
Предоставление услуги ремонта двигателя Changan UNI V 2.0 Turbo 233 л.с. включено: диагностика, оценка состояния, план работ и сроки.
Назначение документа
Документ предназначен для регламентации комплекса работ по ремонту двигателя Changan UNI V 2.0 Turbo 233 л.с. (2022–н.в.). Описание охватывает этапы диагностики и оценку состояния узлов, фиксацию результатов измерений компрессии и давления масла, процедуру демонтажа двигателя и навесных агрегатов, порядок разборки с маркировкой компонентов, технологию дефектовки с оформлением протоколов, методы восстановления геометрии блоков и коленчатого вала путем шлифовки и расточки, критерии подбора и установки поршней, колец и вкладышей, а также регламент работ по ремонту головки блока цилиндров, сборке силового агрегата и проведению обкаточных испытаний с проверкой параметров и оформлением окончательного отчёта;
Общие сведения о двигателе
Описание двигателя: 2.0 Turbo, 233 л.с., бензиновый, прямой впрыск, турбонагнетатель, система охлождения и смазки стандартизированы.
Технические характеристики Changan UNI V 2.0 Turbo 233 л.с. (2022–н.в.)
Тип двигателя: рядный четырехцилиндровый бензиновый с турбонаддувом. Рабочий объём 1998 см3. Максимальная мощность 233 л.с. при указанном производителем обороте. Максимальный крутящий момент 360 Н·м в диапазоне оборотов, указанном в спецификации. Система подачи топлива: непосредственный впрыск. Система управления: электронный блок управления двигателем с адаптивными режимами. Система смазки: под давлением, масляный насос с регулятором давления. Охлаждение: жидкостное, с электрическим вентилятором и термостатом. Компрессор турбины с изменяемой геометрией отсутствует/присутствует по базовой комплектации.
Подготовка к работам
Организация рабочего места производится: освобождение зоны, подача инструментов, подготовка подъемника, маркировка крепежа, обеспечение освещения.
Организация рабочего места и инструментария
Определение зоны выполнения работ с выделением площадки для демонтажа двигателя и отдельного участка для мелкой разборки. Освещение уровнем не ниже 700 люкс при рабочей поверхности. Пол с маслостойким покрытием и уклоном для слива технических жидкостей. Организация вытяжной вентиляции с производительностью, рассчитанной по объёму цеха.
Инструмент комплекта: набор динамометрических ключей с диапазоном 5–200 Н·м, съёмники, монтажные стойки для двигателя с грузоподъёмностью не менее 800 кг, домкраты и опоры. Приспособления для маркировки компонентов и хранения мелких деталей в условиях пылезащиты. Контейнеры для отработанных масел и фильтров по классу утилизации; Средства измерений: компрессометр, манометр масла с последовательным адаптером, микрометр, нутромер, щупы 0,01 мм. Защитные экраны и стойки для безопасного перемещения агрегата. Инструкция по калибровке измерительных приборов и журнал учёта метрологического контроля.
Диагностика состояния двигателя
Проведение комплексной диагностики двигателя включено: замер компрессии, оценка герметичности, проверка системы питания и турбины, фиксация дефектов.
Порядок проведения визуального осмотра
Визуальный осмотр производится по этапам, предусматривающим внешнюю оценку состояния двигателя и прилегающих узлов. Осмотр проводится при поднятом капоте, обеспечении освещения и устранении посторонних предметов в зоне доступа. Фиксация коррозии, трещин, следов перегрева, масляных и топливных подтёков проводится с указанием места и характера повреждения. Измерение уплотнений и состояниe прокладок осуществляется с применением калибров и щупов. Оценка состояния ремней и шлангов включает оценку трещиноватости, уплотнения и признаков старения. Электрические разъёмы осматриваются на предмет окисления и повреждений контактных групп. Документирование результатов производится в форме протокола с указанием фотофиксации и временной метки.
Оценка состояния узлов и агрегатов
Оценка производится по документированной методике. Измерение зазоров, контроль износа, фиксация дефектов в протоколе для последующей трассировки.
Критерии годности и предельные нормы износа
К деталям двигателя предъявляются объективные параметры годности. Для цилиндров допускается износ по внутреннему диаметру не более 0,06 мм относительно номинала; конусность допускается до 0,03 мм на длине рабочего участка. Для поршней предельный износ юбки составляется 0,05 мм; зазор между поршнем и цилиндром должен соответствовать технической вставке производителя. Для поршневых колец предельная ширина износа составляется 0,3 мм; осевой зазор в канале кольца допускается до 0,25 мм. Для вкладышей коленвала суммарный износ допускается 0,04 мм по прилеганию; биение шейки не более 0,01 мм. Для распределительного вала радиальный люфт допускается 0,03 мм; контакт кулачка с коромыслом оценивается по следам, предельная деформация 0,02 мм. Для головки блока цилиндров плоскостность прокладки не должна превышать 0,08 мм на длине измерения; трещины и повреждения седел клапанов приравниваются к негодности. Измерения проводятся калиброванными приборами; результаты вносятся в дефектовочный акт.

Измерение компрессии
Измерение компрессии производится по цилиндрам с применением манометра высокого давления. Результаты фиксируются в протокол. Анализ расхождений.
Методика замера и нормативные значения
Подготовка двигателя к замеру компрессии производится с отключением топливной подачи и снятием катушек зажигания. Прокрутка коленчатого вала стартером до стабилизации показаний выполняется при открытом дросселе. Применение манометра с адаптером к свечному отверстию допускается при рабочем температурном режиме 80–90 °C. Измерение проводится в каждом цилиндре по три замера с удалением максимума и минимумума и вычислением среднего значения.
Норматив для данного двигателя установлен 10,5–12,5 бар. Допуск на разброс между цилиндрами установлен 0,5 бар. Давление ниже 9,0 бар считается критическим для эксплуатации и документируется как основание для разборки. Протокол замеров оформляется с указанием температуры, числа оборотов, использованного манометра и серии показаний.
Измерение давления масла
Подключение манометра к масляной магистрали. Снятие показаний при холодном и прогретом двигателе. Сравнение с нормативами производителя.
Последовательность замеров и допустимые показатели
Проведение измерений давления масла и компрессии производится по установленной процедуре с использованием поверенного оборудования. Снятие датчиков и доступ к масляной магистрали выполняется после прогрева двигателя до рабочей температуры. При измерении давления масла измерения производятся при холостом ходу, при 2000 об/мин и при максимальной нагрузке; нормативы для Changan UNI V 2.0 Turbo 233 л.с.: холостой ход 0,8–1,2 бар, 2000 об/мин 2,0–3,0 бар, максимальная нагрузка не менее 2,5 бар. Замеры компрессии выполняются при отключенной системе впрыска и полностью заряженной аккумуляторной батарее; допустимые значения на цилиндр 12,5–14,5 бар с разбросом между цилиндрами не более 1,0 бар. Регистрация результатов производится в журнале технического контроля. При несоответствии нормативам производится повторная проверка после устранения выявленных утечек и восстановления герметичности.
Принятие решения о ремонте
Оценка результатов диагностики выполнена; Принятие решения производится на основании сопоставления дефектов, стоимости деталей и трудоёмкости работ.
Критерии перехода к разборке и ремонту
Принятие решения о разборке двигателя производится на основании результатов диагностики и измерений. Компрессия цилиндров сравнивается с нормативными значениями; при расхождении более 15% между цилиндрами или снижении ниже установленного предела назначается разборка. Давление масла сопоставляется с паспортными показателями; при фиксировании падения давления ниже минимального уровня или наличия переменных пиковых значений выполняется разборка для выявления причин. Визуальный осмотр головки блока и блока цилиндров при обнаружении трещин, деформаций, следов перегрева, эрозий седел или направляющих считается основанием для демонтажа. Шум, вибрация и дымление при рабочем режиме, зарегистрированные при холостом и нагрузочном цикле, классифицируются как показания к разборке. Измерение зазоров вкладышей проводится по технологии; при выходе за пределы допусков производится замена. Результаты дефектовки и лабораторных исследований фиксируются в протоколе с указанием перечня требуемых операций. Контроль износа поршней и колец выполняется по износу канавок и диаметру, при превышении предела запланирована замена. Оценка состояния ГБЦ включает проверку седел клапанов и направляющих; при несоответствии ремонт или замена головки подлежат выполнению. Решение о восстановлении компонента или его замене фиксируется с указанием критериев экономической целесообразности.
Снятие двигателя и навесных агрегатов
Демонтаж двигателя выполняется поэтапно. Маркировка компонентов производится. Съем агрегатов с фиксацией состояния и крепежа.
Порядок демонтажа и маркировка компонентов
Оглавление демонтажа сформировано в составе процедурного листа. Последовательность операций установлена: отключение аккумуляторной батареи, слив технологических жидкостей, снятие воздушного и впускного трактов, отсоединение топливных магистралей и электропроводки, демонтаж навесного оборудования. Для каждого узла составлен перечень креплений и точек опоры. Применение домкратов и стойки исполнения с грузоподъёмностью, превышающей массу двигателя, зафиксировано в документации. Подъём двигателя производится с применением траверсы и стропов, расчёт усилий указан в спецификации.
Маркировка компонентов осуществляется по индивидуальной системе клейм и бирк. Каждый снятый агрегат получает уникальный код, включающий номер узла, положение в сборке и направление установки. Фиксация проводится на оригинальных креплениях при помощи термостойких бирок или промаркированных пакетов. Места установки болтов и шайб маркируются с привязкой к схеме сборки. Пломбирование элементов, подлежащих регулировке, отмечено отдельным актом. Ведётся журнал с указанием даты демонтажа, кода исполнителя и состояния детали.
Хранение снятых элементов размещено по зонам с контролем влажности и температурного режима. Мелкие детали помещены в герметичные контейнеры с антиоксидантными вкладышами и маркировкой по коду сборки. Крупные узлы размещены на поддонах с фиксацией положения и наклейкой с указанием кода и ориентации при установке. Транспортировка между рабочими местами происходит по внутренним маршрутам с использованием тележек и стропов, имеющих идентификаторы. Документация перемещений прилагается к делу ремонта.
Разборка двигателя
Разборка проводится по этапам. Демонтаж крышек и навесов выполняется с маркировкой. Детали очищаются, фиксируются дефекты, составляется акт дефектовки.
Последовательность операций и фиксация дефектов
Последовательность операций представлена по этапам. Снятие навесных агрегатов производится с маркировкой трубопроводов и разъёмов. Демонтаж корпуса воздухозаборника и впускного коллектора выполняется с фотографированием исходного положения. Отсоединение топливной системы производится с использованием чистых ёмкостей для слива. Разборка головки блока цилиндров выполняется послойно с нумерацией крепёжных элементов.
Фиксация дефектов производится в журнале. Осмотр направляющих и седел производится визуально и инструментально. Измерения биения и люфтов фиксируются с указанием допусков. Обнаженные поверхности регистрируются фотографией с масштабом. Износ поршней и колец фиксируется с указанием размеров замера. Результаты сверяются с нормативами производителя. Протокол подписывается уполномоченным лицом и архивируется.

Дефектовка деталей
Проведение дефектовки выполнено по регламенту: фиксация повреждений, измерение износа, маркировка критичных деталей, оформление заключения о годности.
Методы контроля и документация выявленных дефектов
Визуальный контроль производится при разборке с фиксированием дефектов на фотографии и в акте дефектовки. Измерительный контроль выполняется с применением микрометра, индикатора часового типа, нутромера и контрольных калибров; полученные значения вносится в таблицу с указанием посадочных мест, номеров деталей и допусков. Неразрушающий контроль проводится методом магнитопорошкового или капиллярного контроля в зависимости от материала и вида дефекта; протоколы испытаний оформляются с указанием методики и результатов.
Отклонения от номинала подлежат классификации по степени критичности и отражению в заключении дефектовки. Ремонтные операции подлежат документированию с указанием требуемых операций и комплектующих. Составление отчёта включает перечень работ, заменённых деталей, измерений и приложенные фотофиксации.
Шлифовка и расточка
Шлифовка поверхности блока цилиндров выполняется по чертежным параметрам. Расточка отверстий цилиндров проводится с контролем овальности и конусности.
Параметры обработки блоков и коленчатого вала
Определение размера расточки цилиндров выполняется по замерам износа гильз с шагом 0,01 мм. Контроль биения и овальности выполняется микрометром и индикатором с поясом допуска ±0,02 мм. Обработка цилиндров предусматривает хонингование до шероховатости Rz 4–8 мкм. Допуск на диаметр после обработки указывается в техкарте двигателя и соответствует запасу ремонта +0,25 мм, +0,50 мм при двух ступенях ремонта.
Коленчатый вал подлежит замеру шеек по диаметру и круглости, измерение производится нутромером; предельный износ допускается до 0,05 мм. Шлифовка шеек выполняется с съёмом металла кратностью 0,01 мм. Балансировка коленвала осуществляется статическая и динамическая; балансировка проводится до остаточной неопределённости масс не более 1 г·см. Расточка и шлифовка сопровождаются отчётом с протоколом измерений и маркировкой обработанных деталей.

Замена поршней, колец и вкладышей
Демонтаж деталей выполняется по маркировке. Подбор компонентов по допускам. Замена поршней, колец и вкладышей выполняется с контролем зазоров.
Технические допуски и последовательность сборки
Приведены контрольные размеры и момент затяжки для узлов двигателя Changan UNI V 2.0 Turbo 233 л.с. Значения допуска цилиндров указаны в миллиметрах; предельный износ поршней и цилиндров обозначен отдельно.
Сборка производится по этапам. Установление вкладышей картерной части должно выполняться с чистой поверхностью и смазкой рабочей зоны. Поршневые кольца монтируются в пазах с распределением щелей по окружности, зазоры измеряются щупом; при несоответствии производится подбор новых комплектов.
Крепление крышки коленчатого вала производится в несколько этапов с последовательным увеличением момента. Моменты затяжки головки блока цилиндров приведены по шагам и с указанием повторной проверки после прогрева.
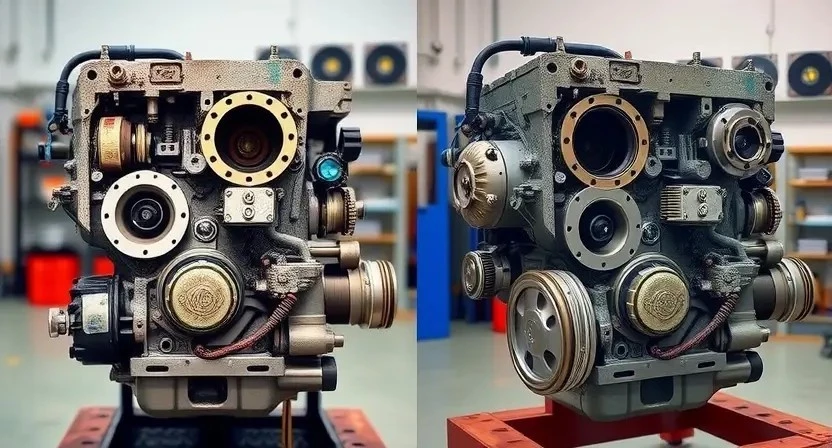
Ремонт или замена ГБЦ
Осуществление дефектовки головки блока цилиндров. Контроль седел и направляющих. Замена прокладки. Пригонка крышек и контроль геометрии.
Контроль седел, направляющих, прокладки и пригонка крышек
Визуальный осмотр седел клапанов выполнен под увеличением с фиксацией раковин, трещин и нарушений режущей кромки. Замеры геометрии седла произведены табличным микрометром; отклонения от цилиндрического профиля зафиксированы в протоколе. Измерение свободного хода направляющих выполнено штангенциркулем с выверкой по допускам производителя. Износ, превышающий предельные значения, указан в дефектной ведомости с предложением на замену.
Контроль поверхности посадки прокладки выполнен методом герметичности при давлении, отражены места локального подсоса и деформации. Выбор новой прокладки обоснован материалом и толщиной, соответствующими параметрам блока цилиндров и головки. Пригонка крышек клапанных механизмов произведена путем шлифования опорных фасок до обеспечения радиального биения в пределах заданных норм; зазоры между крышкой и направляющей зафиксированы в акте дефектовки. Испытание герметичности головки проводилось на стенде под контролем давления и температурного режима; результат отмечен как соответствующий или требующий ремонта.
Сборка двигателя
Сборка производится по технологическим картам. Контроль притирки, момент затяжки и последовательность сборки фиксируются в отчётной документации.
Технологическая последовательность и затяжка деталей
Определение этапов сборки выполнено с привязкой к каталогу производителя. Очередность операций составлена: установка вкладышей коленвала, установка поршневых шатунов, фиксация шатунных крышек, монтаж головки блока цилиндров, установка распредвалов, фиксация крышек коренных и распределительных подшипников, подсоединение навесных агрегатов. Допуски и усилия затяжки взяты из паспортных данных двигателя.
Усилия затяжки распределены по этапам: предварительная посадка болтов с низким моментом, равномерная последовательность по радиусу с шагом, окончательная затяжка с моментом и угловым приращением. Контроль угловой затяжки производится динамометрическим и угловым ключами. Фиксация моментов и углов в протоколе обязательна. При сомнении в состоянии крепежа замена болтов на новые с маркировкой должна быть выполнена. Регистрация параметров производится в документации на ремонт.

Обкатка и проверочные испытания
Обкатка произведена по режимам: прогрев, постепенная нагрузка, контроль давления и температуры. Испытания завершены с протоколом.
Режимы обкатки, контроль параметров и корректировка настроек
Обкатка двигателя производится по этапам с постепенным увеличением нагрузки и продолжительности работы. Первичный этап предусматривается холостым ходом при транспортном положении привода и минимальной температуре охлаждающей жидкости. Второй этап включает интервальные нагрузки до 60% расчетной мощности при контролируемом расходе масла. Последующий этап допускает кратковременные нагрузки до 80% мощности с восстановлением температуры системы до рабочей величины.
Контроль параметров осуществляется фиксацией давления масла, температуры охладителя, показаний датчика давления наддува, оборотов коленвала и состава выхлопных газов. Регистрация параметров выполняется через диагностический интерфейс и записывающие приборы. Корректировка настроек производится посредством адаптации управляющего блока управления двигателем и механической регулировки опережения зажигания при необходимости. Протокол обкатки составляется с указанием режимов, временных интервалов и зарегистрированных значений.
Оформление результатов работ
Составление акта выполненных работ. Внесение перечня операций, замененных деталей, измерений и фактических значений в отчётную документацию.
Составление отчёта, гарантийные условия и рекомендации по эксплуатации
Оформление отчёта производится по результатам диагностики и выполненных работ. Включение разделов: исходные параметры до ремонта, перечень измерений компрессии и давления масла, дефекты деталей с указанием размеров и предельных отклонений, перечень заменённых компонентов с заводскими номерами, применённые материалы и расходные элементы, проведённые операции шлифовки и расточки с указанием допусков, данные о сборке и моментных затяжках, результаты ходовых и стендовых испытаний.
Предоставление гарантии оформляется документально с указанием срока и условий. Условия охватывают заменённые детали и выполненные технологические операции; исключения описаны отдельно. Эксплуатационные рекомендации сформулированы как набор параметров: применяемое моторное масло и вязкость, интервалы замены фильтров и масла, режимы обкатки после капитального ремонта с контрольными значениями температуры и давления, допустимые нагрузки в первые километры. Рекламные формулировки исключаются. Документы подписываются уполномоченным представителем сервисного центра и прилагаются копии актов замеров и фотоматериалов состояния ключевых узлов.