

Вhведение
Обслуживание двигателя Chevrolet Equinox 2.0 Turbo 252 л.с. охватывает диагностику‚ измерения компрессии и давления масла‚ оценку состояния.
Объект обслуживания
Двигатель внутреннего сгорания модели 2.0 Turbo 252 л;с.‚ установленный на шасси Chevrolet Equinox выпуска 2010–2017 годов‚ рассматривается как единый объект технического вмешательства. Конструктивные особенности включают турбонагнетатель‚ прямой впрыск топлива‚ алюминиевый блок цилиндров и распределительный механизм с цепным приводом. Работы направлены на восстановление рабочих характеристик силовой установки и обеспечение соответствия нормативным параметрам давления масла‚ компрессии и герметичности уплотнений.
К узлам‚ подлежащим обслуживанию‚ отнесены блок цилиндров‚ поршневая группа‚ коленчатый вал‚ вкладыши‚ головка блока цилиндров‚ клапанный механизм и система смазки с масляным насосом. Оценка состояния предполагает испытания под нагрузкой‚ стендовые проверки вала и измерения геометрии гнезд под вкладыши. Съем двигателя производится с маркировкой креплений и магистралей. Дефектовка проводится с применением измерительных приборов и инструментов по стандартам по допускам изготовителя. Шлифовальные операции выполняются с контролем круглости и биения. Расточка блока производится по заданным ремонтным размерам. Замена комплектующих включает поршни‚ кольца и вкладыши с подбором по номиналу и ремонтному классу. Работы по головке включают притирку седел‚ проверку и правку прилегания и замену прокладки под головкой. Сборочные операции выполняются с соблюдением моментов затяжки и очередности сборки в соответствии с регламентом. Обкатка агрегата осуществляется в режимах‚ определенных технологией‚ с последующей регулировкой систем управления двигателем. Документирование работ включает отчет о дефектах‚ перечень замененных деталей и результаты измерений.
Предварительная информация
Период выпуска 2010-2017. Модификация 2.0 Turbo 252 л.с. Описание конструктивных отличий‚ особенности питания‚ система турбонаддува и электронный контроль.
Период выпуска и модификация двигателя
Производство силового агрегата 2.0 Turbo 252 л.с. осуществляется в период 2010–2017 годов. Конструкция включает турбонагнетатель‚ непосредственный впрыск топлива‚ систему изменения фаз газораспределения на впуске и выпуске. Номер двигателя и маркировка присутствуют на блоке цилиндров рядом с картером. Выпускные узлы и система наддува имеют заводскую нумерацию‚ вариации по уровню мощности фиксируются в сервисной документации. Регистрационные данные двигателя сопоставляются с базой производителя для подтверждения конфигурации. Программные версии блока управления фиксируются при диагностике и сохраняются в отчете.
Цели услуги
Определение технического состояния двигателя. Выполнение замеров компрессии и давления масла. Оценка дефектов для принятия решения о ремонте.
Перечень выполняемых работ
Диагностика двигателя с использованием специализированного оборудования для определения кодов неисправностей и параметров работы. Измерение компрессии цилиндров с применением манометра высокого давления; фиксация показаний по каждому цилиндру. Замер давления масла в рабочем режиме и при холостых оборотах с подключением к магистрали через измерительный штуцер. Снятие двигателя с маркировкой и каталогизацией креплений и линий; визуальная фиксация состояния внешних узлов. Разборка силового агрегата по технологической карте с хранением деталей в промаркированных контейнерах. Дефектовка с контролем геометрии плоскостей‚ проверкой цилиндро-поршневой группы и шатунных шеек с применением микрометра и индикатора. Шлифовка коленвала и расточка блока цилиндров в условиях специализированной станочной обработки. Подбор поршней‚ колец и вкладышей по номинальным и ремонтным размерам; замена и монтаж с соблюдением монтажных допусков. Работы по головке блока цилиндров с проточкой седел клапанов и заменой прокладки; контроль герметичности камер сжатия. Сборка двигателя по регламенту с контролем моментов затяжки и последовательности операций. Обкатка восстановленного агрегата в режимах‚ предусмотренных паспортом‚ с мониторингом давления масла и температуры; настройка систем управления двигателем и адаптация параметров через дилерский диагностический интерфейс. Финальная проверка рабочих характеристик и формирование отчетной документации с перечнем замененных деталей и замеров.

Подготовка к приему автомобиля
Осмотр кузова и моторного отсека выполнен. Документы сверены. Запись дефектов выполнена. Подготовка места для демонтажа двигателя произведена.
Документация и регистрация автомобиля
Приём автомобиля оформляется регистрационной картой с указанием VIN‚ номера кузова‚ двигателя и пробега. Заполнение карточки производится с внесением заявленных работ: диагностика‚ измерение компрессии‚ измерение давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена поршней‚ вкладышей‚ колец‚ головки блока‚ обкатка‚ настройка. Сбор первичных документов включает техпаспорт‚ сервисную книжку при наличии‚ договор на обслуживание и согласование условий оплаты. Внесение данных в систему учёта выполняется по стандартному шаблону с присвоением номер-ордера и указанием контактных данных владельца автомобиля. Оформление сметы производится отдельно с разбиением на работу и запчасти. Подписи ответственных лиц в регистрационной карточке фиксируются датой и временем.

Диагностика состояния двигателя
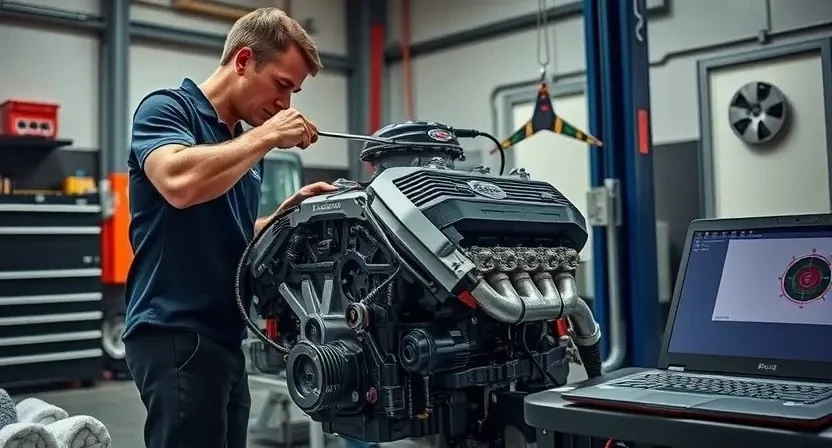
Визуальный осмотр выполняется с фиксированием утечек. Снятие кодов ошибок и анализ динамики оборотов выполняются для выявления неисправностей.
Визуальный осмотр и первичные замеры
Визуальный осмотр двигателя Chevrolet Equinox 2.0 Turbo 252 л.с. проводится с целью выявления внешних повреждений и утечек. Осмотреть корпусы‚ шланги‚ проводку‚ кронштейны‚ соединения выпускной системы. Зафиксировать следы масла‚ охлаждающей жидкости‚ нагара вокруг турбокомпрессора и коллектора. Оценить состояние опор и крепежных элементов. Проведение первичных замеров включает измерение давления масла на горячем и холодном состоянии с использованием манометра‚ замер сопротивления свечей зажигания омметром‚ замер показаний датчиков давления и температуры. Замеры обязаны фиксироваться в отчете.
Измерение компрессии
Подготовка цилиндров к замеру производится снятием свечей. Измерения проводятся манометром при провороте коленвала; значения фиксируются по цилиндрам.
Процедура снятия показаний и анализ результатов
Подготовка оборудования производится к выполнению измерений компрессии. Отключение системы зажигания и топливоподачи выполняется перед демонтажем свечей. Снятие показаний компрессии производится при заведённом стартере до достижения стабильных показателей; фиксация значений производится по каждому цилиндру с указанием числа оборотов‚ давления в бар и времени измерения. Запись результатов производится в журнал диагностики с указанием идентификатора двигателя и пробега.
Анализ результатов проводится по сравнению с нормативными значениями производителя. Отклонения давления в цилиндрах классифицируются как: незначительные отклонения при расхождении до 10 процентов; средние при расхождении 10-20 процентов; значительные при расхождении свыше 20 процентов. Анализ включает оценку симметричности показателей между цилиндрами и выявление разброса. На основании результатов принимается решение о необходимости дальнейшей диагностики с применением теста на герметичность цилиндров и замера компрессии после цилиндро-компрессионной прочистки.

Измерение давления масла
Замер давления масла производится манометром в рабочем диапазоне оборотов. Отклонения сравнены с заводскими значениями‚ зафиксированы в отчете.
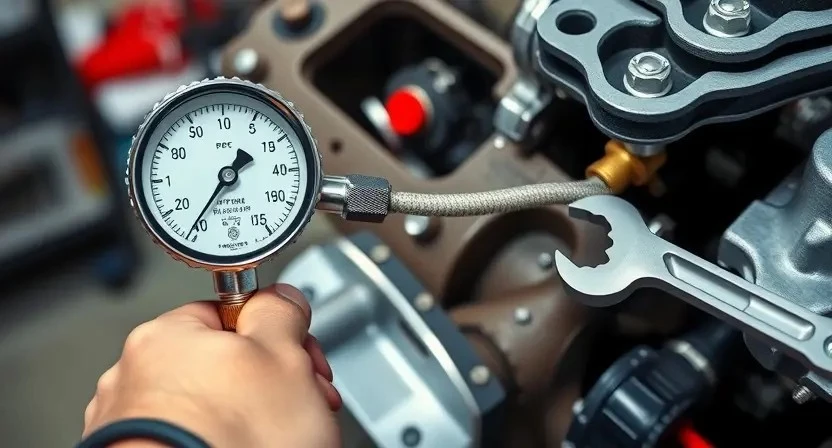
Методика замера и критерии оценки
Измерение давления масла производится с использованием калиброванного манометра через порт масляного фильтра или штуцер в корпусе масляного насоса. Перед началом замеров выполнить прогрев двигателя до рабочей температуры 90-100°С. Фиксация показаний осуществляется при холостом ходе и при повышенных оборотах 3000 об/мин. Сравнение с эталонными значениями производится по данным производителя и техническим нормативам. Отклонение более 20% от номинала считается критическим. Допуск пульсации давления допускается в пределах 10% от установленного значения. Измерение проводится при исправной системе смазки и фильтрации.
Графики давления регистрируются цифровыми средствами. Анализ полученных данных включает оценку стабильности‚ амплитуды и частотных компонентов. При выявлении аномалий производится дополнительная проверка масляного насоса‚ гидротолкателей‚ маслопроводов и состояния масляных каналов в блоке цилиндров. Результаты документируются с указанием точных условий замера: температура‚ обороты‚ модель манометра‚ место подключения. В протокол вносится заключение по соответствию нормам и предложение о дальнейших диагностических операциях или ремонте.
Оценка необходимости капитального ремонта
Анализ параметров компрессии и давления масла. По результатам измерений выносится заключение о целесообразности капитального ремонта двигателя.
Критерии принятия решения
Оценка состояния двигателя выполняется на основании измерений и визуальных данных. Измерение компрессии проводится во всех цилиндрах с фиксацией показателей в протоколе. Отклонение по величине компрессии свыше 15% относительно максимального значения признаётся критерием для дальнейших исследований. Измерение давления масла производится при холодном и рабочем режимах; понижение давления ниже технической нормы ведёт к рекомендации разборки. Визуальная дефектовка выявляет трещины‚ выкрашивание и следы перегрева. Износ втулок и вкладышей оценивается по суммарному люфту и микрометру. Принятие решения о капитальном ремонте основывается на совокупности данных: компрессия‚ давление масла‚ геометрия каналов‚ наличие механических повреждений; Стоимость восстановления оценивается с учётом трудоёмкости и потребных запчастей. Риск отказа при сохранении эксплуатации без ремонта учитывается в заключении.
Снятие двигателя
Демонтаж двигателя производится поэтапно. Отсоединение коммуникаций‚ маркировка трубопроводов и электроразъемов. Подъем агрегата краном. Хранение на подставке.
Последовательность демонтажа и маркировка деталей
Снятие двигателя производится по этапам. Демонтаж начинается с отключения систем электропитания‚ удаления воздушного тракта и снятия навесных агрегатов.
Слив рабочих жидкостей выполняется отдельно. Слив масла и охлаждающей жидкости производится в промаркированные ёмкости. Электрические разъёмы маркируются при помощи пронумерованных бирок.
Крепления привода и трубопроводы отмечаются цветовой маркировкой. Топливная магистраль изолируется и защищается заглушками. Трубопроводы охлаждения и вентиляции картера снабжаются идентификаторами.
Блок крепёжных элементов распределяется по сортам в контейнеры с маркировкой места установки. Болты и шпильки укладываются последовательно в лотки с указанием номера цилиндра или узла.
Детали‚ подлежащие хранению на стеллажах‚ пакуются в промаркированные пакеты с указанием каталожного номера и размера износа.
Разборка силового агрегата
Демонтаж корпуса двигателя производится поэтапно. Маркировка деталей выполнена. Сборочные узлы разделены‚ компоненты уложены по каталогам.
Технология разборки и хранение деталей
Разборка двигателя выполняется по этапам с фиксацией очередности снятия узлов. Снятие навесного оборудования производится перед демонтажем головки блока цилиндров. Демонтаж головки выполняется с применением динамометрического инструмента для исключения деформации посадочных поверхностей. Снятие коленчатого вала и шатунных узлов осуществляется поочередно с маркировкой каждого положения. Поршневые группы помечаются для дальнейшей идентификации по цилиндрам. Детали очищаются от отложений без абразивного воздействия на рабочие поверхности. Хранение элементов производится в специально отведённых ящиках с защитной упаковкой‚ разделение по типам и габаритам. Мелкие крепёжные изделия комплектуются по набору с привязкой к узлу и суммарной картой учёта. Металлические поверхности защищаются антикоррозийным составом в пределах рекомендуемых технологией значений. Инструментальная документация обновляется в момент завершения разборки для передачи в участок дефектовки.
Дефектовка деталей
Выполнение дефектовки направлено на выявление износа‚ трещин‚ задиров и усталостных повреждений; замеры геометрии и твердости поверхностей проводятся с документацией.
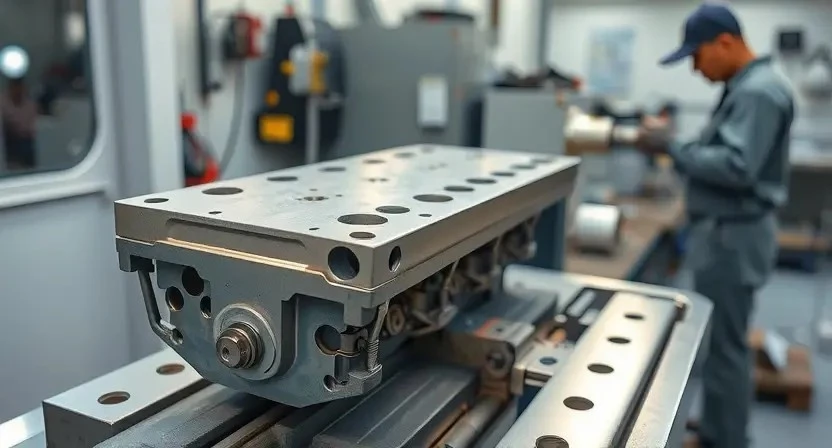
Контроль геометрии и выявление износа
Проверка геометрии проводится после разборки деталей силового агрегата. Блок цилиндров устанавливается на плиту измерительную. Плоскостность поверхности головки и блока измеряется щупом и индикатором. Отклонения регистрируются в журнале. Оценка цилиндров производится методом измерения конуса и овальности микрометрией и нутромером. Диаметры фиксируются для каждого цилиндра отдельно. Коленчатый вал подвергается контрольному замеру биений и радиального износа на расточном станке. Шатуны и шейка коленвала проверяются на продольный изгиб. Зазоры в коренных и шатунных подшипниках документируются. Износ распределительного вала определяется методом измерения профиля кулачков. Результаты используются для принятия решения о восстановительном шлифовании или замене комплектующих.
Шлифовка и расточка
Шлифовка коленвала и расточка блока выполняются на станках. Контроль биения и шероховатости производится по прецизионным параметрам для восстановления геометрии.
Подготовка коленвала и блока цилиндров
Демонтаж коленвала и блока цилиндров выполняется с маркировкой сопрягаемых поверхностей. Очистка рабочих поверхностей производится химическими и механическими средствами до удаления следов масла‚ нагара и коррозии. Контроль геометрии поверхности коленвала выполняется на оправке с использованием индикатора часового типа; показания фиксируются в протоколе измерений. Контроль цилиндров проводится с помощью нутромера и калиброванных щупов; измеренные данные сравниваются с заводскими допусками. При обнаружении износа или деформации документирование дефектов и направление на шлифовку или расточку. Протокол подготовки включает перечень заменяемых деталей‚ требуемые размеры после обработки и допустимые отклонения. Хранение подготовленных деталей производится в упакованном виде на стеллажах с маркировкой изделия и номера заказа.
Замена поршней‚ колец и вкладышей
Подбор комплектов по коду двигателя. Замена производится по допускам. Монтаж выполняется с контролем зазоров‚ очисткой масляных каналов.
Подбор комплектующих и монтажные допуски
Подбор комплектующих производится по каталожным номерам оригинальных и допущенных заменителей‚ соответствующих спецификациям производителя для двигателя 2.0 Turbo 252 л.с. Указание на соответствие материалов и термической обработки должно присутствовать в сопроводительной документации. Выбор поршней‚ колец и вкладышей осуществляется по размерной группе‚ определяемой замерами блока цилиндров и коленвала. Подбор уплотнений и прокладок производится по толщине и материалу с учетом рабочей температуры и давления.
Монтажные допуски фиксируются в технологической карте. Зазоры шатунных вкладышей устанавливаются согласно таблице допусков; контроль производится микрометром и щупом. Шероховатость поверхностей посадки колец регламентируется допуском Ra‚ указанием в спецификации. Моменты затяжки крепежа головки и крышек шатунов указываются с применением динамометрического ключа с шагом контроля. Соответствие параметров вносится в акт приемки деталей.
Работы по головке блока цилиндров
Головка демонтирована. Ремонт включает шлифовку плоскости‚ восстановление седел клапанов‚ замена направляющих‚ установка новой прокладки.
Ремонт ГБЦ‚ проточка и замена прокладки
Демонтаж головки блока цилиндров производится после маркировки мест установки и отключения коммуникаций. Головка направляется на внешнюю дефектовку для выявления трещин и деформаций. Контроль геометрии поверхности плоскости осуществляется на плоскопараллельном столе с применением щупов и индикатора; отклонение превышающее допустимое считается дефектом. При обнаружении трещин применяется методика ультразвукового или красителя контроля. Проточка поверхности плоскости выполняется на станке с подачей охлаждающей жидкости до достижения проектной плоскостности. Снятие фасок и восстановление под форсунки производится специнструментом; Замена прокладки производится только при достижении требуемой чистоты и шероховатости сопрягаемых поверхностей; применяются только сертифицированные прокладки. Затяжка болтов головки выполняется по заданной схеме и моментам в несколько этапов с использованием динамометрического ключа; контроль остаточного угла производится угломером. Испытание герметичности головки проводится стендом под давлением охладительной жидкости и компрессией в камерах сгорания; утечка выше нормативной рассматривается как причина повторной обработки или замены детали.
Сборка двигателя
Сборка производится с контролем крутящих моментов‚ последовательностью операций и использованием новых уплотнений. Моменты затяжки фиксируются в отчете.
Контроль моментов затяжки и последовательность операций
Фиксация моментных значений производится по регламенту производителя двигателя. Применение динамометрического ключа и калиброванных переходников обеспечивается. Очередность затяжки головки цилиндров устанавливается на основе схемы усилий: начальная стадия — равномерная с малым значением момента‚ вторая стадия, промежуточное значение с крестовым порядком‚ третья стадия — окончательное значение с указанным угловым доворотом.
Контроль производится через протокол с указанием этапов‚ номеров болтов и зафиксированных величин. Возвратность затяжки фиксируется после теплового цикла. Применение анкерных элементов и новых крепежных изделий регламентируется. Класс прочности и момент нанесённой смазки документируется. Риск образования деформаций снижается последовательностью и контролем итоговых моментов.

Обкатка и настройка после ремонта
Обкатка двигателя производится по режимам: холостой ход‚ частичные нагрузки‚ постепенное увеличение оборотов. Настройка выполняется по параметрам ЭБУ.
Режимы обкатки и регулировка систем
Предъявление требований к обкатке двигателя Chevrolet Equinox 2.0 Turbo 252 л.с. производится документально. Первичный прогрев двигателя выполняется до рабочей температуры охлаждающей жидкости 90–105 °C с выдержкой на холостом ходу для стабилизации масляного давления. Последующие циклы эксплуатации включают чередование нагрузок: 10 минут без нагрузки‚ 15 минут переменной нагрузки с плавным увеличением оборотов до 3000 об/мин‚ 5 минут холостого хода. Регистрация параметров проводится с использованием стендового оборудования.
Настройка топливной системы и системы управления двигателем производится посредством диагностического сканера. Корректировка базовых параметров топлива и угла опережения зажигания выполняется по заводским картам; Контроль давления наддува и температурных режимов ведется непрерывно в ходе обкатки. Протоколирование параметров обязательно.
Окончательная проверка и передача автомобиля
Финальная диагностика двигателя проведена. Испытания на холостом ходу и под нагрузкой выполнены. Оформление актов выполнено и передача оформлена.
Финальная диагностика и оформление отчетной документации
Завершительная проверка двигателя Chevrolet Equinox 2.0 Turbo 252 л.с. проводится после работ по обкатке и регулировке систем. Контроль включает измерение компрессии‚ давления масла и анализ рабочих параметров в рабочих режимах. Испытания проводятся на стенде и при дорожной имитации нагрузок. Результаты фиксируются в протоколах с указанием измеренных значений‚ допустимых пределов и выявленных отклонений. Отклонения подлежат интерпретации согласно техническим регламентам производителя. Оформление включает перечень выполненных операций‚ список заменённых деталей с заводскими номерами и серийными обозначениями‚ подтверждающие документы по покупке компонентов‚ фотографии критичных узлов в исходном и восстановленном состояниях‚ отметки о калибровке измерительных приборов и подписи ответственных специалистов. Финальная запись в сервисной книжке производится с датой‚ пробегом и регистрационными данными автомобиля.