
Описание услуги по ремонту двигателя Citroën C5 Aircross 1.2 PureTech 130 (2017–н.в.). Перечень операций, контрольные параметры и ответственность за качество.
Цель документа
Определение объема работ по капитальному ремонту двигателя Citroën C5 Aircross 1.2 PureTech 130 (2017–н.в.). Описание задач, подлежащих выполнению, и критериев оценки результата. Установление последовательности действий при диагностике и контроле параметров. Указание методов измерения компрессии и давления масла, методик снятия агрегатов, разборочных операций и дефектовки. Формулирование требований к шлифовке и расточке, подбору поршней, колец и вкладышей по размерам и классам. Описание операций по восстановлению головки блока цилиндров с контролем герметичности. Уточнение этапов сборки, регулировки фаз газораспределения и моментов затяжки. Определение программы обкатки и проверки рабочих характеристик после ремонта.
Область применения
Применение услуги ограничено двигателями Citroën C5 Aircross 1.2 PureTech 130 2017–н.в. Выполнение диагностических и восстановительных работ по двигателю, узлам и системам автомобиля.
Модель и годы выпуска
Указанная модель: Citroën C5 Aircross с бензиновым двигателем 1.2 PureTech 130 л.с. Конструкция двигателя предусматривает турбонаддув, цепной привод распределительного вала, система непосредственного впрыска топлива. Серии мотора соответствуют выпуску с 2017 года по настоящее время. Применяемые материалы: алюминиевый блок с чугунными гильзами отсутствуют, гильзование цилиндров выполнено хонингованием в корпусе. Обслуживание регламентировано по пробегу и времени. Предусмотрены заводские коды двигателя и модификации по программному обеспечению. Соответствие узлов обозначено в сервисной документации.
Перечень выполняемых услуг
Диагностика, оценка состояния, измерение компрессии и давления масла. Снятие, разборка, дефектовка. Шлифовка, расточка, замена поршней, колец, вкладышей.
Комплекс работ
Диагностика двигателя выполняется с применением электронной системы считывания кодов неисправностей и измерительных приборов. Оценка состояния производится по показателям компрессии, давления масла, состояния агрегатов и видимых дефектов. Измерение компрессии цилиндров проводится манометрическим методом с протоколированием результатов. Измерение давления масла выполняется при рабочих и холостых оборотах. Снятие двигателя и основных узлов производится с маркировкой и упаковкой снятых деталей. Разборка блока и головки осуществляется на стенде. Дефектовка включает контроль размеров, геометрии, овальности и трещинообразования. Шлифовка и расточка выполняются в соответствии с технологическими допусками. Замена поршней, колец и вкладышей производится по классу посадки. Ремонт или замена головки блока осуществляется с регулировкой клапанного механизма и проверкой герметичности. Сборка выполняется по моментам затяжки и фазировке газораспределения. Обкатка проводится по регламентированной программе с последующей настройкой параметров управления двигателем.
Предварительная приемка
Приемка выполняется с регистрацией техданных, осмотром видимых повреждений и фиксацией уровней жидкостей. Оформление дефектного акта производится.
Осмотр и регистрация дефектов
Визуальный осмотр двигателя выполнен с фиксацией внешних повреждений, утечек и следов перегрева. Фиксация обнаруженных следов коррозии, трещин в корпусных деталях и деформаций произведена в журнале дефектов. Регистрация зазоров в приводе газораспределения и состояния ремня или цепи осуществлена с указанием измеренных величин. Оценка состояния уплотнений и прокладок выполнена с отражением характера утечек и мест проявления. Запись по работе включила фотофиксацию критических мест и коды обнаруженных неисправностей. Описание посторонних звуков и вибраций зафиксировано с указанием условий их появления. Документация подготовлена для последующей дефектовки и формирования сметы ремонта.

Диагностическая программа
Электронная диагностика выполняется. Считывание кодов ошибок. Замеры давления масла и компрессии планируются по регламенту. Фиксация результатов в отчёте.
Электронная диагностика управления двигателем
Подключение диагностического сканера к штатной разъему. Считывание кодов неисправностей, регистрация параметров датчиков и исполнительных механизмов в реальном времени. Состояние топливной системы фиксируется через давление топлива, управление форсунками и угол опережения зажигания. Управление турбонаддувом и система рециркуляции газов анализируются отдельно. Система зажигания проверяется по сигналам катушек и датчика коленвала. Коррекции адаптации и обнуление ошибок выполняются при подтверждении устранения причин. Проверка работоспособности клапанов управления. Актуализация программного обеспечения контроллера при наличии обновлений. Отчет о диагностике формируется с перечнем кодов и рекомендаций по дальнейшим работам.
Оценка состояния двигателя по внешним признакам
Визуальный осмотр выявляет масляные протечки, следы перегрева, коррозию, трещины. Фиксация повреждений производится с указанием места и размера.
Осмотр агрегатов и узлов
Визуальный осмотр агрегатов и узлов двигателя Citroën C5 Aircross 1.2 PureTech 130 (2017–н.в.) проводится по регламенту. Осмотр включает оценку состояния навесного оборудования, системы впуска, системы выпуска, системы охлаждения, масляной системы, привода ГРМ и электрических соединений. Фиксация повреждений производится в журнале дефектов с указанием местоположения и характера дефекта. Измерение износа уплотнений, шкивов и ремней выполняется по калибровочным шаблонам и микрометрам. Результаты осмотра сравниваются с заводскими допусками. Наличие масляных подтеков регистрируется с указанием источника. Дефектные узлы маркируются для дальнейшей разборки. Плотность соединений оценивается визуально и инструментально;
Измерение компрессии цилиндров
Измерение компрессии производится компрессометром при снятых форсунках и отключенном зажигании. Регистрирование показаний и сравнение с нормативами.
Методика и критерии оценки
Измерение компрессии выполняется с помощью манометра со шкалой до 30 бар. Замер проводится при прогреве до рабочей температуры двигателя и при отключенной топливной системе для устранения помех, каждый цилиндр фиксируется по отдельности. Допустимый разброс между цилиндрами составляет не более 1,5 бар. Порог замены поршневой установлен при снижении ниже 9 бар для бензинового мотора. Измерение давления масла производится датчиком манометрического типа в масляной магистрали при 3000 об/мин; норматив минимального давления на горячем двигателе ⎻ 1,5 бар. Прогиб клапана фиксируется по величине утечки масляной камеры и герметичности при давлении 2 бар. Результаты вносится в акт дефектовки и сравнивается с паспортными значениями производителя для принятия решения о ремонте, расточке или шлифовке.
Порядок измерений и нормативы
Подготовка двигателя к замеру компрессии подразумевает прогрев до рабочей температуры и отсоединение системы зажигания. Измерение компрессии производится при открытом дросселе, прокрутке стартером с фиксированным числом оборотов. Результаты фиксируются в кПа или бар. Допустимое расхождение между цилиндрами не более 10% от среднего значения. Минимальное давление для оценки годности составляет 9,5 бар. Измерение давления масла проводится под нагрузкой и на холостом ходу манометром через тестовый штуцер. Норма давления при 2000 об/мин не менее 2,5 бар. При снижении параметров выполняется дополнительная диагностика масляной системы и шатунных вкладышей.

Подготовка к разборке
Демонтаж проводится по регламенту. Обеспечение чистоты рабочего места. Маркировка снятых узлов. Фиксация положения деталей перед хранением.
Демонтаж агрегатов и маркировка деталей
Последовательность демонтажа двигателя фиксируется в документации. Снятие навесного оборудования производится по этапам: топливная аппаратура отключается, система охлаждения и система смазки разгружаются, электрические соединения отсоединяются, трубопроводы и шланги промаркированы. Маркировка деталей выполняется с использованием клейких бирок и цифровых кодов. На каждой детали указывается позиционный номер, направление установки и примечание о состоянии поверхностей. Фиксация соответствия деталей и узлов производится фотографированием и внесением данных в журнал. Упаковка элементов с контролируемыми размерами осуществляется в индивидуальные контейнеры с амортизацией. Обозначение критических допусков наносится на сопроводительную ведомость. Отклонения размеров и дефекты вписываются в акт дефектации. Хранение маркированных деталей организуется по группам: корпусные элементы, подвижные соединения, крепеж.
Снятие двигателя и основных узлов
Демонтаж двигателя выполняется по регламенту. Отсоединение коммуникаций, слив жидкостей, маркировка жгутов и креплений, применение подъёмного оборудования.
Последовательность работ при демонтаже
Подготовка рабочего места выполнена с фиксацией состояния кузовных соединений и электроразъемов. Электросистема обесточена через отключение клеммы аккумулятора; топливная магистраль подается в безопасное положение посредством слива топлива в специализированную емкость. Системы охлаждения и смазки частично опорожнены для исключения протечек при демонтаже. Съем воздухозаборника и вспомогательных кожухов произведен с маркировкой узлов для обратной сборки. Гидравлические и вакуумные соединения отключены с закупоркой торцов. Подвесные опоры двигателя подшиты для равномерного снятия нагрузки. Тросы управления и тяги сняты с фиксацией положений. Электронные блоки управления выведены из зоны работ и зафиксированы в защитных контейнерах. Система выпуска отсоединена на фланце перед каталитическим нейтрализатором с протоколированием состояния прокладок. Крепежные болты опечатаны по моментам затяжки и помечены по очередности снятия. Строповка выполнена с использованием траверсы, соответствующей массе агрегата. Подвижная опора трансмиссии закреплена под оттяжкой для предотвращения провисания. Снятие двигателя производится подъемным механизмом со скорректированной центровкой. Демонтаж завершен снятием навесных агрегатов вместе с поддоном картера для упрощения последующей разборки.
Разборка блока цилиндров и головки
Разборка выполняется по этапам. Демонтаж крепежа, снятие головки, маркировка деталей, удаление масляных каналов, подготовка к дефектовке и измерениям.
Разборочные операции и лимиты износа
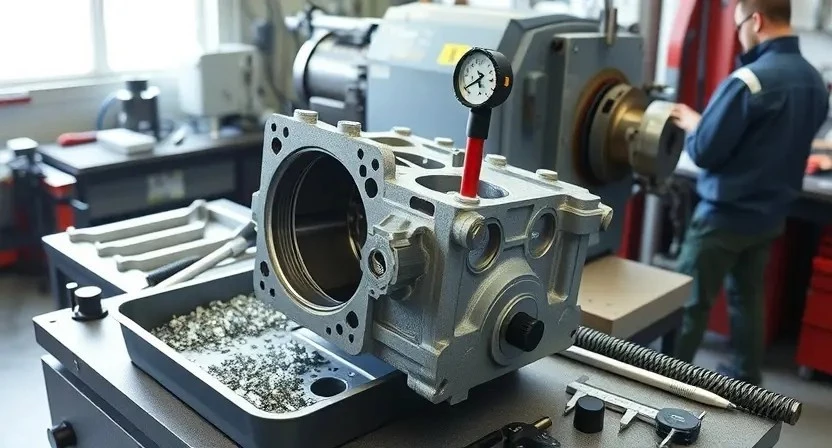
Разборка блока цилиндров проводится по регламенту производителя. Демонтаж навесных агрегатов выполняется с маркировкой соединений и фиксаторов. Выверка болтовых соединений производится по номерам. Снятие головки цилиндров осуществляется после слива охлаждающей жидкости и масла. Контроль плоскостности поверхности головки и блока проводится штык-щупом и микрометром. Измерение отверстий направляющих втулок клапанов осуществляется микрометром; предел износа указан в технической документации. Измерение диаметра цилиндров выполняется индикатором часового типа; предельный износ по диаметру и конусности фиксируется в паспорте ремонта. Замер биения коленчатого вала производится индикатором; износ шейки коленвала сопоставляется с заводскими допусками. Проверка поршней и поршневых колец включает измерение зазора и износа канавок; замена производится при превышении допустимых значений. Испытание масляных каналов на проходимость выполняется продувкой с заданным давлением. Контроль резьбовых соединений проводится стендовым калибром; восстановление резьбы фиксируется в акте дефектовки.

Дефектовка и оценка пригодности деталей
Оценка проводится по размерам, износу и наличию трещин. Измерения выполняются шаблонами и приборами. Решение о замене выносится по нормам.
Контроль геометрии и микротрещин
Оценка геометрии деталей блока и головки выполняется с использованием индикаторов, микрометров, шаблонов и плоскопараллельных плит. Замеры плоскостности выполняются в трех направлениях с фиксацией отклонений в миллиметрах. Контроль соосности отверстий производится расточным прибором. Измерение конусности цилиндров фиксируется по классу износа. Наличие трещин исследуется магнитопорошковой методикой на деталях из ферромагнитных сплавов. Для алюминиевых компонентов применяется капиллярный метод и ультразвуковая дефектоскопия. Результаты заносятся в протокол с указанием местоположения, длины и глубины дефекта. Решение о восстановлении принимается на основании таблицы допустимых дефектов и ремонтных величин.

Шлифовка и расточка блоков и ГБЦ
Шлифовка поверхностей цилиндров и плоскостей головки производится до заводских допусков. Расточка цилиндров выполняется под ремонтный размер. Контроль гарантируется.
Точностные требования и допуски
Установлены метрические допуски для обработки блока и головки цилиндров. Шероховатость рабочих поверхностей указана в микрометрах. Геометрические параметры подлежат контролю по паспорту детали. Прямолинейность плоскостей допускается в пределах указанных величин. Диаметр цилиндров допускается к расточке с учетом ремонтных размеров. Концентричность посадочных мест под коленчатый вал должна находиться в пределах заводских допусков. Биение шейки коленвала определяется по нормативу и подлежит корректировке при превышении. Толщина стенок поршневых канавок нормируется. Заусенцы и радиусы кромок допускаются в пределах, обеспечивающих герметичность и ресурс. Контроль натягов вкладышей производится измерением зазора масляной пленки. Моменты затяжки болтов устанавливаются согласно каталожным значениям с допуском на погрешность.

Замена поршней, колец и вкладышей
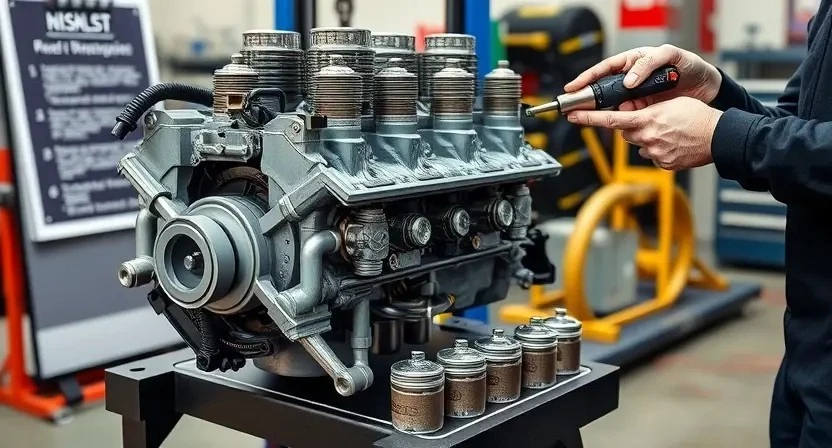
Замена выполняется по результатам дефектовки. Подбор по диаметру и классу. Измерение зазоров. Установка с контролем натяга и взаимного расположения.
Подбор деталей по размеру и классу
Подбор поршней выполняется на основе измерений цилиндров после расточки или шлифовки. Классификация поршней по диаметру и допускам должна соответствовать заводским пределам. Подбор колец производится по внутреннему диаметру поршня и ширине канавок. Зазор в замке колец сверяется по нормативам производителя. Подбор вкладышей осуществляется по калибру шатунных и коренных шеек коленчатого вала. Класс вкладышей определяется по внутренним размерам корпуса и наружным размерам вала. Подбор прокладок ГБЦ осуществляется по толщине и материалу с учетом температурных нагрузок. Подбор болтов крепления головки производится по классу прочности и длине резьбовой части. Применение компонентов заводского уровня допускается при подтверждении сертификатов и соответствия геометрии деталей. Контроль размеров фиксируется в отчете о дефектовке; допуски указываются в таблице измерений.
Ремонт или замена головки блока цилиндров
Осмотр ГБЦ выполнен. Дефекты фиксированы. Разборка производится по регламенту. Принятые операции: шлифовка седел, правка плоскости, замена направляющих.
Работы по клапанному механизму и герметичности
Операции по клапанному механизму включают демонтаж элементов газораспределения, измерение зазоров, дефектовку направляющих и седел. Измерение посадочных поверхностей выполняется микрометром и индикатором, дефекты фиксируются в протоколе. Замена изношенных направляющих и седел производится подбором деталей по размеру и материалу. Притирка клапанов выполняется до достижения контрольного давления камеры сгорания. Проверка герметичности производится путем подачи сжатого воздуха под масляным голоданием с манометром для фиксации утечек.
Контрольный отчет содержит размеры, допуски, примененные детали и результаты испытаний.
Сборка двигателя и контрольные операции
Сборка производится по технологической карте. Моменты затяжки указаны. Фазировка газораспределения выполняется с фиксацией параметров в акте.
Моменты затяжки, фазировка газораспределения
Перечень моментов затяжки представлен с указанием координат и единиц измерения. Болты крепления головки затягиваются по этапам с контрольными моментами и величинами крутящего момента в Н·м. Применение динамометра допускаеться только к поверенным инструментам. Моменты затяжки распределительной крышки указаны отдельно. Порядок затяжки предусматривает последовательность от центра к периферии с указанием числовых значений и количества проходов. Фазировка газораспределения определяется по меткам на шкивах и корпусе; совмещение меток фиксируется до закрепления ремня привода. Регулировка фаз производится при положении коленвала на метке ВМТ. Контроль точности фаз реализуется измерением углового смещения в градусах. Допуски указаны в спецификации.
Обкатка и настройка после ремонта
Обкатка проводится по этапам: постепенное увеличение нагрузки, контроль температур и давлений. Настройка ECU производится по измеренным параметрам двигателя.
Программа обкатки и проверка рабочих параметров
Описание программы обкатки для двигателя Citroën C5 Aircross 1.2 PureTech 130 (2017–н.в.). Обкатка производится в несколько этапов с регистрацией параметров. Первый этап ⎯ запуск двигателя на стенде при минимальной нагрузке до рабочей температуры, контроль давления масла и температуры охлаждающей жидкости. Второй этап ⎯ переменная нагрузка в диапазоне оборотов до 3000 об/мин с периодической фиксацией показаний датчиков. Третий этап ⎯ дорожная обкатка при переменных скоростях и ускорениях, выдерживание интервалов холостого хода. Параметры давления масла, компрессии и выбросов фиксируются до и после обкатки. Регистрация показателей осуществляется с использованием калиброванного диагностического оборудования. При отклонении параметров от нормативов производится дополнительная диагностика и корректирующие операции. Протокол испытаний оформляется с указанием дат, показаний и выполненных операций.