

Описание услуги по ремонту двигателя BMW E34 1.8 л 113 л.с. 1988–1996. Перечень процедур, цель диагностики и оценки состояния сформулирован документально.
Цель документа
Определение целей и критериев выполнения работ по восстановлению двигателя BMW E34 1.8 л 113 л.с. 1988–1996. Формирование единой базы требований к диагностике, оценке состояния, измерению компрессии и давления масла, демонтажу, разборке, дефектовке, шлифовке, расточке, замене поршней, колец, вкладышей и головки блока цилиндров, сборке, обкатке и настройке. Установление процедур контроля качества на каждом этапе. Описание измерительных методов, допустимых отклонений и протоколов фиксации результатов. Определение перечня документов для оформления работ и хранения данных. Уточнение критериев приемки после обкатки и итогового протокола испытаний.

Объект работ
Объектом работ признан бензиновый рядный двигатель BMW E34 1.8 л 113 л.с. 1988–1996. Описание конфигурации, номера двигателя и базовые параметры приведены.
Характеристика двигателя
Двигатель бензиновый рядный 4-цилиндровый, рабочий объём 1,8 л, мощность 113 л.с., выпуск 1988–1996. Конфигурация клапанного механизма SOHC с распределённым впрыском топлива. Ход поршня и диаметр цилиндра стандартизированы на заводе-изготовителе; установочные размеры указаны в сервисной документации. Система смазки предусматривает масляный насос шестерённого типа и масляный фильтр картриджного типа. Система охлаждения закрытого типа с водяным насосом приводится в действие ремнём. Электронная система зажигания интегрирована с блоком управления двигателя, сигнальные линии задействованы для управления фазами. Коренной и шатунный подшипники подключены к масляной магистрали через распределительную систему. Материалы поршневой группы алюминиевые; кольца стальные с наплавкой. Головка блока выполнена из алюминиевого сплава; каналы охлаждения рассчитаны на рабочие температуры, указанные в технических паспортах.
Объем услуги
Перечень операций включает диагностику, измерение компрессии и давления масла, снятие, разборку, дефектовку, шлифовку, расточку и замену компонентов.
Перечень выполняемых операций
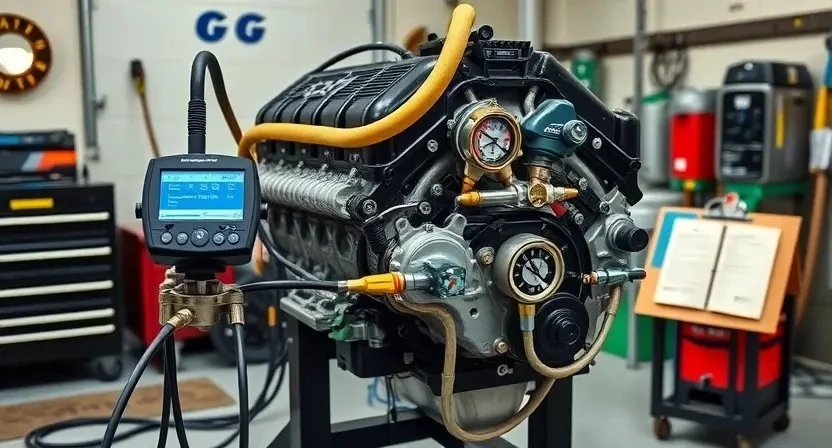
Диагностика двигателя проводится с использованием специализированного оборудования для получения параметров рабочих процессов. Измерение компрессии выполняется по цилиндрам с фиксацией показаний и сравнением с нормативом. Измерение давления масла производится в рабочем режиме и при холодном старте; данные подлежат протоколированию. Снятие двигателя с автомобиля выполняется по последовательности, обеспечивающей сохранность навесных агрегатов. Разборка двигателя производится по этапам с маркировкой деталей для последующей сборки. Дефектовка компонентов включает визуальный контроль и замеры на износ. Шлифовка коленвала выполняется по техническим параметрам с контролем круглости и биения. Расточка блока цилиндров производится с учётом предельных диаметров и допусков; протоколирование результатов обязательно. Замена поршней и колец осуществляется после подбора по размерной группе и замеру зазоров. Замена вкладышей коренных и ремонт шатунов выполняются с контролем посадок и измерением масляных зазоров. Работы с головкой блока цилиндров включают проверку на трещины, шлифовку плоскостей и замену направляющих. Сборка двигателя выполняется по сборочной карте с контролем моментов затяжки и последовательностью. Обкатка производится в режимах, фиксируемых журналом. Настройка фаз газораспределения и смесеобразования выполняется по опорным параметрам; итоговый протокол испытаний составляется.
Приём двигателя
Регистрация двигателя выполнена при поступлении. Фиксация VIN, состояния корпуса, уровня рабочих жидкостей и наличия следов протечек произведена документально.
Регистрация и оформление дефектной ведомости
Принятие двигателя на ремонт оформляется актом приёмки, заводской номер, пробег, код двигателя фиксируются. Описание внешних повреждений вносится в ведомость с указанием места обнаружения и характера дефекта. Перечень обнаруженных неисправностей составляется по разделам: система смазки, система охлаждения, ходовая часть агрегата, ГБЦ, поршневая группа. Измерительные показатели включаются в ведомость отдельно: компрессия по цилиндрам, давление масла на холостом и рабочем ходу. Фотофиксация дефектов производится для каждого повреждённого узла. Отметки о предшествующих ремонтах вносатся при наличии. Сроки проведения работ указываются в договоре. Подписи ответственных лиц проставляются в ведомости с указанием должностей.
Предварительная диагностика
Визуальный осмотр выполнен. Фиксация внешних дефектов оформлена. Фотофиксация и первичная запись параметров произведены в журнале.
Визуальный осмотр и фиксирование дефектов
Визуальный осмотр двигателя BMW E34 1.8 л 113 л.с. проводится с целью документирования видимых повреждений и следов эксплуатации. Осмотр выполняется на поднятом автомобиле и при снятом элементе декоративной защиты. Фиксирование дефектов производится фотографированием и внесением данных в дефектную ведомость с указанием места, характера и предполагаемой причины повреждения. Отмечаются следы утечек масла, охлаждающей жидкости, коррозия, механические повреждения наружных поверхностей, трещины и изломы компонентов.
Фиксация проводится в структурированном виде. Для каждого обнаруженного дефекта указывается точная локализация по узлам и номерам цилиндров при необходимости. Описание содержит измеренные параметры и условную классификацию по степени серьезности. Приложение к акту включает серию фотографий с масштабом и пометками. Протокол подписывается ответственным специалистом и прилагается к карте работ.

Измерение компрессии
Измерение компрессии производится циклично цилиндр за цилиндром. Применение манометра давления топлива исключено. Результаты фиксируются в ведомости.
Методика проведения и контрольные значения
Измерение компрессии производится с применением манометра с гибким соединением к свечному отверстию. Перед снятием свечей обеспечить продувку цилиндров для удаления топлива. Привод коленвала крутится стартером при отключенной системе впрыска. Зафиксировать максимальное давление в каждом цилиндре. Контрольное значение для рассматриваемого двигателя: 10,5–13,5 бар при нормальной температуре 70–90 °C. Допустимое расхождение между цилиндрами не более 1,0 бар.
Давление масла измеряется манометром с присоединением к каналу давления масла. Измерение производится на холостом ходу и при 3000 об/мин. Контрольные значения: холостой ход 0,9–1,5 бар, 3000 об/мин 3,0–4,5 бар. Давление при холодном запуске ожидаемо ниже рабочего значения. Фиксация показаний и фиксирование отклонений в протоколе диагностики.
Измерение давления масла
Измерение давления масла производится при холодном и прогретом двигателе. Подключение манометра производится к масляному каналу. Контрольные значения фиксируются в отчёте.
Порядок измерений и допустимые параметры
Измерение давления масла выполняется манометром с шкалой до 10 бар через штуцер в масляной системе. Прогрев двигателя до рабочей температуры производится до стабильного значения. Фиксация показаний выполняется при холостом ходе, при 2000 об/мин и при максимальной нагрузке. Показания при холостом ходе считаются допустимыми в диапазоне 0,8-1,5 бар. При 2000 об/мин допустимый интервал 2,0-4,0 бар. При максимальной нагрузке допустимый предел 3,5-5,5 бар. Отклонение зафиксировано считается основанием для дефектовки масляного насоса, фильтра, каналов и подшипников.
Составление технического заключения
Оформление итогового документа производится на основе результатов диагностики и дефектовки двигателя BMW E34 1.8 л 113 л.с. 1988–1996. В документе указываются выявленные повреждения, фактические измерения компрессии и давления масла, перечень изношенных и дефектных деталей с фотографическим подтверждением. Для каждой позиции приводятся предложенные методы восстановления или замены, контрольные размеры и требуемые допуски. Стоимость работ и комплектующих оформляется отдельной строкой с указанием единиц измерения и количества. Сроки выполнения работ фиксируются датой начала и предполагаемой датой завершения. Риск возникновения дополнительных дефектов при разборке отражается в отдельном разделе. Гарантийные обязательства на выполненные операции оформляются в соответствии с внутренними регламентами сервиса и с указанием условий вступления гарантии в силу.
Снятие двигателя
Демонтаж производится с маркировкой точек крепления и отключением коммуникаций. Обеспечение сохранности каркаса и защитных элементов при выемке блока.
Последовательность демонтажа с автомобиля
Фиксация автомобиля на подъемнике с применением опор под раму. Отключение отрицательной клеммы бортовой сети. Слив моторного масла и антифриза в подготовленную тару. Демонтаж элементов впускной и выпускной системы для обеспечения доступа к агрегату. Отключение топливных магистралей и шлангов с применением заглушек. Отсоединение электрических разъемов с маркировкой для дальнейшей сборки. Снятие аккумулятора и его креплений при наличии доступа. Демонтаж брызговика и защитных кожухов. Отсоединение рулевого вала и карданного шарнира при необходимости. Ослабление креплений двигателя к подрамнику. Подвеска двигателя грузоподъемным устройством с применением траверсы. Демонтаж опор двигателя после распределения нагрузки. Отсоединение коробки передач при демонтаже в сборе. Опускание агрегата на тележку для перевозки в рабочую зону. Маркировка снятых деталей и оформление актов перемещения.

Разборка двигателя
Демонтаж узлов производится по этапам. Маркировка деталей выполняется перед снятием. Фиксация состояния поверхностей и зазоров оформляется в отчёте. Хранение компонентов организовано.
Этапы разборки и маркировка деталей
Демонтаж агрегатов выполняется последовательностью, обеспечивающей сохранность сопряжённых элементов. Снятие навесного оборудования производится до отсоединения блока; топливная система обезвоживается. Фиксация положения грм производится установкой фиксаторов, метки на шкивах сохраняются. Сборочные узлы подразделяются по группам для исключения смешения. Маркировка корпусных деталей осуществляется номерной системой на бумажных бирках и на деталях несмываемым маркером. Контроль соответствия маркировки производится сопоставлением с дефектной ведомостью.
Упаковка подшипников и болтов производится в индивидуальные контейнеры с перечнем содержимого. Протокол разборки оформляется с указанием даты, километража, выявленных повреждений и измерений, выполненных при демонтаже. Отмечается состояние резьбовых соединений и сопряжений. Хранение комплектов производится на стеллажах с идентификаторами.
Дефектовка компонентов
Осмотр деталей выполнен по регламенту. Коленвал, шатуны, поршни и вкладыши измерены. Дефекты зафиксированы в ведомости для последующих работ.
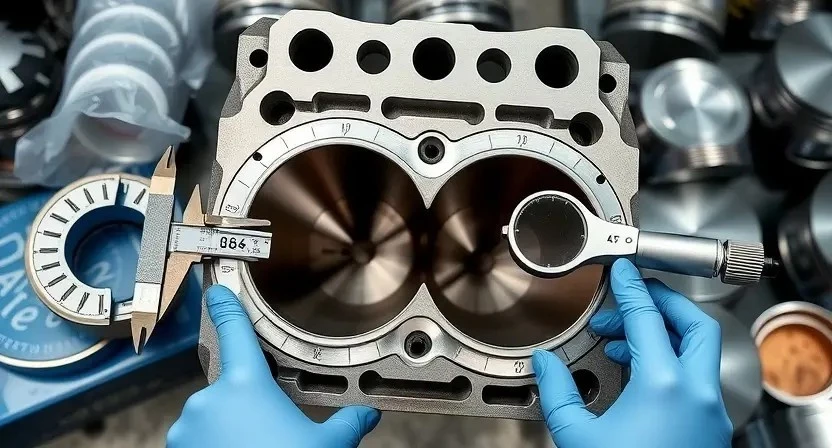
Осмотр коленчатого вала, шатунов и поршней
Визуальный осмотр коленчатого вала производится при полном демонтаже. Поверхности шеек оцениваются на износ, задиры и коррозию. Геометрические отклонения фиксируются замером микрометром и индикатором часового типа. Контроль биения выполняется на оправке и в магнитной плите. Измерение диаметра шеек проводится по нескольким мерным точкам для определения овальности и конусности. Шатунные поверхности оцениваются на трещины и деформацию. Пробная посадка вкладышей производится для выявления зазора по клиновидному щупу. Поршни осматриваются на истирание кольцевых канавок, термические следы и повреждения юбок; Измерение диаметра поршней и цилиндров выполняется нутромером и микрометром для определения износа и замены комплектов. Результаты документируются в дефектной ведомости с указанием размеров, предельных значений и рекомендаций по восстановлению.

Шлифовка коленвала
Шлифование поверхности шеек коленвала производится по подготовленной программе. Контроль биения и радиуса восстанавливаемых поверхностей фиксируется протоколом.
Технические требования и контрольные размеры
Представлены нормативные параметры для шлифовки коленвала, расточки блока и подбора вкладышей для двигателя BMW E34 1.8 л 113 л.с. 1988–1996. Указаны предельные износы и допуски на диаметры шеек и цилиндров.
Для коленвала исходный диаметр коренных шеек 54,00 мм. Допуск на износ установлен +0,02 мм. Ремонтный размер предусматривается через валовые шейки на +0,25 мм. Радиальное биение шеек после шлифовки допускается не более 0,01 мм.
Для шатунных шеек исходный диаметр 48,00 мм. Контроль натяга производится при помощи микрометра и пластинчатых щупов. Допуск на износ шатунных шеек +0,02 мм.
Блок цилиндров: цилиндрический диаметр исходный 82,00 мм; Предельный износ установлен +0,50 мм до ремонтного размера. Цилиндрическая конусность по длине не должна превышать 0,03 мм. Шероховатость рабочей поверхности после расточки должна быть Rz 10–25 мкм.
Вкладыши коренные и шатунные подбираются согласно таблице посадочных зазоров. Контроль зазора между вкладышем и шейкой производится методом замера масляной пленки с применением пластичных смазок и микрометрии. Предельные посадочные зазоры коренных вкладышей 0,020–0,050 мм в зависимости от ремонтного размера. Шатунные вкладыши допускают зазор 0,012–0,035 мм.
Поршни стандартного размера 82,00 мм. Компрессионные кольца подбираются по профилю и толщине для обеспечения зазора в замке 0,30–0,45 мм. Маслосъёмные кольца должны обеспечивать зазор в канавке 0,10–0,30 мм.
Контроль натягов колец и маслосъёма производится при помощи калибровочных втулок и микрометрии. При несоответствии параметров фиксируется дефектовка с указанием ремонтного вмешательства.
Расточка блока цилиндров
Расточка блока производится по размерам ремонта. Контроль диаметра цилиндров и соосности выполняется. Фиксация допуска передается в протокол.
Предельные диаметры и допуски
Определение предельных диаметров цилиндров и допустимых отклонений производится по заводским техническим требованиям для BMW E34 1.8 л 113 л.с. Указаны исходные номиналы рабочего диаметра, размеры после расточки и предельные ремонтные размеры. Измерения фиксируются микрометром и индикатором. Предельные значения по цилиндру указывают максимальный износ, при достижении которого выполняется расточка под ремонтный комплект. Радиусные и конические отклонения указываются в протоколе. Контрольный допуск по цилиндру предъявляется к параллельности и прямолинейности оси. Для гильз указываются посадочные размеры и допуск по натягу. Для поршней прописаны диаметры по шейке и зазоры в поршневой группе. Применение измерений производится с поверенными инструментами и документируется в акте дефектовки.
Замена поршней и колец
Замена поршней и колец производится по результатам дефектовки. Подбор размеров по коду двигателя. Контроль зазоров и установка новых уплотнений.
Подбор деталей и контроль натягов
Подбор поршней и колец выполняется по каталожным номерам и по результатам измерений цилиндров. Подбор вкладышей коренных и шатунных производится с учетом размера канавок и замеров шеек коленвала. Подбор компрессионных колец осуществляется по высоте и посадочному диаметру поршня. Подбор стопоров, штифтов и болтов выполняется с учётом прочности и класса точности. Контроль натягов шатунных соединений производится при помощи микрометра и щупов.
Измерение зазоров монтируется последовательными этапами. Притирка седел исключается при несоответствии геометрии. Проверка допускается по значению зазора и моменту затяжки. Фиксация результатов протоколируется.

Замена вкладышей коренных и ремонт шатунов
Замена вкладышей производится по результатам дефектовки. Контроль биения и зазоров. Ремонт шатунов включает правку и балансировку деталей.
Допуски посадок и методы измерения
Определение допусков посадок вала и вкладышей производится по паспортным данным двигателя M40/M43 для модели E34 1.8 л. Размеры цилиндров и шеек коленвала фиксируются в миллиметрах. Измерение внутреннего диаметра блока выполняется микрометром и нутромером. Измерение наружного диаметра шейки производится микрометром с циферблатом. Контроль биения и овальности выполняется индикатором часового типа при установке на ровную плоскость. Измерение зазора вкладыша производится щупом в холодном состоянии при стандартной температуре. Контроль натяга поршня в цилиндре выполняется измерением диаметра поршня и цилиндра с последующим вычислением зазора. Фиксация результатов производится в дефектной ведомости с указанием предельных значений и фактических показателей.
Работа с головкой блока цилиндров
Снятие ГБЦ производится. Проверка на трещины выполняется дефектоскопией. Планирование шлифовки и восстановление седел клапанов документируются.
Снятие, проверка на трещины и шлифовка плоскостей
Снятие головки блока цилиндров производится последовательностью операций: отключение электрических цепей, демонтаж впускного и выпускного коллекторов, сбросы магистралей охлаждения и масла, откручивание крепежа по схеме, извлечение головки с равномерной последовательностью болтов. Проверка на трещины выполняется методом магнитопорошкового или ультразвукового контроля для выявления скрытых дефектов. Визуальная оценка плоскостей производится с применением щупов и линейки. Шлифовка плоскостей назначается при выявлении износа или коррозии. Контроль плоскостей после обработки проводится измерением плоскостности с допуском, установленным технологией двигателя.
Сборка двигателя
Сборка производится по этапам. Установление вкладышей и шатунов выполняется с контролем за натягом. Моменты затяжки указаны в протоколе.
Последовательность сборочных операций и моменты затяжки
Подготовка поверхности и сборочных элементов. Очистка фланцевых и контактных поверхностей производится до металлического блеска. Установление вкладышей выполняется по маркировке, посадка контролируется щупом для проверки зазора. Установка коленвала проводится с равномерной подачей смазки на опорные поверхности. Притирка и установка шатунных крышек выполняется с применением моментных ключей. Моменты предварительной затяжки указываются в технической карте. Финальная затяжка проводится динамометрическим ключом в несколько этапов с увеличением момента в соответствии с таблицей. Контроль угловой затяжки осуществляется по эталонной методике. Сборка ГБЦ производится по порядку, указанному в регламенте производителя. Протокол испытаний заполняется после завершения операций, указанные параметры заносятся в акт.
Обкатка двигателя
Обкатка проводится после сборки. Прогрев, постепенное увеличение нагрузки, контроль давления масла и температуры. Записи параметров в протокол.
Режимы обкатки и контроль параметров в процессе
Обкатка двигателя производится после капитального ремонта с целью стабилизации рабочих характеристик. Первичный режим продолжительностью 30 минут при минимальных нагрузках с варьированием частоты вращения в диапазоне 800-2000 об/мин. Вторичный режим включать постепенное увеличение нагрузки и длительность до 2 часов с чередованием холостого хода и умеренной нагрузки. Скорости изменять плавно. Давление масла регистрировать каждые 10 минут, допустимый диапазон 1,5-3,5 бар при рабочей температуре. Контроль температуры охлаждающей жидкости производить непрерывно, предел 90-105 °C. Уровень масла контролировать после остановки и стабилизации, утечка исключаться визуальным осмотром. Вибрация анализироваться на частоте коленвала и узлах навесного оборудования с использованием тахометра и анализатора спектра; превышение допустимых амплитуд фиксироваться в журнале. Регистрация параметров выполняться с указанием времени, режима и значений для последующего технического заключения.
Регулировка фаз газораспределения, смеси и итоговый протокол испытаний
Регулировка фаз газораспределения производится на установленном на мотор стенде с применением контрольного оборудования. Фазирование приводов устанавливается по меткам; фиксирование положения производится с использованием щупов и поверочных устройств; Настройка состава топливной смеси осуществляется посредством измерения концентрации кислорода в выхлопе и коррекции угла опережения зажигания. Параметры фиксируются в диагностическом журнале с указанием исходных и окончательных значений.
Испытания проводятся в нескольких режимах работы: холостой ход, переходные нагрузки, номинальная частота вращения. Контролируемые показатели: давление масла, температура ОЖ, углы опережения зажигания, содержание кислорода, обороты. Протокол испытаний содержит результаты измерений, допуски, выводы по соответствию техническим требованиям, перечень выполненных регулировок и датировку операции.