
Оказание услуги по ремонту двигателя Changan CS35 Plus 1.4 Turbo 158 л.с. включает диагностику‚ измерения‚ разборку‚ дефектовку и восстановление узлов.
Цель документа
Определение предмета работ‚ объема диагностических процедур и критериев оценки состояния силового агрегата Changan CS35 Plus 1.4 Turbo 158 л.с. для проведения ремонта. Описываются последовательность диагностических операций‚ методы измерений компрессии и давления масла‚ параметры предельных значений‚ а также перечень вмешательств при подтвержденных дефектах.
Установление требований к демонтажу‚ маркировке и упаковке снятых компонентов. Описание методики разборки блока цилиндров и головки блока с указанием контрольных операций при дефектовке. Формулирование критериев допуска деталей к восстановлению или замене. Закрепление стандартов шлифовки‚ расточки и подборов гильз‚ поршней‚ колец и вкладышей. Указание параметров фрезеровки плоскости головки и проверки седел клапанов. Описание последовательности сборки‚ правил смазки и моментов затяжки. Установление режимов обкатки и параметров контроля при подготовке к итоговой настройке систем впрыска и наддува.
Область применения
Применение услуги ограничено двигателями Changan CS35 Plus 1.4 Turbo 158 л.с. 2018–н.в.; обслуживание внутренних узлов и восстановительные работы.
Модель и годы выпуска
Идентификация двигателя выполнена по модели Changan CS35 Plus‚ модификация 1.4 Turbo‚ мощность 158 л.с. Указанная силовая установка установлена на автомобили‚ выпущенные с 2018 года по настоящее время. Коды агрегата и серийные обозначения фиксируются в документации автомобиля и должны быть сверены перед началом работ. Каталоговые номера компонентов и конфигурация навесного оборудования зависят от года выпуска и комплектации. Регистрационные данные и VIN используются для подтверждения оригинальности узлов и подбора запасных частей. История технического обслуживания изучается для оценки вмешательств в систему турбонаддува и системы смазки. Подгруппы двигателя‚ доступные для ремонта‚ включают блок цилиндров‚ головку блока‚ поршневую группу‚ коленчатый вал и периферийные узлы. Выбор процедур обслуживания определяется по записи в сервисной истории и по результатам первичной диагностики‚ проведённой перед демонтажем агрегата.
Краткое описание двигателя
Бензиновый рядный 4-цилиндровый двигатель с турбонаддувом‚ рабочий объём 1.4 л‚ максимальная мощность 158 л.с.‚ наддувный впрыск топлива.
Технические параметры
Объем двигателя 1.4 л. Тип конструкции ⎼ рядный бензиновый с турбонаддувом. Максимальная мощность 158 л.с. при установленном режиме работы. Крутящий момент заявлен заводом в соответствии с паспортными данными. Диаметр цилиндра и ход поршня соответствуют заводским размерам. Система питания ⎼ прямой впрыск с регуляцией давления топлива. Система смазки — давление поддерживается масляным насосом с заданной характеристикой. Охлаждение ⎼ жидкостное с термостатом и электрическим вентилятором. Система газораспределения, двухвальная с гидрокомпенсаторами клапанов. Ход поршня и рабочий объем цилиндров используются при расчетах предельных износов. Максимальные допуски заводские для износа заданы в технической документации.

Первичная диагностика
Выполнение замера компрессии и давления масла. Фиксация посторонних шумов. Считывание кодов. Оценка герметичности системы охлаждения.
Визуальный осмотр и фиксация дефектов
Осмотр двигателя производится последовательно с фиксацией внешних повреждений и следов утечек. Запись обнаруженных трещин корпуса‚ деформаций кожуха‚ износа крепежа‚ коррозии и следов перегрева выполняется в отчётной форме. Осмотр впускного и выпускного трактов‚ патрубков и коллектора производится с оценкой целостности уплотнений. Визуальная проверка маслосборников и поддона направлена на выявление металлической стружки и загрязнений. Осмотр ремней и шкивов включает определение потёртостей и микротрещин. Фиксация дефектов производится фото- и текстовой документацией с указанием места и степени поражения.
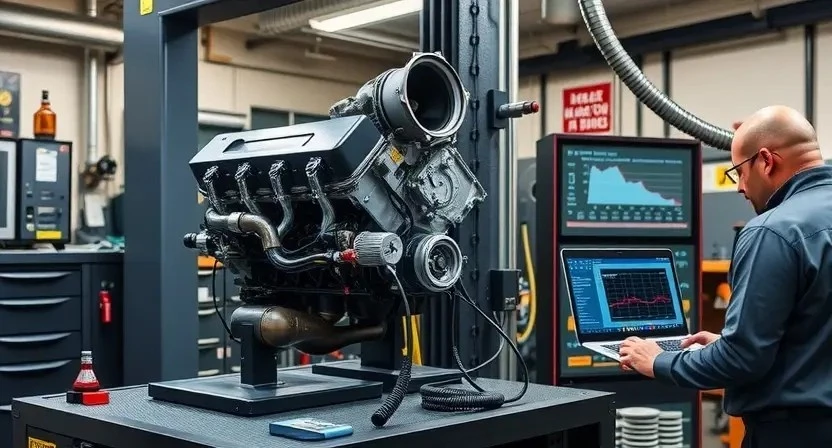
Электронная диагностика
Снятие кодов ошибок производится через OBD. Снятие параметров двигателя осуществляется в режиме реального времени. Файлы логов сохраняются.
Снятие кодов ошибок и параметров работы
Подключение диагностического сканера производится к разъему OBD-II. Считывание базовой информации ECU и вспомогательных блоков выполняется данным интерфейсом. Снятие кодов неисправностей производится с фиксацией идентификаторов ошибок‚ статуса готовности мониторов и времени накопления. Параметры работы двигателя регистрируются в режиме реального времени с частотой обновления‚ обеспечивающей анализ динамики. Параметры включают обороты‚ положение дросселя‚ коррекции впрыска‚ температуру охлаждающей жидкости‚ давление топлива и давление наддува. Выявление постоянных и временных кодов отражается в протоколе.
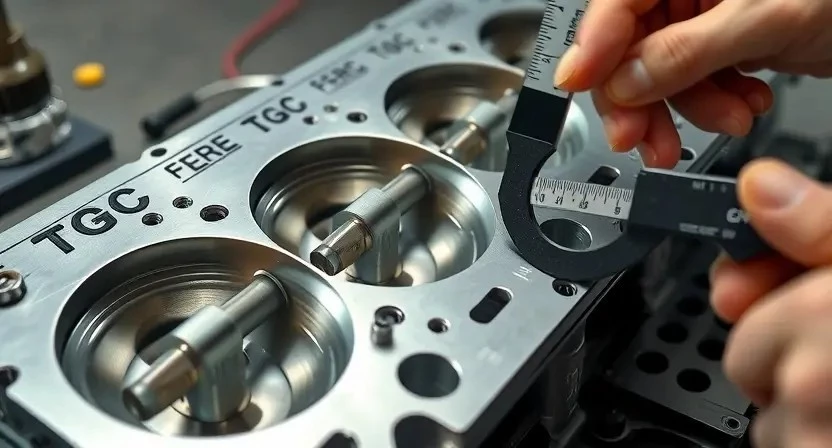
Оценка состояния поршневой группы
Измерение диаметра цилиндров и поршней проводится штангенциркулем и микрометром. Регистрация износа и зазоров выполняется в протокол.
Измерение компрессии по цилиндрам
Подготовка: отсоединение высоковольтных проводов и топливной системы для исключения подачи топлива. Демонтаж свечей зажигания с маркировкой положения цилиндров. Установка манометра компрессии с применением переходников по резьбе свечного отверстия. Проворачивание коленчатого вала стартером до стабилизации показаний при отключённом впрыске и закрытых впускных клапанах. Регистрация максимального давления по каждому цилиндру. Сравнение показаний между цилиндрами и с заводским значением. Отклонение более 10% считается дефектом компрессии. Повторная проверка после заливки масла в цилиндр для дифференциации утечек через кольца или клапаны. Результаты документировать с указанием цилиндра‚ значения давления‚ времени проворачивания и использованных адаптеров.
Оценка масляной системы
Измерение давления масла выполняется на холостых и нагрузочных режимах. Отбор проб масла проводится для анализа состояния. Замеры регистрируются.
Измерение давления масла на холостых и нагрузочных режимах
Подготовка к измерению: двигатель установлен на ровной поверхности‚ система прогрета до рабочей температуры‚ датчик давления снят и заменён переходником с манометром. Измерение проводится в два этапа. На холостом ходу фиксирование давления в течение 30 с с регистрацией минимального и максимального значений. При нагрузочном режиме выполняется увеличение оборотов до 3000 об/мин или применение статической нагрузки с фиксацией давления через 10 с после выхода на режим. Сравнение с паспортными значениями производится по таблице допусков. Отклонение менее 0‚2 кгс/см2 рассматриваеться как допустимое. Отклонение превышающее допуск предполагает поиск причин в масляном насосе‚ фильтре‚ магистралях или износе вкладышей; при подтверждении неисправности планируется дефектовка и ремонт узлов. Результаты измерений оформляются протоколом с указанием режимов‚ значений и выводов по состоянию масляной системы.
Принятие решения о разборке
Оценка измерений компрессии и давления масла произведена. Принятие решения о разборке основано на выявленных отклонениях и допустимых допусках.
Критерии допуска к ремонту или замене деталей
Контроль соответствия геометрии и износа деталей производиться по установленным заводским пределам. Измерение диаметра цилиндра фиксируется с точностью до 0‚01 мм; превышение износа более чем на допустимый ремонтный размер приводит к выбору расточки и подбору ремонтных поршней. Компрессия по цилиндрам сравнивается парами; разница свыше 1‚5 бар считается критерием для разборки и дефектовки ГБЦ и поршневой. Давление масла на холостых и нагрузочных режимах сопоставляется с паспортными значениями; отклонение более 20% является основанием для замены масляного насоса или вкладышей. Трещины в блоке или головке фиксируются неразрешаемыми дефектами при наличии сквозного повреждения; поверхностные трещины подлежат шлифовке и сварке с последующей контролирующей дефектоскопией. Износ коренных и шатунных шеек оценивается по круговой овальности и конусности; значения вне допуска означают необходимость замены коленвала или вкладышей. Герметичность каналов и седел клапанов проверяется методом опрессовки; утечки выше допустимых величин приводят к ремонту или замене седел. При подборе колец учитывается зазор в канале поршня и натяг между кольцом и канавкой; превышение допуска является критерием замены поршневого комплекта.
Снятие двигателя с автомобиля
Отключение электрической сети и слив рабочих жидкостей выполнены. Маркировка трубопроводов и креплений произведена. Подъём с использованием крана планируется.
Последовательность операций и маркировка компонентов
Операции разделены на этапы с обязательной фиксацией состояния каждой детали. Приведение двигателя в рабочее положение производится на подъемнике‚ после чего корпус агрегата маркируется по точкам снятия для сохранения взаимного расположения узлов. Снятие навесных элементов выполняется по списку‚ каждому элементу присваивается уникальный код. Электропроводка изолируется и промаркировывается‚ соединители помечаются номером крышки и позиции. Слив рабочих жидкостей производится в емкости с идентификацией состава.
Демонтаж двигателя из моторного отсека выполняется с применением траверсы‚ точки крепления маркируются пробной меткой и номером болта. После извлечения агрегата производятся маркировка шлангов по длине и направлению‚ маркировка проводов по контактам и функции. Крышки и планки маркируются индексами положения и направления снятия. Ведомость компонентов формируется в электронном и бумажном виде.
Разборка корпуса производится по технической карте. Фиксация состояния проводится фотографированием и протоколированием. Каждый элемент укладывается в пронумерованный лоток и снабжается списком дефектов. Метки на корпусе остаются до окончательной сборки. Изоляция уплотнителей маркируется для предотвращения взаимной замены. Хранение деталей осуществляется с указанием номера заказа и идентификатора автомобиля.

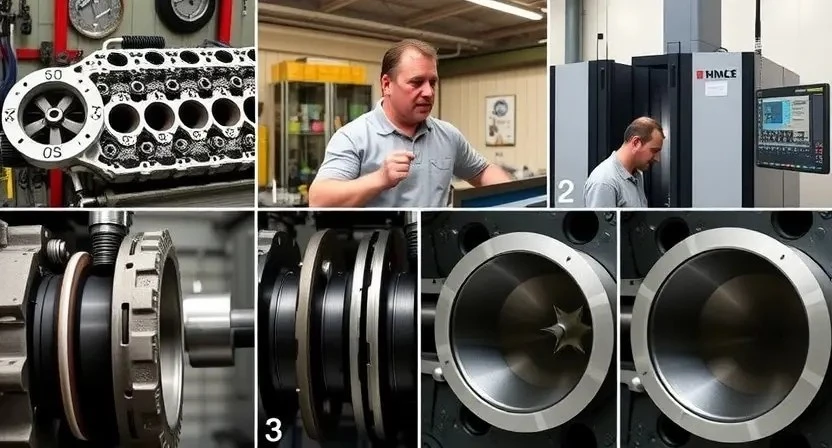
Разборка агрегата
Разборка агрегата производится по этапам: маркировка‚ демонтаж навесного оборудования‚ съем головки‚ извлечение коленвала и поршней.
Разборка блока цилиндров и головки блока
Демонтаж навесных узлов выполняется для доступа к головке блока и блоку цилиндров. Слив рабочей жидкости и отключение электрических соединений обеспечиваются перед отсоединением трубопроводов. Маркировка контуров и фиксация положения проводятся для исключения ошибок при сборке. Головка блока демонтируется после ослабления крепежа по установленной последовательности. Болты крепления выкручиваются в порядке‚ указанном в сервисной документации. Прокладка ГБЦ подлежит оценке и утилизации при признаках деформации или растрескивания. Блок цилиндров осматривается на трещины и износ. Поршневая группа извлекается с отбором вкладышей и шатунных крышек по месту установки. Метки на соединениях сохраняются. Очистка поверхностей выполняется растворителями и механическим способом с контролем шероховатости.

Дефектовка деталей
Контроль износа выполняется по замерам; трещины фиксируются ультразвуком; зазоры измеряются микрометром; дефекты документируются и классифицируются по ГОСТ.
Контроль износа и трещин цилиндров‚ поршней‚ вкладышей
Проведение контроля производится по измерению параметров и визуальной инспекции поверхностей. Измерение цилиндров выполняется микрометром и внутренним калибром с фиксацией диаметра по четырем плоскостям каждого цилиндра. Замер овальности и конусности регистрируется в протоколе. Визуальная дефектовка поршней включает оценку канавок для колец‚ днищ и юбок на наличие выработки‚ задиров и трещин. Контроль вкладышей осуществляется путем определения толщины рабочего слоя и измерения шатунного зазора с применением щупов. Трещинообразование выявляется магнитопорошковым или проникающим методом‚ дефекты документируются и классифицируются по степени. Решение о ремонте или замене основывается на сравнении измеренных значений с заводскими допусками‚ указания заносятся в акт.
Шлифовка и расточка блока цилиндров
Расточка выполняется по размерам ремонтного цилиндра. Шлифовка поверхности торца блока для обеспечения геометрии и герметичности соединения.
Параметры обработки и допуски
Шлифовка плоскостей блока и головки должна производиться по заданным допускам металлообработки. Контроль совмещённой плоскостности проводится измерительной плитой и щупом; отклонение по плоскости допускается до 0.05 мм на длине измерения 200 мм. Расточка цилиндров выполняется с учётом исходного износа; допустимый износ до следующего ремонтного размера фиксируется в технической документации двигателя. Рабочие поверхности цилиндров после обработки должны иметь шероховатость не выше Ra 0.8. Допуск овальности и конусности цилиндра после расточки не должен превышать 0.03 мм. Остаточный припуск на хонингование определяется по размеру комплектных поршней и кольцам так‚ чтобы обеспечить натяг в пределе‚ указанном в каталоге запчастей. Контроль диаметра постелей коренных и шатунных шеек производится микрометром; перепад допускается до 0.02 мм. Балансировка коленвала при необходимости выполняется по массе и динамическому моменту с допуском отклонения массы каждой шейки до 1 г от расчетного значения. Проверка посадочных поверхностей вкладышей и головки блока производится визуально и измерительно; дефекты превышающие допустимые значения подлежат устранению или замене деталей.
Подбор и замена поршней и колец
Подбор поршней по диаметру и зазорам производится с учётом расточки. Замена колец выполняется по этапам с контролем зазора и установки фасок.
Критерии подбора и допуски установки
Подбор поршней выполняется по наружному диаметру цилиндров после замера износа. Применение поршней с номинальным размером допускается при восстановлении размеров блока. Подбор колец производится по внутреннему диаметру поршней и ширине канавок. Выбор вкладышей осуществляется по размерной группе шатунных и коренных шеек коленвала. Момент затяжки подшипников определяется по заводским спецификациям и контролируется измерением углового натяга. Установка прокладки ГБЦ осуществляется с контролем толщины и степени сжатия. Допуски цилиндров‚ поршней‚ колец и вкладышей соотносятся с таблицами производителя и протоколируются.

Замена коренных и шатунных вкладышей
Демонтаж блока и коленвала произведён. Контроль размеров валов и посадок выполнен. Подбор вкладышей по допускам и балансировка коленвала проведены.
Контроль за угловыми зазорами и натягом
Измерение осевого и радиального люфта проводится для коленчатого вала. Замер выполняется микрометром и щупом с фиксацией результатов в протоколе. Определение угловых зазоров вкладышей производится с применением индикатора часового типа при установке крышек в рабочее положение. Контроль натяга шатуна производится по величине масляного зазора и по величине кругового перекоса; фиксирование значений в бланке. Допуск по осевому люфту и натягу соответствует заводским паспортным данным производителя. При несоответствии допусков маркировка деталей и выбор замены выполняются согласно регламенту. Применение новых вкладышей сопровождается проверкой биения и зазора при каждом основном размере.
Работы с головкой блока цилиндров
Демонтаж клапанного узла выполнен. Плоскость ГБЦ обрабатана фрезеровкой. Замена прокладки головки выполнена; Седла клапанов проверены и отшлифованы.
Ремонт и замена прокладки‚ фрезеровка‚ проверка седел клапанов
Демонтаж головки блока цилиндров производится после маркировки компонентов и сброса давления в системе. Прокладка ГБЦ подлежит визуальной оценке на предмет деформаций‚ выкрашивания и масляных следов. Замена прокладки выполняется при выявлении повреждений или при нарушении герметичности. Фрезерование поверхности головки производится для восстановления плоскостности с сохранением допустимой толщины среза; параметр обрабатываемой поверхности фиксируется протоколом. Проверка седел клапанов осуществляется через измерение зазоров и контроль плотности посадки по показаниям вакуумного тестера. Сверловка или расточка седел допускаются при наличии износа‚ результаты фиксируются в акте дефектовки. Замена направляющих колпачков и седел выполняется с подбором по посадочным размерам. Контроль герметичности производится методом опрессовки каналов и измерением утечки по цилиндрам. Результаты диагностики и операций оформляются в сервисный бланк с указанием применённых деталей и допусков.
Сборка двигателя
Сборка производится по этапам: установка коленвала‚ вкладышей‚ шатунов‚ поршней с кольцами‚ ГБЦ; затяжка по моментам‚ смазка сопряжений.
Сборочные операции‚ момент затяжки и смазка деталей
Сборка двигателя производится по этапам с фиксированием последовательности операций и применением маркировки компонентов. Соединение коленчатого вала с шатунными вкладышами выполняется установкой чистых поверхностей и установочных штифтов. Момент затяжки коренных и шатунных крышек задается рабочими таблицами производителя; контроль крутящего момента осуществляется динамометрическим ключом. Смазка сопряжений обеспечивается нанесением моторного масла на опорные поверхности и канавки поршневых колец. Шпильки и резьбовые соединения смазываются допускаемыми составами для закручивания. Контроль биения распределительного вала проводится после предварительной затяжки. Фиксация меток фаз газораспределения подтверждается перед окончательной стяжкой. Заводские допуски на угловые повороты применяются при доводочной затяжке.

Обкатка двигателя после ремонта
Проведение обкатки предусматривает поэтапную нагрузку‚ периодические замеры давления масла‚ контроль температуры и замена масла после первой проверки.
Режимы нагрузки и контроль параметров в процессе
Обкатка двигателя производится поэтапно с контролем рабочих параметров для исключения дефектов‚ образования задиров и перегрева. Выполнение обкатки осуществляется в три режима: холостой ход с прогревом до рабочей температуры‚ переменные нагрузки в диапазоне оборотов 1500–3500 мин-1 и затяжные нагрузки с поддержанием среднего оборотов 3000 мин-1. Контроль давления масла фиксируется манометром на холостых и при нагрузке. Измерение температуры охлаждающей жидкости и масла ведется датчиками с записью динамики. Степень вибрации регистрируется акселерометром на кронштейне блока. Параметры подачи топлива и давления турбины сопоставляются с заводскими значениями посредством диагностического адаптера. Фиксация показателей производится протоколом с указанием режимов‚ времени‚ средних и пиковых значений.
Регулировка систем впрыска‚ турбины и подтверждение работоспособности
Настройка топливной системы производится посредством калибровки форсунок с использованием стенда и диагностического сканера. Значения подачи топлива фиксируются в протоколе. Коррекция состава смеси осуществляется по показателям лямбда-зонда и обратной связи ЭБУ. Турбина подлежит проверке на люфт и герметичность‚ после чего выполняется адаптация положения актуатора давления нагнетания. Настройка управления турбокомпрессором производится через программирование величин давления в блоке управления. Испытание двигателя проводится на холостом ходу и при нагрузке на стенде. Контроль параметров включает температуру‚ давление масла‚ обороты‚ давление наддува‚ угол опережения впрыска. Результаты замеров заносятся в акт‚ сопоставляются с нормативами производителя. При несоответствии параметров выполняется повторная регуляция или внесение изменений в прошивку ЭБУ. Подтверждение работоспособности оформляется в отчете о проведенных операциях и фиксируется срок гарантийного обслуживания.