

Описание услуги: ремонт двигателя BMW X6M 4.4 V8 600 л.с. (2015–н.в.). Диагностика, оценка состояния, измерения и комплексные восстановительные операции.
Область применения услуги
Обслуживание направлено на восстановление рабочего состояния двигателя BMW X6M 4.4 V8 600 л.с. (2015–н.в.). Диагностические операции включают считывание ошибок блока управления и анализ актуальных параметров. Измерительные процедуры охватывают контроль компрессии по цилиндрам и замер давления смазочной системы в рабочих режимах. Демонтаж агрегата предусматривает отключение вспомогательных систем и маркировку соединений. Разборка предусматривает послойное извлечение компонентов с применением фиксации деталей. Дефектовка выполняется по критериям износа, трещин и геометрии. Токарная и шлихтовая обработка блока и коленвала проводится с контролем допусков. Замена поршней, колец и вкладышей производится по каталожным номерам с обеспечением радиального зазора. Работы с головкой блока включают притирку седел клапанов и замену направляющих. Сборка производится с соблюдением моментных режимов и контроля взаимного расположения деталей. Обкатка двигателя и последующая настройка выполняются с регистрацией параметров работы и корректировкой топливных карт при необходимости.

Описание объекта работ
Объект: бензиновый двигатель V8 4.4 с турбонаддувом. Конструктивные узлы перечислены для диагностики, измерений, демонтажа и восстановления компонентов.
Технические характеристики двигателя
Модель двигателя: V8 4.4. Рабочий объем: 4395 см3. Мощность: 600 л.с. Номинальная частота вращения, при которой достигается максимальная мощность, указывается производителем в технической документации. Крутящий момент: заводской паспорт содержит значение пикового момента в Н·м. Система питания: непосредственный впрыск топлива с турбонаддувом. Конфигурация впускного коллектора и расположение турбин задокументированы в каталоге узлов. Система газораспределения: двухвальная конструкция с переменным фазированием. Материалы блоков и головок: алюминиевые сплавы с усилением в зонах сопряжений. Поршневая группа: свободноопорные поршни с кольцами из легированного металла. Смазочная система: сухой картер с масляным насосом повышенной производительности. Система охлаждения: алюминиевый радиатор с турбонаддувом термостатом и электронасосом. Максимальные эксплуатационные давления и температурные режимы указаны в регламенте производителя и должны быть выдержаны при испытаниях на стенде.
Предварительная документация
Сбор пакета: сервисная книжка, паспорт автомобиля, VIN, протоколы прошлых ремонтов, сертификаты запчастей. Оформление входного наряда и задания.
Необходимый комплект технической документации
Перечень документации для проведения ремонтных работ по двигателю BMW X6M 4.4 V8 600 л.с. (2015–н.в.) включает: оригинальные заводские руководства по ремонту и обслуживанию двигателя, электрические схемы автомобиля с указанием цепей управления двигателем, каталоги расходных материалов и деталей с номерами деталей, спецификации моментов затяжки и предельных зазоров, руководства по диагностике и калибровке датчиков, инструкции по обслуживанию систем смазки и охлаждения, технические требования к шлифовке и расточке блока и коленвала, файлы программного обеспечения и калибровок ЭБУ, протоколы измерений компрессии и давления масла, сертификаты и паспорта на применяемые комплектующие, нормативы по процедурам обкатки и финальной наладки.
Подготовка рабочего места
Организация зон для демонтажа и сборки. Инструменты разложены по функциям. Оборудование калибровано. Чистые поверхности обеспечены для защиты деталей.
Организация инструментов и оборудования
Состав оборудования определён по операциям ремонта двигателя BMW X6M 4.4 V8 600 л.с. Комплект для диагностики включает сканер протоколов CAN, адаптеры для BMW, источник питания с стабилизацией. Для измерений предусмотрены манометр компрессии с набором переходников, электронный манометр давления масла с калиброванным датчиком, набор щупов для снятия тепловых зазоров. Для демонтажа и сборки подготовлены подъёмник с грузоподъёмностью, траверса для двигателя, набор динамометрических ключей с предельными моментами, стяжки для маховика. Для разборки и контроля выделены пресс, микрометр, индикатор часового типа, комплект щупов и калибровочных пластин. Для шлифовки и расточки выделены станки с ЧПУ, балансировочный стенд, абразивные круги и наборы оправок. Для сборки и обкатки предусмотрены стенд запуска и система промывки масляной магистрали. Организация хранения предусматривает маркировочные контейнеры и защитную упаковку для чутких компонентов.
Поступление автомобиля в сервис
Фиксация приемочной документации произведена. Визуальная оценка состояния кузова и моторного отсека выполнена. Регистрация замечаний оформлена.
Фиксация данных приемки и визуальная оценка
Регистрация входных данных производится при поступлении автомобиля: VIN, пробег, дата эксплуатации, предыдущие ремонты, наличие эксплуатационных замечаний. Описание внешнего состояния двигателя включает оценку коррозии, следов протечек, механических повреждений, следов перегрева. Фиксация внешних дефектов выполняется с привязкой к узлам: крышки клапанов, коллекторы, маслоприемник, радиатор. Фотографирование производится для каждого выявленного дефекта. Ведомость дефектов формируется с указанием места обнаружения, степени повреждения, ориентировочной стоимости ремонта. Визуальная оценка крепежа и проводки включает проверку состояния резьбы, герметичности соединений, наличия контактов с нарушенной изоляцией. При обнаружении масляных следов выполняется проба на остаточный металл в масле. Уровень износа навесных деталей оценивается по износу контактов и уплотнений. Протокол приемки подписывается уполномоченным представителем сервиса и хранится в деле до завершения работ.

Диагностика электроники и параметров
Считывание кодов неисправностей выполняется через диагностический интерфейс. Параметры датчиков фиксируются. Логирование сигналов производится непрерывно.
Считывание кодов неисправностей и тесты систем
Считывание кодов неисправностей выполняется посредством специализированного диагностического оборудования, совместимого с платформой BMW. Подключение диагностического интерфейса производится к диагностическому разъему автомобиля. Инициирование процедуры считывания реализуется через специализированное программное обеспечение. Регистрация кодов неисправностей и параметров производится в отчётном файле. Данные ошибок классифицируются по системам: система управления двигателем, система наддува, топливная система, система охлаждения, система смазки, система зажигания, электронные приводы клапанов.
Тесты исполнительных механизмов выполняются при подаче управляющих сигналов через ПО. Активация топливных форсунок, регуляторов давления, клапанов управления наддувом и фаз газораспределения производится последовательно. Снятие актуальных параметров осуществляется во время холостого хода и при имитации нагрузочных режимов. Сравнение полученных величин выполняется с эталонными значениями производителя. Фиксация результатов тестирования производится в протоколе диагностики.

Оценка состояния механики и узлов
Визуальная проверка корпуса и креплений. Контроль люфтов шатунов, опор и распредвалов. Фиксация повреждений и измерение зазоров инструментом.
Визуальная проверка состояния деталей и креплений
Визуальная оценка выполняется по установленной процедуре. Осмотр блоков цилиндров проводится при освещённости не менее 1000 лк. Поверхности оцениваются на наличие трещин, коррозии, следов перегрева, задиров и выкрашиваний. Крепёжные элементы проверяются на целостность резьбы, деформацию, наличие следов ослабления и коррозионных изменений. Уплотнительные поверхности оцениваются на следы течи, выработку, раковины и микропоры. Рычаги, кронштейны и опоры подвески агрегата осматриваются на наличие трещин и деформации, места креплений проверяются на износ отверстий и смещение осевых линий. Электропровода визуально проверяются на изломы, потертости и нарушение изоляции. Соединения шлангов проверяются на целостность оплётки и состояние хомутов.
Измерение компрессии
Проведение измерений компрессии производится манометром через свечной колодец при заведённом стартере. Результаты фиксируются в протоколе.
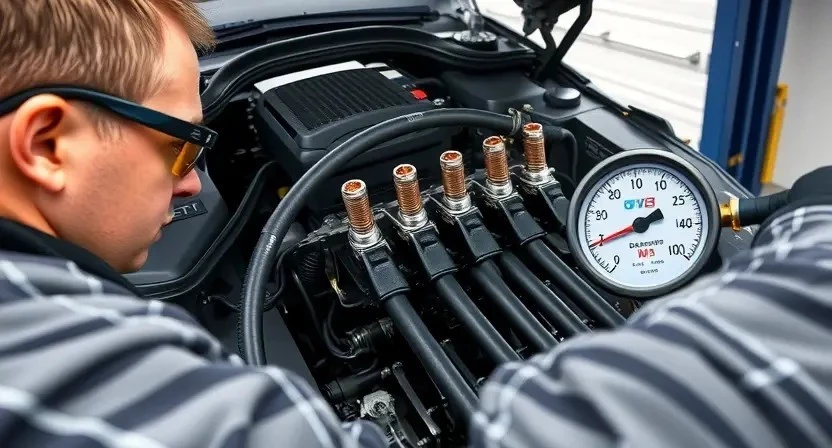
Методика проведения и контрольные значения
Подготовка двигателя к измерению компрессии производится на холодном и на прогретом агрегате в зависимости от протокола. Прогревание до рабочей температуры фиксируется показателями термодатчика. Отключение системы впрыска и зажигания выполняется для исключения помех при снятии показаний. Применение манометра с точностью 0,1 бар допускается к использованию. Порядок измерений: снять свечи, установить оснастку герметичного соединения, проворачивать коленвал стартером при открытых впускных клапанах. Контрольные значения компрессии для цилиндров: 12,0–14,5 бар. Допустимый перекос между цилиндрами не более 0,8 бар. Фиксация результатов в протокол производится с указанием температуры и модели манометра.
Измерение давления масла
Измерение давления масла проводится с подключением манометра к штатному порту. Фиксация значения при прогреве двигателя и при повышенных оборотах.
Порядок замера и допустимые параметры
Подготовка к замеру давления масла производится на прогретом двигателе до рабочей температуры 90°C. Подключение манометра производится к штуцеру масляного канала вместо масляного датчика или через предусмотренный сервисный порт. Регистрация давления выполняется при холостых оборотах и при повышенных оборотах 3000 об/мин. Контрольный интервал стабилизации показаний фиксируется не менее 10 с. Допустимые параметры: при холостом ходе минимальное давление 1,0 бар; при 3000 об/мин минимальное давление 3,5 бар. Допустимое падение давления между цилиндрами не превышает 0,3 бар. Допустимое отклонение измерений приборов составляет ±0,05 бар. Протокол измерений оформляется с указанием температуры, оборотов, показаний и использованного оборудования.
Принятие решения о демонтаже
Критерии перехода к снятию агрегата: анализ компрессии, давление масла, коды ошибок, обнаруженные дефекты и сопутствующие повреждения деталей фиксируются документально.
Критерии перехода к снятию агрегата
Документированное снижение компрессии ниже установленных контрольных величин при измерении в цилиндрах считается основанием для дальнейших действий. При фиксировании перекоса давления масла относительно паспортных значений происходит регистрация отклонения. Обнаружение металлической стружки в образцах масла и фильтре характеризуется как признак внутреннего износа. Выявление термической деформации головки блока по результатам визуального осмотра и инструментальных измерений оформляется как дефект, требующий вмешательства. Зафиксированное нарушение фаз газораспределения при контрольном сканировании управления мотором оценивается как критическое. Регистрация течей из соединений, подкреплённая замерами объёмов утечек, относится к основанию для демонтажа. При наличии большого количества кодов неисправностей, указывающих на несоответствие рабочих параметров, проводится решение о переходе к снятию агрегата.
Снятие двигателя
Отключение аккумулятора, слив жидкостей, маркировка коммуникаций. Подвеска двигателя к подъемнику. Отсоединение навесного оборудования и креплений.
Последовательность отключения и извлечения
Отключение электрических цепей производится последовательным отключением клемм аккумулятора и снятием предохранителей двигателя. Сброс остаточного напряжения обеспечивается выдержкой системы без питания в течение нормативного интервала. Слив рабочих жидкостей производится через предусмотренные контрольные точки с использованием измерительных ёмкостей и маркировкой объёмов. Демонтаж воздуховодов и системы впуска выполняется поэтапно с маркировкой соединений и фиксацией болтов. Снятие выхлопного коллектора осуществляется после отворачивания крепёжных элементов и удаления уплотнений. Отсоединение топливных магистралей производится с применением защитных заглушек для предотвращения утечек. Отключение системы охлаждения включает слив и утилизацию охлаждающей жидкости с сохранением образцов для анализа. Снятие проводки и датчиков производится с маркировкой для обеспечения обратной сборки. Отсоединение коробки передач от двигателя производится после фиксации трансмиссии и установки подставок. Подвес двигателя к траверсе выполняется через предусмотренные точки крепления с применением динамометрических крепёжных элементов. Извлечение агрегата из моторного отсека производится под подъёмным механизмом с контролем углов наклона и предотвращением контакта с кузовом. Заготовка маркированных пакетов с крепежом и уплотнениями обеспечивается до перемещения двигателя на рабочую площадку.

Разборка двигателя
Демонтаж узлов выполняется по этапам; Сборка узлов прекращается перед маркировкой деталей. Отсоединение магистралей проводится с фиксацией положения.
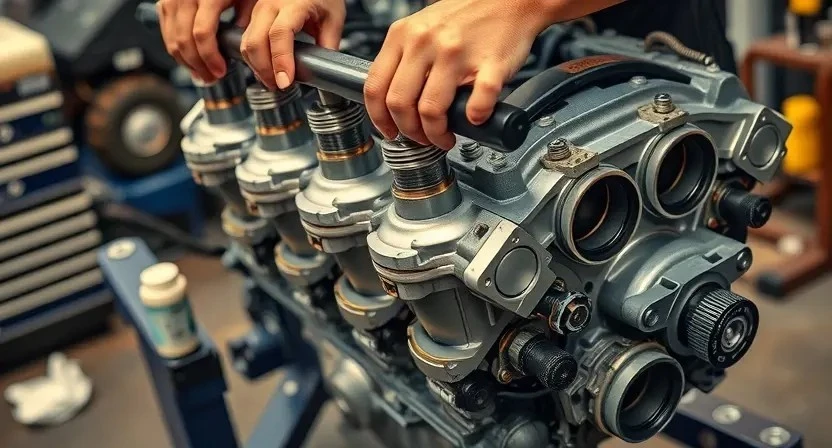
Разборочные операции и маркировка деталей
Снятие агрегата с кузова производится по установленной последовательности для сохранения монтажных сопряжений. Демонтаж навесных узлов выполняется по разделу спецификации. Отсоединение электрических разъемов и трубопроводов сопровождаеться пометкой функциональной принадлежности. Разборка корпусных элементов и агрегатов выполняется по рабочему чертежу. Нанесение маркировки на фланцы, болты и крышки производится стойкими маркировочными средствами с указанием номера посадочного места. Извлечение поршней и шатунов выполняется с фиксацией положения шейки коленвала. Удаление вкладышей сопровождается регистрацией износа в протоколе. Подшипниковые сопряжения маркируются по направлению установки и по диаметру посадки. Фиксация деталей в емкостях осуществляется по группам с указанием номера цилиндра и порядка демонтажа. Сборка допускается после полной идентификации и подтверждения соответствия маркировки протоколу.
Дефектовка деталей
Выполнение дефектовки: измерение износа, контроль трещин методом магнитопорошкового или ультразвукового контроля, фиксация результатов в акте.
Методы контроля состояния и классификация дефектов
Визуальный осмотр поверхности деталей выполняется с целью выявления трещин, задиров, коррозии и выработки. Наличие повреждений фиксируется в отчётной форме. Контроль размеров производится измерительными приборами с пределами допусков по заводской документации. Измерение биения и овальности осуществляется микрометром и индикатором часового типа. Гидростатическое и пневматическое испытание клапанов проводится для определения герметичности каналов и седел. Магнитопорошковая дефектоскопия применяется для обнаружения поверхностных и подповерхностных трещин в деталях из ферромагнитных материалов. Ультразвуковая дефектоскопия применяется к алюминиевым и стальным компонентам для обнаружения внутренней пористости и расслоений. Измерение твердости производится по методу Роквелла или Бринелля с учётом материала и рабочей поверхности. Измерение износа направляющих и вкладышей производится при помощи нутромера и штангенциркуля с фиксацией отклонений относительно номинала. Классификация дефектов выполняется по категориям: пригодны без ремонта, пригодны после ремонта, подлежат замене. Критерии оценки привязаны к предельным размерам, значению остаточного ресурса и характеристикам восстановления. Результаты оформляются протоколом дефектовки с указанием методов контроля, измерений и рекомендаций по дальнейшим операциям.
Шлифовка и расточка блоков и коленвала
Шлифовка коленвала выполняется по номиналу; расточка блока цилиндров проводится с контролем овальности и конусности; допуски фиксируются в отчёте.
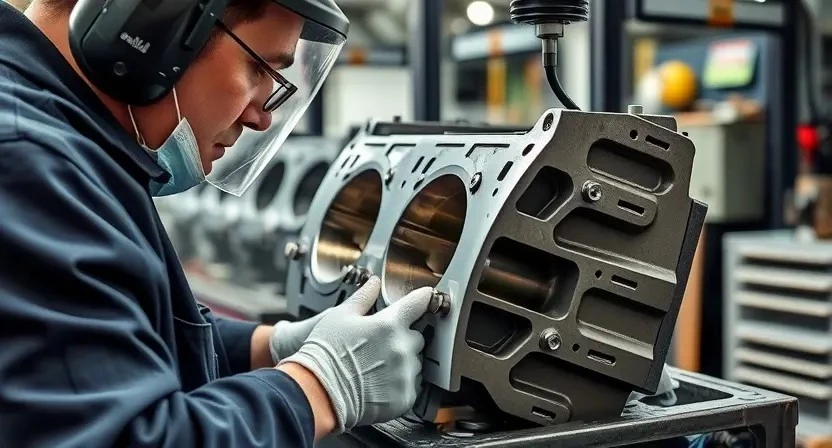
Точность обработки и контрольные допуски
Определение предельных размеров поверхности коленвала и цилиндров производится в соответствие с заводскими спецификациями BMW. Контрольный замер диаметра цилиндра выполняется микрометром и нутромером по трем уровням: верхняя, средняя, нижняя часть рабочей цилиндрической поверхности. Результаты сверяются с паспортными величинами и отмечаются в протоколе. Шлифование коленвала и расточка блока выполняются с шагом, обеспечивающим соблюдение цилиндрического биения и овальности в пределах, указанных в технической карте.
Минимальные допуски на рабочие поверхности вкладышей устанавливаются по типоразмеру вкладыша; величина зазора масляной пленки фиксируется и вносится в акт контроля. Контроль конусности и параллельности фасок производится индикатором и щупами. Регистрация измерений осуществляется в журнале с указанием инструментов и калибровки.
Замена поршней, колец и вкладышей
Подбор заменяемых поршней и колец по допускам. Замена вкладышей по величине износа. Контроль зазорów после установки и измерение усилий.
Подбор деталей и технологические операции
Подбор комплектующих производится по идентификационным данным двигателя. Оригинальные детали маркируются, сопоставление производится с каталогами производителя. Совместимые аналоги подвергаются оценке по допускам, материалам и ресурсным характеристикам. Подбор поршней и колец осуществляется по диаметру цилиндров и классу износа. Подбор вкладышей производится по посадочному типоразмеру и материалу. Подбор прокладок головки блока производится с учётом толщины и материала. Подбор направляющих клапанов и седел осуществляется по типу сплава. Подбор болтов крепления производится по классу прочности и моментам затяжки. Документация на подобранные позиции фиксируется в ведомости.
Работы с головкой блока цилиндров
Разборка ГБЦ. Контроль плоскостей. Притирка клапанов. Замена направляющих и седел. Испытание на герметичность. Фрезеровка при износе.
Ремонт, притирка клапанов и герметизация
Операции по головке блока цилиндров включают дефектовку седел клапанов, измерение углов и размеров направляющих, определение степени износа уплотнительных поверхностей. Притирка клапанов проводится с применением паст с контролем базовой торцевой площади контакта. Контроль осуществляется измерением радиального биения и величины зазора между клапаном и направляющей. Герметизация обеспечивается установкой новых сальников и прокладок с соответствующей толщиной и материалом. Протяжка крепежа выполняется по фазам с фиксированием момента и повторной проверкой. Испытание герметичности производится методом давления и оценкой падения давления во времени. Ремонтная сварка и наплавка выполняются на подготовленных поверхностях с последующей механической обработкой. Ведется протокол работ с указанием измерений и примененных расходных материалов.
Сборка двигателя и предварительные проверки
Сборка производится по маркировке. Контроль за зазорами и моментами затяжки выполняется. Смазка при сборке обеспечивается. Испытания на стенде проводятся.
Торговые моменты затяжек и контрольные измерения
Определение последовательности затяжек производится по заводской процедуре для BMW X6M 4.4 V8 600 л.с. Очередность фиксации гаек и болтов головки блока цилиндров перечислена в контролируемой карте работ. Значение усилия затяжки указывается в Н·м и в градусах поворота при комбинированной методике. Применение динамометрического ключа и угломера указано в протоколе. Контроль остаточного проворачивания фиксируется после первичного предварительного момента. Контроль усилия на шатунных и коренных крышках выполняется по указанным допускам. Измерение зазоров в шейках коленвала и в направляющих клапанов выполняется специализированным нутромером и щупом. Фиксация результатов производится в регламентной ведомости с указанием серийных номеров инструмента. Погрешности инструментов вносятся в акт калибровки.
Обкатка и окончательная настройка
Обкатка проводится по циклам нагрузки и холостого хода. Контроль параметров давления, температуры и оборотов. Настройка производится после стабильных показателей.