

Цель документа
Описание объёма работ по ремонту двигателя BMW X6M 4.4 V8 625 л.с. (2024–н.в.).
Определение объёма работ по восстановлению работоспособности двигателя BMW X6M 4.4 V8 625 л.с. (2024–н.в.). Описание этапов диагностики‚ оценивания состояния и документирования дефектов. Установление последовательности измерений компрессии и давления масла для достоверной оценки износа. Формирование требований к демонтажу‚ разборке и маркировке компонентов перед дефектовкой. Задание критериев допустимости износа и объёма восстановительных операций.
Область применения
Применение документа ограничено работами по диагностике и ремонту бензинового двигателя 4.4 V8 625 л.с. (модельный период 2024–н.в.). Предусмотрены этапы: измерение компрессии‚ измерение давления масла‚ снятие агрегата‚ разборка и дефектовка‚ шлифовка и расточка блока‚ замена поршней‚ вкладышей и колец‚ восстановление головок блока цилиндров‚ контрольная обкатка‚ настройка электронных систем и адаптация ЭБУ.
Общие сведения о двигателе
Описание конструкции V8 4.4‚ форсировка 625 л.с.‚ системы турбонаддува и охлаждения.
Краткая характеристика двигателя 4.4 V8 625 л.с. (2024–н.в.)
Двигатель V8 с двойным турбонаддувом‚ рабочий объём 4.4 л. Силовая установка оснащена системой непосредственного впрыска топлива и изменяемыми фазами газораспределения. Конструктивно предусмотрены легкосплавный блок и раздельные головки цилиндров. Система смазки с комбинированным масляным насосом и комплексом фильтрации. Электронное управление интегрировано с ЭБУ и датчиками давления и температуры.
Особенности конструкции и типичные узлы
Описание конструктивных особенностей двигателя 4.4 V8 625 л.с. (2024–н.в.). Конфигурация V8 с двойным турбонаддувом. Блок цилиндров изготовлен из алюминиевого сплава. Головки цилиндров выполнены из легкого сплава с интегрированными каналами охлаждения. Система газораспределения с изменяемыми фазами привода. Турбокомпрессоры расположены у внутренней стороны V-образной компоновки. Система масляного распределения с насосом повышенной пропускной способности. Коленчатый вал кованый. Поршневая группа из облегчённых компонентов с хромированными кольцами. Инжекторы высокого давления закреплены на рейке с электроуправлением. Система охлаждения с двухконтурным исполнением и термостатом с электронным приводом. Подкапотные агрегаты и шланговые магистрали расположены компактно‚ что влияет на последовательность демонтажа и доступа к узлам.
Приёмка автомобиля и подготовка к работам
Оформление карты приёмки и фиксирование данных
Фиксация идентификационных данных‚ визуальная регистрация состояния‚ составление дефектной ведомости.
Оформление карты приёмки производится при поступлении автомобиля. В карточке указываются VIN‚ пробег‚ комплектация двигателя‚ год выпуска‚ идентификационные коды. Диагностические данные вносится в отдельный раздел: коды ошибок‚ показания датчиков‚ параметры давления масла и компрессии. Регистрация визуальных дефектов выполняется с привязкой к узлам и фотографиями. Подписи ответственных сотрудников и дата внесения записей фиксируется.
Подготовка рабочего места и инструмента
Организация зоны ремонта должна предусмотреть свободное пространство вокруг опор двигателя и стойки для подъёмника. Стол для инструмента должен быть разграничен по видам операций: механическая обработка‚ сборка‚ хранение мелких деталей. Применение чистых ёмкостей для маркировки болтов и шайб. Предусмотрение освещения высокой яркости в области головок цилиндров. Установка приспособлений для фиксации коленвала и распределительных валов. Контроль наличия комплекта специнструмента и измерительных приборов.

Диагностика состояния двигателя
Визуальный осмотр и снятие кодов ошибок. Замеры компрессии и давления масла выполняются по регламенту.
Визуальный осмотр наружных компонентов
Осмотр выполнять поэтапно. Визуально контролировать корпус двигателя‚ кожухи‚ крепления и видимые трубопроводы. Фиксация следов утечек масла и охлаждающей жидкости производится с указанием мест и интенсивности. Осматривать состояние приводных ремней и шкивов. Оценка целостности электропроводки и разъёмов с фиксацией коррозии и подгорания. Проверять крепление топливных магистралей и шлангов вакуума. Фотопротокол включается в карту.
Снятие диагностических параметров электронных систем
Подключение диагностического оборудования к OBD-разъёму. Считывание кодов ошибок блока управления двигателем и вспомогательных модулей. Регистрация текущих параметров: обороты‚ давление масла в датчике‚ температура ОЖ‚ угол опережения‚ коррекции форсунок‚ показания датчиков давления наддува. Выполнение записи логов при прогреве и под нагрузкой. Сравнение полученных значений с эталонными таблицами производителя. Документирование выявленных отклонений и временных графиков.

Измерение компрессии и состояния цилиндров
Проведение измерений компрессии по цилиндрам методом статического замера с документированием результатов.
Методика измерения компрессии
Подготовка: отсоединение системы зажигания и форсунок. Сжатие исключить посредством вывода из работы подачи топлива. Установка манометра в свечное отверстие. Прокрутка коленвала стартером до достижения стабильного показания. Фиксация максимального давления в каждом цилиндре. Повторение замера три цикла для получения усреднённого значения. Сопоставление данных с нормативными величинами производителя. Регистрация результатов в отчётной форме.
Интерпретация результатов и критерии износа
Результаты измерений компрессии и давления масла сопоставляются с заводскими значениями. Отклонение компрессии более 15% от номинала считается признаком износа поршневой группы. Разница между цилиндрами свыше 10% подлежит дальнейшей проверке. Давление масла ниже паспортного на холостом ходу или под нагрузкой указывает на износ насоса или магистралей. Износ направляющих и седел определяется по потере герметичности при испытании под давлением.

Измерение давления масла и оценка масляной системы
Измерение давления производится под нагрузкой и на холостых оборотах с фиксированием графиков.
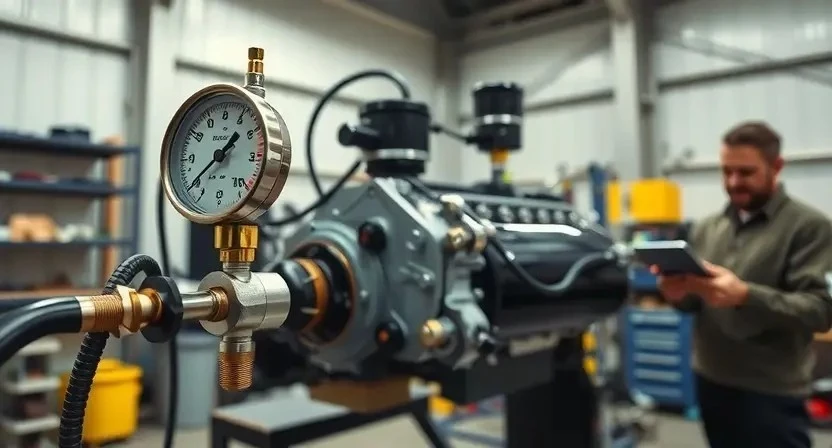
Последовательность измерений давления масла под нагрузкой и холостом ходу
Подготовка: подключение манометра к штатному штуцеру масляной магистрали. Запуск двигателя. Измерение давления при прогретом двигателе на холостом ходу фиксируется в отчёте. Постепенное повышение частоты вращения коленвала до заданной нагрузки производится средствами диагностического стенда. Регистрация показаний при трёх уровнях нагрузки. Фиксация пиковых значений и средних величин. Оценка расхождений с паспортными данными;
Оценка состояния масляного насоса и магистралей
Визуальная проверка корпуса насоса и соединений производится на предмет износа‚ трещин и утечек. Давление масла фиксируется при разных режимах работы двигателя с записью кривой. Обнаружение падения давления на холостом ходу или под нагрузкой трактуется как признак износа или засора. Прозвонка и снятие маслопроводов выполняются для выявления закупорки и деформации. Замер зазоров в насосе проводится с применением калиброванных щупов.
Снятие двигателя и подготовка к разборке
Фиксация положения агрегата. Маркировка коммуникаций и креплений. Извлечение бачков‚ демонтирование навески.
Фиксация положений компонентов и маркировка узлов
Фиксация положения коленчатого вала производится с применением меток на шкиве и крышке цепи привода. Маркировка трубопроводов охлаждения и масляных магистралей выполняется стойкими этикетками с указанием направления потока и номера присоединения. Электрические разъёмы маркируются кодовыми метками. Фиксация клемм аккумулятора отмечается записью в карте приёмки. Обозначение порядковых номеров цилиндров наносится на корпус двигателя.
Процедура снятия агрегата с опор и вспомогательного оборудования
Этап демонтажа начинается с обесточивания бортовой сети и отключения аккумуляторной батареи. Снятие штатных навесных агрегатов выполняется по очереди: генератор‚ компрессор кондиционирования‚ насосы и трубопроводы. Соединения топливной системы и системы охлаждения маркируются. Опоры двигателя фиксируются подъёмным оборудованием со степенью защиты от смещения. Крепления кузовных элементов отворачиваются‚ шпильки и болты маркируются для восстановления расположения. Агрегат вывешивается на траверсу и опускается на стенд.
Разборка двигателя и первичная дефектовка
Разборка выполнена по этапам. Детали промаркированы. Дефекты зафиксированы в отчёте.
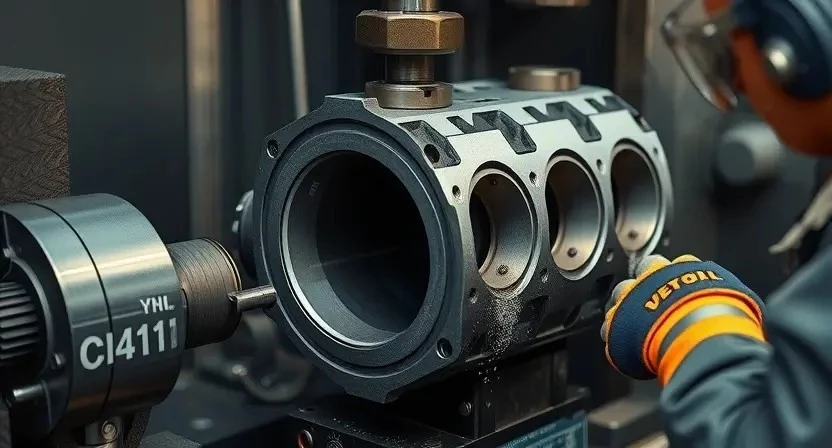
Порядок разборки блоков и головок цилиндров
Подготовка рабочей зоны: маркировка компонентов и фиксация положений кронштейнов выполняется перед демонтажем. Демонтаж агрегата производится с применением подъёмного оборудования и съемников‚ при закреплении на траверсе. Снятие ГБЦ производится по очередности‚ с контролем натяжения крепежа и фиксацией момента отворачивания. Болты крепления подаются на учётную тару. Параллельно проводится удаление уплотнений и очистка сопрягаемых поверхностей.
Документирование дефектов и описание повреждений
Фиксация выявленных дефектов производится в табличном формате. Указать наименование детали‚ местоположение повреждения‚ характер повреждения‚ измеренные параметры и значение отклонения от нормы. Приложить фотоматериалы с привязкой к позиции в таблице. Оформление протокола дефектов включить номер ремонта‚ дату и подпись ответственного лица. Описание повреждений оформить с указанием предполагаемой причины и степени влияния на работоспособность.
Шлифовка и расточка блока цилиндров
Подготовка блока к обработке производится. Шлифовка осуществляется по заданным размерам цилиндров.
Подготовка блока к шлифовке
Очистка наружных поверхностей от отложений и масляных пленок производится без применения абразивных средств. Демонтаж навесных деталей и отверстий для шлифовки маркируется. Проводится удаление масляных каналов с продувкой под давлением. Замеры геометрии блока выполняются микрометром и индикатором‚ результаты фиксируются в акте. Контроль трещин выполняется дефектоскопией. Защитные заглушки устанавливаются перед транспортировкой на станок.
Технические допуски и контроль после обработки
Установить допуски внутреннего диаметра цилиндров согласно заводским спецификациям. Контроль концентричности и биения поверхности производить измерительными приборами с поверкой. Измерение общей овальности фиксировать в протоколе. После шлифовки и расточки выполнять контроль натяга при сборке поршневой группы. Измерять зазоры в коренных и шатунных вкладышах. Применять калиброванные инструменты и протоколировать результаты.
Ремонт и замена шатунно-поршневой группы
Замена поршней и колец производится по результатам дефектовки; зазоры замеряются микрометром.
Подбор и монтаж поршней и поршневых колец
Определение размеров цилиндров и поршней производится измерением внутреннего диаметра и овальности. Подбор комплектов производится по заводским допускам и коду материала. Контроль зазора кольца в канавке выполняется при температуре помещения 20°C. Установление поршней производится с учётом ориентировки меток относительно выпускных каналов. Прокладочные элементы заменены. Монтаж застопоренных элементов проводится с применением оправок и динамометрических ключей. Испытание на гидроразрыв не проводится.
Замена коренных и шатунных вкладышей с контролем зазоров
Демонтаж крышек коренных и шатунных подшипников выполняется после очистки наружных поверхностей блока. Извлечение вкладышей производится с регистрацией расположения и ориентации каждой единицы. Замена производится на комплект с паспортными параметрами. Замер осевого люфта и радиального зазора выполняется шаблоном и микрометром. Притирка поверхностей исключается; посадочные поверхности измеряются перед сборкой. Контроль допусков фиксируется в отчёте.

Ремонт и восстановление головок блока цилиндров (ГБЦ)
Диагностика седел и направляющих. Шлифование фасок‚ притирка клапанов‚ проверка герметичности.
Диагностика седел клапанов и направляющих
Осмотр седел клапанов производится после демонтажа ГБЦ. Применение микроскопии и конусных щупов обеспечивает выявление выкрашиваний‚ раковин и трещин. Контроль посадочных кромок производится по углу и плоскостности. Измерение зазора направляющих выполняется аналоговыми и цифровыми индикаторами; оценка по техническим допускам двигателя. Выполняется нанесение индикаторной пасты для выявления контакта седла и клапана.
Документирование результатов производится в дефектной ведомости с фотофиксацией. Результаты классифицируются: ремонтопригодно‚ подлежит замене‚ подлежит шлифовке. Описание методики включает инструмент‚ зернистость абразива и параметры притирки.
Шлифовка и притирка клапанов‚ контроль герметичности
Подготовка посадочных мест клапанов производится удалением нагара и контролем геометрии седел. Шлифовальная операция выполняется с использованием притирного круга нужной зернистости. Притирка деталей производится мелкозернистой пастой для достижения плотности прилегания. Испытание герметичности осуществляется методом давления вкупе с индикатором падения давления. Фиксация результатов в журнале обязательна.

Сборка двигателя и установка новых уплотнений
Сборка двигателя выполнена в последовательности с контролем моментных характеристик и герметичности.
Последовательность сборки с учётом моментных характеристик
Сборка двигателя выполняется по этапам‚ ориентированным на стандартные моменты затяжки и порядок операций. Подготовка деталей и чистота рабочих поверхностей обеспечиваются перед монтажом. Болты и шпильки поочерёдно подвергаются предварительной и окончательной затяжке в соответствии с паспортными значениями. Контроль крутящего момента осуществляется динамометрическим ключом. Регистрация значений затяжки в протоколе проводится после каждой операции. Контроль взаимного расположения деталей производится измерениями.
Контроль взаимного расположения компонентов и зазоров
Контроль взаимного расположения компонентов производится после сборки узлов. Замеры геометрии коленчатого вала‚ шатунов и плоскостей сопряжения выполняются индикатором и микрометром. Зазоры подшипников измеряются щупом с фиксацией значений в отчёте. Радиальные и осевые люфты фиксируются измерительными приборами. Регистрация отклонений производится с указанием допусков по технической документации. Исправление производится путем замены или расточки.
Установка двигателя и подключение систем
Фиксация двигателя на опорах. Подключение коммуникаций. Герметичность магистралей проверена.
Фиксация двигателя на опорах и подсоединение коммуникаций
Фиксация двигателя производится на заводских опорах через адаптеры с контролем положения относительно кузова. Закрепление осуществляется болтами с моментом‚ указанным в технической документации. Подключение топливных магистралей выполняется с заменой уплотнений. Шланги охлаждения подсоединяются с проверкой прохода потока. Электрические разъёмы устанавливаются с фиксированием защёлок и диагностическим подключением. Соединения масляной системы присоединяются с прокладками новой установки.
Проверка герметичности магистралей и соединений
Осмотр на предмет механических повреждений и коррозии. Испытание давления в гидравлических и масляных магистралях с применением калиброванного манометра. Подключение диагностического оборудования для регистрации падения давления во времени. Герметичность уплотнений контролируется методом опрессовки воздухом с применением индикаторного раствора. Замеченные утечки фиксируются в акте дефектовки с указанием места‚ типа соединения и рекомендуемого вмешательства.
Обкатка и первичная эксплуатация после ремонта
Программа обкатки двигателя установлена; контроль параметров давления‚ температуры‚ оборотов производится.
Программа обкатки двигателя и контроль параметров
Обкатка двигателя выполняется по этапной программе. На первом этапе производится прогрев до рабочей температуры при минимальных нагрузках. На втором этапе контролируются давление масла и температура охлаждающей жидкости при постепенном увеличении оборотов. На третьем этапе измеряется компрессия после прогрева и проводятся замеры расхода масла. Параметры фиксируются в журнале. Отклонения автоматически подвергаются анализу с последующей дефектовкой.
Фиксация изменений рабочих характеристик в процессе обкатки
Регистрация параметров производится на каждые 50 км пробега в первые 500 км. Фиксируются обороты‚ момент впрыска‚ давление масла‚ температура ОЖ и масла‚ расход топлива‚ коды ошибок ЭБУ. Протоколирование осуществляется в электронную карту обслуживания с отметкой времени и пробега. Сравнение показателей выполняется с исходными значениями после сборки. Отклонения‚ выходящие за допуски‚ вносится в отчёт с рекомендацией дальнейшей диагностики.
Настройка электронных систем и адаптация
Калибровка датчиков выполнена. Адаптация ЭБУ произведена. Сохранение параметров подтверждено.
Калибровка датчиков и адаптация ЭБУ после ремонта
Настройка электронных параметров выполняется по этапам. Подключение диагностического сканера производится к интерфейсу. Считывание текущих таблиц калибровок и сохранение исходных значений выполняется в архив. Адаптация датчиков положения коленвала и распредвалов проводится через специализированные процедуры. Калибровка расходомера выполняется при установленном фильтре воздуха. Адаптация топливной карты и системы управления турбонаддувом проводится при стабильных рабочих температурах.
Верификация параметров работы в диагностическом оборудовании
Считывание текущих параметров двигателя выполняется специализированным диагностическим сканером с поддержкой протоколов производителя. Фиксация значений оборотов‚ температуры‚ давления масла‚ датчиков положения распредвала и коленвала производится в журнал. Сопоставление полученных кривых с заводскими картами выполняется по установленной методике. Отклонения документируются с указанием величин и времени снятия показаний. Корректировка адаптаций производится через интерфейс ЭБУ.
Финальная проверка и передача автомобиля
Контроль параметров работы двигателя выполняеться. Документирование результатов и выдача наряда.Гарантия.
Контрольная проверка рабочих параметров и документирование
Фиксация результатов испытаний двигателя на холостом ходу и под нагрузкой. Замеры температуры масла‚ давления в масляной системе‚ оборотов коленчатого вала‚ показаний лямбда-зондов и давления топлива. Сравнение данных с заводскими нормативами. Регистрация отклонений в аварийный журнал. Описание проведённых регулировок и применённых деталей. Протокол испытаний с подписями и датой. Архивация отчёта в электронном реестре;
Составление отчёта по выполненным операциям и передача заказ-наряда
Фиксация выполненных процедур в электронном журнале. Перечисление операций с указанием даты‚ времени и применённых деталей. Указание измеренных параметров: компрессия по цилиндрам‚ давление масла при холостом ходе и под нагрузкой. Отчёт содержит результаты дефектовки‚ фотодокументацию повреждений и калибровочных данных. Заполнение раздела о гарантийных обязательствах и сроках обкатки. Формирование заказ-наряда для передачи в отдел выдачи.