных магистралей, топливной аппаратуры, электропроводки и крепежа. Зафиксированы повреждения уплотнений и следы масляных течей. Измерение уровней жидкостей произведено. Состояние шлангов и патрубков задокументировано. Фотографическая фиксация выполнена для архива.
Электронная диагностика систем управления двигателем
Сканирование блоков управления выполняется специализированным оборудованием. Считывание кодов неисправностей производится без удаления узлов. Интерпретация кодов и регистраций событий выполняется по справочным таблицам производителя. Считывание параметров в реальном времени производится по шине данных. Проверка адаптаций и базовых настроек выполняется через сервисный режим. Запись параметров и сохранение логов выполняется для последующего анализа.
Оценка состояния узлов и агрегатов
Оценка производится по износу, герметичности, люфтам. Замеры и протоколирование выполняются метрологией.
Оценка состояния системы смазки
Проверка масляного картера, масляного насоса и магистралей производится для выявления износа и утечек. Отбор проб масла и анализ по параметрам загрязнённости и вязкости осуществляется с фиксацией результатов. Измерение давления масла выполняется при холодном и рабочем температурном режимах двигателя. Оценка состояния фильтра проводится с осмотром корпуса и сепаратора. Документирование обнаруженных дефектов оформляется в акте.
Оценка состояния системы охлаждения
Проверка узлов системы охлаждения проводится по регламенту двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. (2014–2018). Визуальная оценка радиатора, трубопроводов, патрубков и расширительного бачка выполняется для обнаружения трещин, образования коррозии и утечек. Давление в контуре фиксируется с использованием манометра для выявления скрытых протечек. Термостат оценивается на открытие по температурной шкале. Насос охлаждающей жидкости подлежит контролю на герметичность и износ, при выявлении дефектов составляется перечень заменяемых компонентов и фиксируется требуемый объем работ.
Измерение параметров компрессии и давления
Измерение компрессии по цилиндрам и давления масла производится с фиксацией результатов.
Измерение компрессии по цилиндрам
Подготовка двигателя к измерению компрессии предусматривает вывод форсунок из рабочей схемы и отключение подачи топлива. Стартовые обороты создаются стартером без подачи топлива. Показания компрессометра фиксируются для каждого цилиндра при трех последовательных прокручиваниях коленвала. Сравнение результатов проводится по нормам производителя с учётом допустимого разбега и симметрии. Анализ показаний направлен на выявление утечек и состояния поршневой группы.
Измерение давления масла в рабочем режиме
Подключение манометра к масляной магистрали производится через штатный датчик или байпасный адаптер. Двигатель запускался до рабочей температуры, обеспечивалась стабильная частота вращения холостого хода. Замеры фиксировались при холостом ходе, при 2000 об/мин и при пиковых оборотах. Давление записывалось по цилиндровому сечению и по точкам питания масляной системы. Отклонения сопоставлялись с нормативными значениями производителя. Результаты документировались в отчёте.
Снятие и подготовка двигателя к разборке
Демонтаж агрегата производится с маркировкой подсоединений и промывкой магистралей перед упаковкой.
Процедура демонтажа агрегатов и магистралей
Фиксация состояния узлов выполняется перед демонтажем. Слив технических жидкостей производится в ёмкости с маркировкой. Электрические разъёмы отключаются с фиксацией положения контактов. Вакуумные и топливные магистрали маркируются. Системы охлаждения и маслоснабжения изолируются. Опоры и крепёжные элементы ослабляются по схеме, указанной в технической документации. Демонтаж навесного оборудования выполняется по последовательности, исключающей напряжение на корпус. Упаковка снятых компонентов производится с применением влагозащитных материалов.
Маркировка и упаковка снятых деталей
Идентификация каждой детали выполняется с присвоением уникального кода и указанием положения установки. Для крупногабаритных узлов оформляется карточка с перечнем дефектов и рекомендованными операциями. Маркировка наносится на ярлыки стойкими красками, дополнение ‒ штрихкодирование для учёта. Для защиты выполняется упаковка в индивидуальные контейнеры с антикоррозионной прокладкой.
Разборка силового агрегата
Демонтаж навесного оборудования производится поэтапно. Разборка блока выполняется с маркировкой деталей.
Последовательность демонтажа навесного оборудования
Последовательность демонтажа навесного оборудования описана для двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. (2014–2018). Снятие аккумулятора и воздушного фильтра производится первым этапом. Отсоединение трубопроводов охлаждения и вентиляции картерных газов выполняется по схеме. Демонтаж компрессоров турбин и интеркулера производится с фиксацией уплотнений. Отделение электропроводки и разъёмов маркируется. Слив рабочих жидкостей документируется. Фиксация снятых деталей и размещение по зонам хранения производится с маркировкой и упаковкой, обеспечивающей сохранность и последующую идентификацию.
Разборка блока цилиндров и головки блока
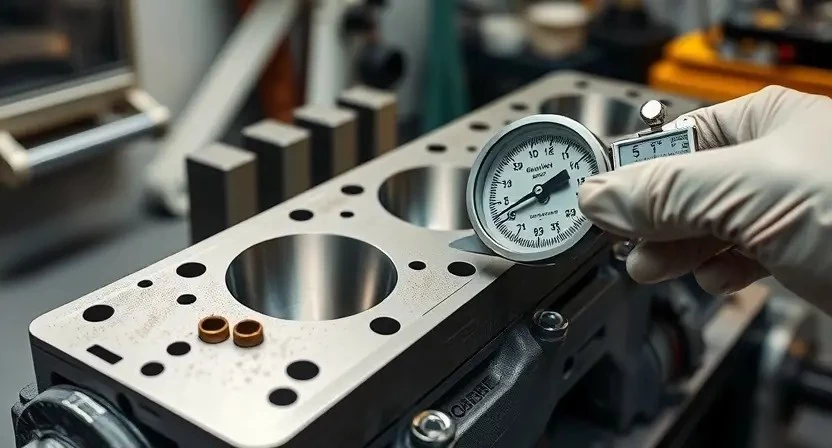
Демонтаж головки выполняется после снятия навесного оборудования и магистралей. Снятие производится с использованием траверсы для равномерного подъёма. Демонтаж ГБЦ сопровождается маркировкой каналов и крепёжных элементов; Разборка блока цилиндров производится после удаления поршневых групп и маслопроводов. Удаление вкладышей и шатуно-кривошипных соединений выполняется по порядку. Очистка рабочих поверхностей проводится растворителями и механическими средствами. Замер геометрии плоскостей осуществляется индикаторными инструментами и фиксируется в акте.
Дефектовка и документирование повреждений
Детальный осмотр деталей произведён. Фиксация трещин, задиров и износа предоставлена в отчёте.
Осмотр рабочих поверхностей и измерение износа
Визуальный осмотр рабочих поверхностей выполнен с фокусом на цилиндровые стенки, поршневые юбки, канавки под кольца и контактные поверхности шатунных шеек. Измерение радиальных и овальных параметров цилиндров проведено индикатором и микрометром. Замеры шеек коленвала выполнены по диаметру. Шероховатость поверхностей снята профильным прибором. Результаты измерений внесены в бланк дефектовки и сопоставлены с заводскими допусками.
Составление отчёта о необходимом объёме работ
Фиксация результатов дефектовки двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. выполняется в виде структурированного отчёта. Перечисление обнаруженных повреждений, износов и отклонений приводится с привязкой к узлам: блок цилиндров, коленвал, поршни, кольца, вкладыши, головка блока, система смазки, система охлаждения, турбокомпрессоры, навесное оборудование. Для каждого пункта указывается степень вмешательства: восстановление поверхностей, расточка, шлифовка, замена комплектующих, балансировка. Приложение содержит измерения: компрессия по цилиндрам, давление масла в рабочих режимах, размеры посадочных мест, зазоры подшипников, износ фасок и цилиндров в миллиметрах. Указывается перечень требуемых деталей с артикулами и классами допусков. Формирование сметы производится на основании перечня операций и материалов. Сроки работ и контрольные этапы включаются в итоговый документ.

Шлифовка и расточка блочных элементов
Шлифовка плоскостей и расточка цилиндров выполняется с допуском, зарегистрированным в отчёте.
Шлифовка плоскостей и шеек коленвала
Подготовка коленвала к шлифовке производится после дефектовки и очистки масляных каналов. Контроль биения устраняется замером на микрометре и индикаторе. Заданы предельные диаметры шеек и плоскостей, исходя из заводских допусков. Шлифовка выполняется на специализированном станке с подачей охлаждающей жидкости. Снятие минимального слоя производится равномерно. После обработки выполняется измерение диаметра шеек и круглая балансировка.
Расточка цилиндров с допуском по износу
Визуальный контроль состояния гильз выполнен до измерений. Замеры внутреннего диаметра цилиндров произведены шаблоном и микрометром. Отклонения от номинала зарегистрированы в протоколе. Принятая технология расточки предусматривает удаление износа с доводкой под новый размер поршней. Контроль геометрии после операций выполняется индикатором и калиброванными щупами. Результаты измерений внесены в акт работ и прилагаемую спецификацию.
Подбор и замена поршней и колец
Подбор размеров поршней по допускам цилиндров. Замена колец и установка поршней с замером зазоров.
Подбор размеров поршней и комплектов колец
Измерение цилиндров выполнено с поверенными инструментами. По результатам измерений выбран класс расточки. Подбор поршней производится по диаметру и допуску на износ; указываются размер и код изделия. Подбор колец осуществляется по наружному диаметру поршня и высоте канавки. Приводятся допустимые зазоры рабочей кромки и маслосъёмного кольца. Документирование параметров и оформление спецификации выполнено.
Установка поршневых групп с замером зазоров
Установка поршневых групп производится после подготовки деталей и очистки рабочих поверхностей. Вкладыши опор колец и поршни ориентированы по заводским меткам. Замер зазоров выполняется микрометром и щупом. Радиальные и осевые зазоры фиксируються в акте. Контроль кольцевого зазора проводится до монтажа поршня в цилиндр. Кольца вставляются по маркировке. Допуски сопоставляются с технической документацией. Запись параметров производится в дефектную ведомость.

Замена вкладышей и контроль масляных зазоров
Подбор вкладышей по допускам. Измерение масляных зазоров по шаблону и микрометру.
Подбор вкладышей по классу и их установка
Подбор вкладышей выполняется по измеренным размерным параметрам коленвала и посадочных мест. Вкладыши подбираются по классу по технической карте двигателя. Измерения внутреннего диаметра коренных и шатунных постелей фиксируются. Допуски сверяются с нормативами производителя. Установку вкладышей проводить с контролем торцевого и радиального совпадения. Проверка масляных канавок и ориентация вкладыша фиксируется в отчёте.
Измерение и документирование зазоров подшипников
Замер зазоров подшипников коленчатого вала производится с использованием щупов и микрометра для определения масляного зазора. Номинальные значения сверяются с таблицами производителя. Промежуточные измерения фиксируются в бланке дефектовки с указанием номера шейки и крышки. При выявлении отклонений производится подсчёт допускаемой изношенности и указание на необходимость замены вкладышей по классу. Запись результатов выполняется в итоговый отчёт.

Работа с головкой блока цилиндров
Разборка ГБЦ выполнена. Седла клапанов оценены. Направляющие измерены. Ремонтная ведомость подготовлена.
Разборка ГБЦ и проверка седел клапанов
Демонтаж головки блока выполняется после маркировки элементов и освобождения от навесного оборудования. Разборка клапанного механизма проводится с фиксацией порядка расположения деталей. Очистка посадочных мест проводится обезжириванием и удалением отложений. Седла клапанов подвергаются визуальному осмотру и измерению контактной ширины. Геометрия седла фиксируется замером углов и глубины посадки. Суммарная документируемая информация включается в дефектную ведомость.
Ремонт или замена элементов газораспределительного механизма
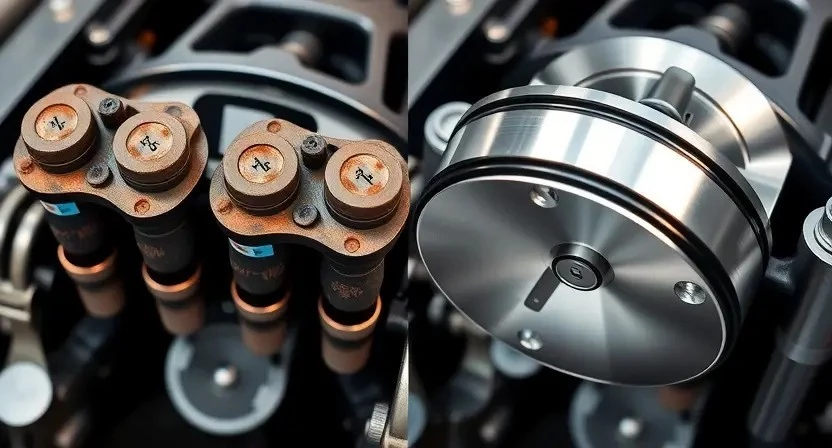
Проведение оценки состояния распределительного вала, шатунов клапанов, направляющих и коромысел. Измерение износа кулачков и биения вала. Заменяемость компонентов определена по техническим допускам производителя. Подбор новых элементов производится по каталожным номерам и классам допусков. Нанесение меток для сохранения фаз газораспределения. Испытание гидрокомпенсаторов и регулировка зазоров производится после установки.
Сборка двигателя и контрольная сборка
Сборка двигателя производится с контролем моментов затяжки по каталогу и проверкой взаимного расположения компонентов.
Сборочные операции с соблюдением моментов затяжки
Сборка комплекса цилиндров производится по технологической карте. Моменты затяжки головки и шатунных болтов указываются в спецификации двигателя. Контроль крутящего момента осуществляется динамометрическим ключом с указанием шагов и очередности. Последовательность затяжки фиксируется в журнале работ. Применение уплотнительных материалов документируется. Заполнение акта приёма-сдачи производится после завершения операций и измерений.
Контроль взаимного расположения компонентов при сборке
Контроль взаимного расположения компонентов при сборке двигателя BMW M3 F80 3.0 R6 Twin Turbo производится с фиксацией посадочных поверхностей и зазоров. Измерения взаимного расположения шатуна, поршня и втулок выполняются индикатором и микрометром. Совместимость резьбовых соединений подтверждаеться крутящим моментом при окончательной сборке. Центровка коленвала и фаз газораспределения подлежит документированию в акте.
Пусконаладочные операции и обкатка
Пуск двигателя производится по регламенту. Первичные замеры давления и температур фиксируются.
Пуск двигателя и первичные диагностические замеры
Пуск проводится после сборки и монтажа всех магистралей. Контроль уровня масла и охлаждающей жидкости выполняется перед стартом. Запуск производится с использованием внешнего источника питания при необходимости. Первичные замеры включают: давление масла на холостых и прогретых режимах, обороты холостого хода, температуру ОЖ в рубашке и на датчике, частоту вращения коленвала под нагрузкой. Фиксация параметров производится в протокол.
План обкаточных режимов и контроль показателей
Составлен пошаговый план обкатки после капитального ремонта двигателя BMW M3 F80 3.0 R6 Twin Turbo 431 л.с. Включены холостые обороты в течение 15 минут для стабилизации давления масла. Варьирование нагрузок выполняется плавно в диапазоне 20–60% мощности с плавным переходом. Контроль температурных режимов производится до выхода на рабочую отметку. Регистрация параметров осуществляется через диагностический адаптер с записью графиков.
Настройка систем управления и адаптация
Калибровка датчиков выполнена с записью исходных значений ЭБУ. Адаптация форсунок и турбин произведена, параметры выгружены в отчёт.
Калибровка датчиков и адаптация ЭБУ
Калибровка датчиков выполняется после сборки и установки компонентов системы впуска и выхлопа. Калибровка датчиков положения коленвала и распредвала производится при статической установке фаз; регулировка датчиков давления наддува и температуры производится в рабочем диапазоне. Адаптация ЭБУ производится для сброса обучающих значений; сохраняются новые параметры впрыска, угла опережения и управления турбонаддувом. Запись логов производится при контрольных пусках.
Проверка рабочих параметров при разных нагрузках
Испытания двигателя выполняются в режимах холостого хода, частичных и максимальных нагрузок. Снятие телеметрии осуществляется через диагностический интерфейс. Замеры температуры коллектора и охладительной жидкости фиксируются совместно с данными турбонаддува. Давление масла регистрируется под нагрузкой и при прогреве. Фазировка газораспределения оценивается по сигналам датчиков положения распределительных валов. Результаты заносятся в протокол и прилагаются к актам.
Проведение итоговой диагностики и запись результатов
Выполнение итоговой диагностики двигателя BMW M3 F80 производится после обкатки и регулировочных процедур. Контрольные замеры компрессии и давления масла фиксируются в протоколе. Данные работы включают проверку холостого хода, анализа оборотов под нагрузкой и мониторинга ошибок ЭБУ. Результаты сравниваются с паспортными значениями. Протокол подписывается ответственным специалистом и прикладывается к акту выполненных работ для передачи заказчику.
Оформление акта выполненных работ и гарантийных условий
Составление акта выполненных работ выполнено в документальной форме. Перечень проведённых операций отражён по позициям: диагностика, измерения компрессии и давления масла, демонтаж, разборка, дефектовка, шлифовка, расточка, подбор и установка поршней, колец и вкладышей, ремонт головки блока, обкатка, настройка. Указаны применённые детали с маркировкой и номерами. Включены данные замеров до и после ремонта. Гарантийные условия зафиксированы с указанием срока, объёма гарантийного обслуживания и условий утраты гарантии.