

Предоставление услуги ремонта двигателя BYD F3 1․5 L 109 л․с․ включает диагностику, оценку состояния и последующие восстановительные операции по регламенту․
Описание объекта ремонта
Объект ремонта: бензиновый двигатель BYD F3 1․5 L 109 л․с․, выпуск 2005–2021 годов․ Конфигурация: рядный четырехцилиндровый силовой агрегат с распределенным впрыском топлива, верхним расположением распредвала, цепным приводом ГРМ․ Рабочий объем 1498 см3․ Мощность 80,1 кВт․ Характер признаков неисправности: снижение компрессии, повышенный расход масла, падение давления смазки при холодном пуске, шумы в подшипниках коленвала, задиры в цилиндрах․ Состояние определяемое при приеме: степень коррозии, наличие задиров, износ шеек коленвала, состояние поршневой группы, степень износа вкладышей, состояние головки блока, плоскостность поверхности, состояние масляных каналов․ Инструментальная и визуальная проверка предусматривалась для последующей дефектовки․

Объем услуги
Перечень работ включает комплексную диагностику, измерения компрессии и давления масла, демонтаж двигателя и последующую реставрацию узлов по регламенту․
Состав процедур
Перечень операций определён регламентом ремонта двигателя BYD F3 1․5 L 109 л․с․ Включён первичный осмотр агрегата с фиксацией видимых дефектов и состояния прилегающих узлов․ Выполнение замеров компрессии по цилиндрам с применением манометра специализированного класса․ Проведение измерений давления масла в рабочем режиме с подключением измерительной аппаратуры через штатный канал или адаптер․ Организация демонтажа двигателя с последовательной маркировкой снятых жгутов, трубопроводов и креплений․ Выполнение полной разборки блока цилиндров на составные элементы и сборочных узлов․ Осуществление дефектовки компонентов с выдачей заключения о годности или списании согласно установленным критериям․ Проведение шлифовки коленвала по размерам и допускам, определённым технической документацией․ Расточка цилиндров с применением расточных станков и калибровкой размеров под ремонтный комплект․ Подбор и установка комплектов поршней, колец и вкладышей по калибровке посадочных мест․ Ремонт или замена головки блока цилиндров с проверкой плоскостности рабочей поверхности и подбором прокладки с требуемыми параметрами․ Сборка агрегата с контролем моментов затяжки по таблице номиналов․ Проведение обкатки восстановленного двигателя в контролируемых режимах и регистрация параметров работы для окончательной настройки систем управления и холостого хода․
Подготовка автомобиля
Отключение аккумулятора и слив технических жидкостей произведены․ Обеспечение доступа к моторному отсеку․ Маркировка соединений и фиксация уровней масла выполнены․
Фиксация данных и документация
Регистрация исходных параметров выполняется в журнале ремонта с указанием VIN, модификации двигателя и пробега․ Фиксация дефектов производится фотографированием с привязкой к номеру заказа․ Измеренные значения компрессии и давления масла вносятся в табличный бланк с отметкой инструмента и эталонных показателей․ При демонтаже деталей осуществляется маркировка последовательности и позиции каждого узла․ Описание визуальных дефектов составляется отдельным листом с указанием места повреждения и предполагаемого механизма образования․ Протокол дефектовки оформляется на стандартном бланке с датой и подписью ответственного специалиста․ Выдача акта выполненных работ сопровождается перечнем заменённых деталей и применённых материалов․
Диагностика общего состояния
Визуальный осмотр двигателя выполнен․ Фиксация внешних повреждений, утечек и коррозии произведена․ Замеры основных параметров внесены в протокол․
Визуальный осмотр и инструментальная проверка
Осмотр двигателя BYD F3 1․5 L 109 л․с․ проводится для выявления внешних дефектов и признаков неплотностей․ Поверхности осматриваются на предмет трещин, коррозии, отпечатков масла, следов перегрева․ Соединения трубопроводов и шлангов проверяются на сцепление и целостность․ Кронштейны и опоры оцениваются по наличию деформаций․ Крепежные элементы оцениваются по наличию утраты резьбы и износа․
Инструментальная проверка включает использование манометра, компрессометра и диагностического сканера․ Давление в системе давления масла измеряется при прогретом двигателе через штатный штуцер․ Замеры компрессии проводятся при закрытых впуске и выпуске и отключенном топливном насосе․ Контроль искрообразования выполняется при помощи осциллографа или тестера зажигания․ Показания фиксируются в протоколе․

Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с использованием манометра․ Регистрация значений, сравнение с нормативом, фиксация расхождений․
Методика исполнения измерений
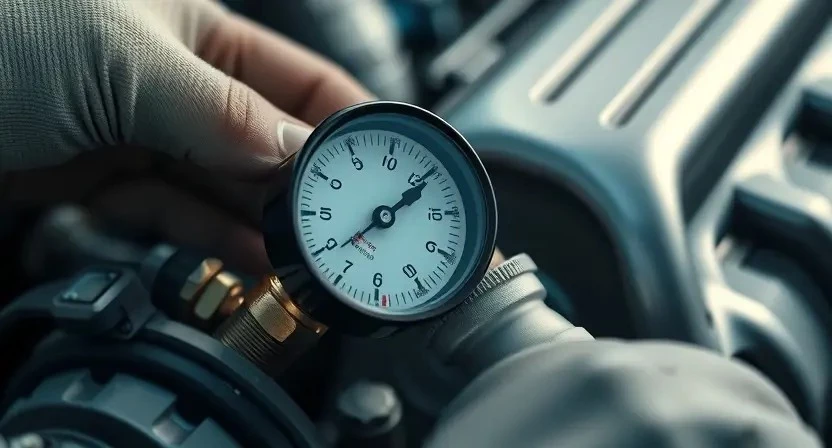
Подготовка двигателя производится к процедуре измерения компрессии с соблюдением регламента․ Снимается крышка распределителя газов и обеспечивается доступ к свечным колодцам․ Подключение компрессометра производится через свечное отверстие после удаления свечи․ Стартерный вал вращается до достижения стабильного показания манометра․ Запись максимального значения осуществляется для каждого цилиндра․ Приведённые данные сводятся в таблицу для сравнения с нормативными показателями․ Для измерения давления масла производится подключение манометра к масляной системе в точке, указанной в сервисной документации․ Давление замеряется на прогретом двигателе при фиксированных режимах работы: холостой ход и повышенная частота вращения․ Фиксирование значений выполняется с выдержкой времени для стабилизации показаний․ Отклонения от паспортных норм математически оцениваются, допускаемые погрешности указываются в протоколе․ Протокол измерений подписывается и прикладывается к карточке ремонта․
Измерение давления масла
Подключение манометра производится к масляной магистрали․ Замеры выполняются при холостом ходе и под нагрузкой․ Полученные значения сравниваются с эталоном․
Порядок подключения манометра и замеры
Подготовка стенда производится к проведению замеров давления масла․ Отключение электрических цепей и снятие клеммы с аккумулятора выполняется перед работой․ Демонтаж защитных кожухов и доступ к масляному фильтру обеспечивается для подключения переходника․ Подключение манометра производится через штатный штуцер масляной системы или через адаптер в место масляного датчика давления․ Прокладки и соединения проверяются на герметичность․ Запуск двигателя производится с прогретым до рабочей температуры мотором․ Замеры фиксируются при холостом ходе и под нагрузкой, при повышенных оборотах замеры повторяются; Результаты сверяются с нормативными значениями производителя, отклонения регистрируются в протоколе․
Снятие двигателя
Демонтаж двигателя производится по этапам: отключение электроцепей, слив рабочих жидкостей, отсоединение выхлопа и подвески, подготовка к подъёму и перемещению агрегата․
Последовательность демонтажа узлов
Электроснабжение автомобиля отключается․ Система охлаждения опорожняется и изолируется․ Топливная магистраль дренируется и заглушается․ Воздухопровод и ресивер снимаются с целью освобождения доступа к впускной системе․ Выполняется маркировка электрических разъемов и проводки․ Механические соединения двигателя с кузовом расфиксируются․ Оборудование двигателя по возможности зафиксировано на стойке․ ГРМ привод демонтируется с фиксацией фаз газораспределения․ Генератор и компрессор кондиционера отсоединяются при сохранении трубопроводов․ Выхлопная система отсоединяется от выпускного коллектора․ Топливная рампа и инжекторы удаляются вместе с креплениями․ Блок сцепления и маховик демонтируются при снятом коробочном узле․ Подвесные опоры двигателя снимаются после поддержки тяжести агрегата специальным приспособлением․
Разборка агрегата
Снятие агрегата произведено по регламенту․ Корпус разобран․ Узлы демонтированы последовательно․ Дефекты зафиксированы․ Детали промыты и маркированы․
Фиксация дефектов и маркировка деталей
Фиксация дефектов производится во время разборки двигателя BYD F3 1․5 L 109 л․с․ Стандартный протокол включает идентификацию трещин, задиров, износа поверхности и деформаций․ Каждой детали присваивается уникальный номер․ Заполнение карточки производится с указанием места обнаружения, вида повреждения и измеренных параметров․ Фотографирование дефектов выполняется с привязкой к номеру позиции․ Маркировка деталей производится устойчивыми красками или лазерной гравировкой с указанием номера позиции и стороны установки․ Дополнительно указывается класс повреждения по установленной шкале․ Детали, подлежащие восстановлению, помечаются соответствующим кодом․ Детали, подлежащие списанию, маркируются и вычёркиваются из эксплуатационного перечня․ Архивация актов дефектовки производится в цифровом и бумажном виде с регистрацией даты и исполнителя․ Контроль соответствия маркировки и записей выполняется при комплектовании на стадию ремонта․
Дефектовка компонентов
Дефектовка проведена по регламенту: измерение износа, оценка трещин, контроль геометрии․ Результаты задокументированы․ Критерии пригодности применены․
Критерии годности и списания
Оценка комплектующих выполняется по измеренным параметрам и визуальным признакам․ Допусковая изношенность поршней определяется по разбегу диаметра и овальности, при превышении установленного лимита производится списание․ Вкладыши оцениваются по величине масляного зазора и следам задиров, при превышении технического допуска подлежат замене․ Клапанные седла и направляющие рассматриваются по глубине посадки и люфту; при невосстановимой деформации осуществляется списание․ Блок цилиндров подлежит списанию при трещинах, превышающих пределы ремонтной расточки․ Коленчатый вал оценивается по биению и износу шейк; при превышении допустимых размеров производится шлифовка или списание․ Головка блока исследуется на трещины и деформации плоскости; при отсутствии восстановительных параметров осуществляется замена․ Прокладки и сальники считаются непригодными при потере уплотняющих свойств и видимых повреждениях; обязательна замена․ Износ распределительного вала определяется по профилю кулачков и зазорам; при превышении предела выполняется замена․ Контрольно-измерительные результаты фиксируются в документации с указанием предельных значений и принятых решений․
Шлифовка коленвала
Шлифование коленвала производится на многопозиционном станке․ Контроль биения и диаметров выполняется после каждой операции обработки․ Балансировка проводится отдельно․
Параметры обработки и допуски
Определение параметров обработки цилиндров и коленвала производится по технической документации производителя и внутренним регламентам сервиса․ Расточка цилиндров выполняется до номинального диаметра с допуском ±0,02 мм относительно расчетного размера гильз․ Допуск овальности цилиндра устанавливается 0,03 мм․ Чистота поверхности после расточки должна соответствовать классу Ra 0,8․ Шлифовка коленвала производится по восстановительным диаметрам с припуском на шлифование 0,1–0,4 мм в зависимости от износа․ Шероховатость шейки коленвала после обработки допускается Ra 0,8․ Толщина ремонтных вкладышей подбирается по зазору масляной пленки 0,012–0,035 мм для коренных и 0,010–0,030 мм для шатунных вкладышей․ При выборе поршней ориентир на стопорные размеры и кольца с радиальным зазором 0,15–0,30 мм для компрессионных колец и 0,20–0,40 мм для маслосъемных․ Допуск на биение шатуна после сборки не должен превышать 0,05 мм․ Контроль размеров выполняется поверочным инструментом․

Расточка цилиндров
Расточка цилиндров производится по заданным размерам для восстановления геометрии․ Контроль диаметра и круглости проводится после чистовой обработки поверхности․
Технические требования к цилиндровой группе
Определение допустимых размеров цилиндров и поршней производится по заводским характеристикам двигателя BYD F3 1․5 L 109 л․с․ Установление предельных износов цилиндров производится с опорой на паспортные диаметры и ремонтные ступени․ Измерение диаметра цилиндра выполняется микрометром или кольцевыми щупами с фиксацией значений по высоте втулки․ Измерение биения и цилиндричности производится индикатором часового типа с фиксацией отклонений в виде протоколов․
Подбор поршней и колец осуществляется по фактическим замерам с допусками на масляные канавки и зазоры компрессионных колец․ Контроль масляного зазора поршневых колец производится щупом в нескольких положениях по окружности․ Установленные зазоры должны соответствовать табличным значениям для каждой ремонтной ступени․ Регистрация параметров производится в журнале ремонта․
Замена поршней и колец
Подбор поршней и колец по размеру и допускам производится по показателям расточки․ Монтаж выполняется с использованием оправок и смазки, поршневые кольца ориентируются по замкам․ Контроль зазора замеров выполняется динамометрическим ключом и щупами․
Подбор размеров и зазоров
Подбор поршней осуществляется по замерам расточки цилиндров и соответствию номиналам завода-изготовителя․ Измерение диаметра цилиндра производится микрометром и нутромером; фиксирование результатов производится в журнале․ Подбор колец выполняется с ориентиром на тепловое расширение и прописанные зазоры в монтажном каталоге․ Замер рабочего диаметра поршня и промер замков колец проводится до установки․ Подбор вкладышей коренных и шатунных осуществляется по толщине и радиальным зазорам․ Расчет посадочных зазоров производится с учетом номиналов шатунных болтов и торцевых размеров․ Допуск зазора цилиндр-поршень указывается в спецификации; превышение допуска приводит к списанию детали․ Фиксация соответствия размеров и зазоров в акте выполненных работ обязательна․
Замена вкладышей коренных и шатунных
Демонтаж шатуна и крышки выполнен․ Снятие изношенных вкладышей произведено․ Новые вкладыши подобраны по допуску․ Контролю зазоров уделено внимание․
Контроль зазоров и этапы установки
Измерение зазоров вкладышей производится до сборки методом плоскопараллельной щуповой калибровки․ Замеры выполняются на каждом коренном и шатунном посадочном месте․ Зазор сравнивается с паспортными величинами двигателя BYD F3 1․5 L 109 л․с․ Значения, выходящие за допуск, фиксируются в отчёте․ Подбор вкладышей производится по разнице размеров коленвала и крышек․ Установка вкладышей осуществляется с применением смазки и момент-ключа․ Моменты затяжки фланцев и крышек указываются в спецификации․ Контроль люфта шатуна производится после затяжки․ Расшифровка измерений включается в итоговую документацию․

Ремонт или замена головки блока цилиндров
Проверка плоскостности ГБЦ проводится измерительным инструментом․ Расточка седел клапанов и шлифование поверхности выполняются по техкарте с протоколом․
Проверка плоскостности и замена прокладки
Визуальная оценка плоскости головки блока цилиндров проводится при чистой рабочей поверхности․ Контроль плоскостности осуществляется щупом и линейкой с шагом измерений вдоль и поперек рабочей плоскости․ Допуск отклонения от плоскостности устанавливается согласно технической документации двигателя․ При превышении допуска выполняется шлифовка плоскости до заданного уровня с фиксацией снятого слоя в технологическом журнале․ Подбор прокладки головки блока цилиндров производится по типоразмеру и материалу, указанным в спецификации․ Установка прокладки производится на очищенную и обезжиренную поверхность․ Моменты затяжки болтов головки блоков фиксируются по этапам, указанным в регламенте․ Контроль герметичности осуществляется после сборки испытанием под давлением или методом замера компрессии․ Фиксация результатов заносится в отчёт с указанием нормативов и фактических значений․

Сборка двигателя
Сборка производится по регламенту производителя․ Контроль моментов затяжки выполняется динамометрическим ключом․ Соблюдение последовательности обеспечивает герметичность․
Контроль моментов затяжки и последовательность
Определение очередности крепежа головки блока цилиндров и коренных крышек производится по установленной схеме производителя․ Для болтов, работающих на растяжение, задается начальный момент затяжки малой величины, затем последовательность повторных операций с увеличением момента при контролируемом шаге․ Применение динамометрического ключа обязательно․ Применение очистки и смазки резьбовых соединений фиксируется в документации․ Временная фиксация положения деталей перед окончательной затяжкой допускается при наличии технологических штифтов․ Контроль остаточных усилий осуществляется после выдержки и охлаждения․ Регистрация показаний проводится в акте работ․
Обкатка восстановленного двигателя
Обкатка проводится по этапам: прогрев до рабочей температуры, постепенное увеличение нагрузки, фиксирование параметров масла и давления, запись показателей․
Режимы работы и измерение параметров
Обкатка восстановленного двигателя проводится в контролируемых режимах для выявления дефектов сборки и усталостных проявлений․ Первичный прогон на холостом ходу выполняется при прогретом до рабочей температуры двигателе․ Затем предусматривается серия ступенчатых нагрузочных циклов с увеличением оборотов и времени выдержки для стабилизации термоупругих напряжений․ Измерение параметров осуществляется по регламенту: давление масла фиксируется манометром в магистрали, температура охлаждающей жидкости и масла контролируется термометрами, расход топлива регистрируется поточным датчиком, вибрация снимается акселерометром в ключевых точках․ Запись параметров производится в журнал тестирования с указанием времени, режима и полученных значений․ Анализ отклонений проводится по установленным допускам производителя․
Настройка и финальная проверка
Настройка системы зажигания производится по эталонным параметрам․ Финальная диагностика включает замеры оборотов, состава выхлопа и давления масла в рабочем режиме․
Настройка системы зажигания, холостого хода и финальная диагностика
Настройка системы зажигания производится после сборки и первичной обкатки․ Установка опережения искрообразования производится по спецификации производителя с использованием секундомера англо-французского типа или электронного синхронизатора․ Подача топлива и состав смеси оцениваются путем измерения концентрации О2 в выхлопных газах и параметров топливных форсунок․ Регулировка холостого хода осуществляется путем изменения положения регулятора холостого хода и настройки подачи воздуха до достижения стабильных оборотов․ Финальная диагностика включает контроль электроцепей, измерение напряжения на датчиках, считывание ошибок электронного блока управления и подтверждение отсутствия подтеканий масла и охлаждающей жидкости․ Результатом считается соответствие параметров заводским нормам․