
Предоставление услуги ремонта двигателя Citroën DS3 1.6 THP 150 л.с. (2009–2015). Диагностика, оценка состояния, ремонтные операции.
Область применения и модельный ряд
Обслуживание установлено для двигателей типа 1.6 THP 150 л.с., выпуска 2009–2015 годов, применяемых в моделях Citroën DS3. Диагностирование выполняется для узлов электрической и механической части. Оценка состояния проводится по комплекту показателей, включающему компрессию, давление масла, состояние головки блока, поршней и вкладышей. Замеры проводятся специализированным оборудованием. Демонтаж и разборка планируются для двигателей с признаками значительного износа или повреждений. Восстановительные операции выполняются в рамках допустимых допусков и регламентов производителя. Отчет оформляется с перечнем выполненных работ.
Общие сведения о двигателе 1.6 THP 150 л.с. (2009–2015)
Описание двигателя приведено: турбонаддув, прямой впрыск, алюминиевый блок, двойные распредвалы, рабочий объем 1,6 л.
Конструкция и ключевые характеристики
Описание конструкции двигателя 1.6 THP 150 л.с. (2009–2015) представлено в виде технических параметров и конструктивных узлов. Блок цилиндров алюминиевый с гильзами из чугуна. Коленчатый вал кованый с четырьмя опорами. Шатуны облегчённые, поршни алюминиевые с канавками под кольца и маркерами посадки. Система газораспределения ‒ цепная, с натяжителем гидравлического типа. Турбокомпрессор с промежуточным охлаждением воздуха. Система смазки с масляным насосом шестерённого типа и масляным радиатором. Система охлаждения с алюминиевым радиатором и термостатом. Электронный блок управления с многоканальными датчиками давления и температуры.
Предварительная подготовка к работам
Организация рабочего места и инструмента: инвентарь обозначен, контроль запасных частей проведён, места для демонтажа и хранения деталей выделены.
Организация рабочего места и инструмента
Подготовка рабочего места производится с целью обеспечения последовательной и безопасной разборки двигателя Citroën DS3 1.6 THP 150 л.с. Площадка должна быть очищена от посторонних предметов. Организация зоны предполагает разграничение участков для диагностики, разборки, мойки деталей и временного хранения компонентов. Освещение должно обеспечивать визуальный контроль поверхностей. Рабочая поверхность должна быть прочной и устойчивой к маслам. Набор инструментов формируется по операциям: спецключи, динамометрический ключ, набор головок, съемники и приспособления для фиксации. Маркировка деталей производится перед укладкой. Контейнеры для мелких элементов заполняются с сортировкой по категориям. Защита от коррозии обеспечивается использованием проммасел и упаковочных материалов. Этикетирование узлов обязательно.
Диагностика: этапы и методики
Проведение электронной проверки ECU, измерение давления масла и компрессии, визуальная оценка узлов, фиксация параметров для отчёта.
Электронная диагностика системы управления двигателем
Подключение диагностического оборудования к разъему данных. Считывание кодов ошибок контроллера управления двигателем. Идентификация долговременных и накопительных кодов, фиксация в протоколе. Считывание параметров в реальном времени: частота вращения, температура охлаждающей жидкости, давление наддува, положение дроссельной заслонки, угол опережения зажигания, коррекции топливной смеси. Выполнение записи логов для последующего анализа. Выполнение процедуры стирания кодов после ремонта для контроля повторной генерации ошибок. Активация исполнительных механизмов через адаптации для проверки исправности клапанов управления наддувом и форсунок. Сверка идентификаторов ЭБУ и программных версий. Составление заключения по результатам диагностики и внесение в отчёт перечня найденных неисправностей с указанием кодов и параметров при обнаружении отклонений.

Оценка состояния агрегата по внешним признакам
Осмотр визуальный корпуса, герметичности и креплений. Фиксация течей масла и охлаждающей жидкости. Оценка коррозии и повреждений поверхностей.
Осмотр системы смазки, системы охлаждения и выхлопа
Визуальная инспекция масляной системы производится с целью выявления внешних утечек, повреждений магистралей и состояния фильтрующих элементов. Осмотр включает оценку герметичности крышки маслозаливной горловины, состояния масляного поддона и пробки слива. Оценка уровня и цвета масла выполняется для выявления следов деградации или примесей. Система охлаждения исследуется на наличие коррозии, вздутий шлангов и состояния хомутов. Радиатор и расширительный бачок осматриваются на трещины и засоры. Термостат проверяется на ходы и закрепление. Помпа оценивается по люфту и признакам протечки.
Выхлопная система обследуется на трещины, коррозию фланцев и состояние газоходов. Катализатор и нейтрализующие элементы осматриваются на признаки забивки и механического повреждения. Соединения выпускного коллектора проверяются на герметичность. Результаты осмотра фиксируются в отчёте с указанием обнаруженных дефектов и рекомендаций по дальнейшей диагностике или ремонту.

Измерение компрессии: методика и нормы
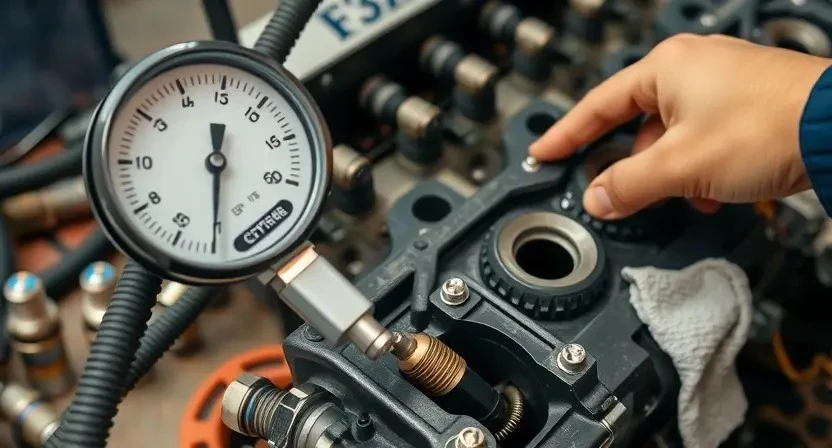
Подготовка цилиндров к измерению производится снятием катушек и форсунок. Компрессия фиксируется манометром при прокрутке стартером.
Подготовка цилиндров к измерению и интерпретация результатов
Освободить доступ к свечным колодцам. Демонтаж свечей зажигания. Отсоединение системы подачи топлива или переход к режиму подачи, исключающему впрыск во время замера. Установить компрессометр с переходником, соблюдение герметичности соединений. Положение коленчатого вала фиксировать для обеспечения полного рабочего хода. Подача питания на стартер производится для прокрутки до достижения стабильного показания прибора. Проведение не менее трех замеров на каждом цилиндре с записью величин. Сравнение показаний между цилиндрами для выявления расхождений. Интерпретация выполняется по абсолютным значениям и по относительной разнице: идентификация утечки клапанов, поршневой группы или головки. Приведение результатов в протокол с указанием условий замера и окружных параметров.
Измерение давления масла: процедура и контрольные значения
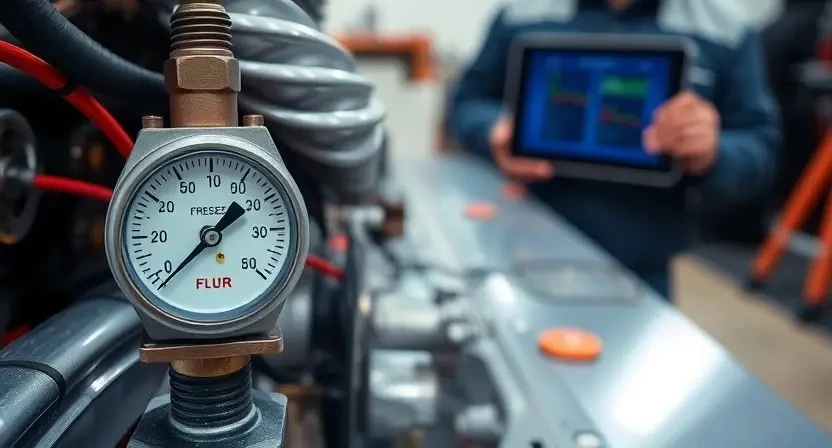
Измерение давления производится манометром через штуцер датчика; фиксируются значения на холостом ходу и под нагрузкой; нормы указаны в техкарте.
Проверка давления в рабочем и холостом режимах
Подготовка стенда и монтаж манометра на масляный канал. Прокладка и герметизация соединений выполняется перед запуском. Замеры производятся при прогретом двигателе до рабочей температуры. Фиксация показаний производится при установленной частоте вращения холостого хода и при заданной нагрузке, соответствующей рабочему режиму. Одна серия замеров включает не менее трех считываний с записью максимума, минимума и среднего значения. Сравнение результатов производится с нормативными значениями производителя. Отклонения выше допустимых величин фиксируются в отчете с указанием величины и возможных причин. Диагностическая карта формируется с предложением дальнейших операций при выявлении понижения давления, включая осмотр масляного насоса, фильтра и каналов подачи масла. Испытания документируются с указанием условий измерения, марки манометра и температуры масла.
Критерии решения о демонтаже двигателя
Демонтаж назначается при компрессии ниже 8 бар, давлении масла ниже 0,8 бар, трещинах блока, задире цилиндров, несоответствии допусков.
Пороговые значения износа и повреждений для снятия агрегата
Оценка состояния двигателя проводится по измеренным параметрам и визуальным признакам. При компрессии менее 9 бар по каждому цилиндру рассматривается демонтаж двигателя для капитального ремонта. При различии компрессии между цилиндрами более 1,5 бар выполняется разборка для локализации причин. Давление масла в рабочем режиме ниже 1,5 бар при 3000 об/мин считается критическим, инициируется снятие агрегата. Износ шатунных вкладышей более 0,07 мм по боковым зазорам и биение коленвала свыше 0,05 мм по радиусу требуют демонтажа. Трещины в блоке или головке цилиндров, эрозия посадочных поверхностей и коррозионные разрушения учитываются как основания к снятию агрегата.
Снятие двигателя: последовательность операций
Фиксация автомобиля. Обесточивание. Слив жидкостей. Отсоединение коммуникаций. Демонтаж навесного оборудования. Поднять двигатель краном.
Фиксация, отсоединение коммуникаций и поднятие агрегата
Фиксация агрегата производится на подъёмных приспособлениях с соответствующей грузоподъёмностью и крепёжными элементами, обеспечивающими статическую устойчивость. Отсоединение коммуникаций выполняется по этапам: электрические разъёмы отключаются первыми, топливные линии сливаются и герметично изолируются, системы охлаждения опорожняются с улавливанием охлаждающей жидкости, масляные магистрали перекрываются и сливной отвод активируется. Усилители рулевого управления и кондиционирования демонтируются при необходимости освобождения монтажного пространства.
Подъём агрегата осуществляется посредством грузоподъёмного устройства с распределительной траверсой для равномерного восприятия нагрузки. Крепление навесных точек производится болтовыми соединениями с контролем моментов затяжки после посадки на подъём. Снятие сопровождается визуальным контролем за отсутствием задеваний коммуникаций и рамных элементов. Фиксирование на траверсе проверяется путём статической выдержки перед перемещением.

Разборка двигателя: порядок и маркировка деталей
Демонтаж навесных агрегатов выполняется последовательно. Детали маркируются. Болты группируются по позициям. Фиксация деталей производится пометками.
Демонтаж навесного оборудования, ГРМ и коленвала
Снятие навесных агрегатов производится по установленной последовательности: демонтирование воздухоподвода, генератора, компрессора кондиционирования, насоса гидроусилителя руля. Электропроводка и топливные магистрали маркируются и отсоединяются в месте захватов. Система охлаждения опорожняется и заглушается для исключения вытекания жидкости при разборке. Ремень привода ГРМ демонтируется после фиксации распредвалов и установки меток фаз. Натяжитель и шкивы снимаются отдельными операциями. Коленчатый вал освобождается после снятия маховика или демпфера. Болтовые соединения маркируются. Детали укладываются по порядку снятия. Атрибуты крепежа сохраняются с деталями для последующей сборки.
Дефектовка: методика определения дефектов
Проведение дефектовки включает визуальный осмотр поверхностей, измерение зазоров, контроль биений и документирование выявленных повреждений.
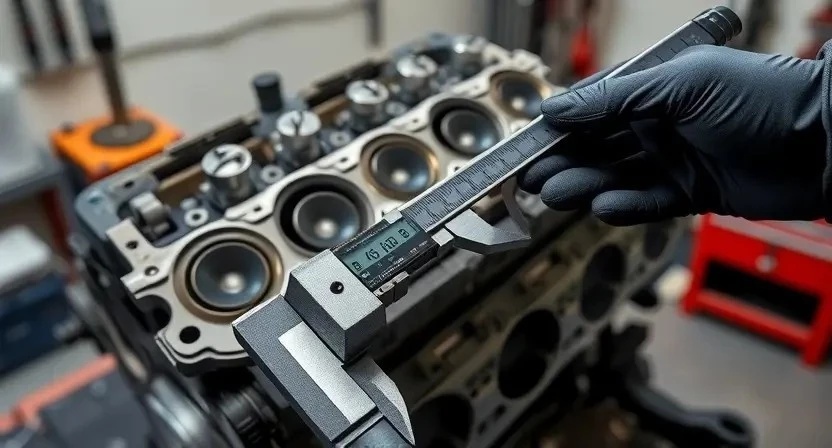
Измерение биений, износа валов и зазоров подшипников
Подготовка деталей к контролю производится очисткой и выдерживанием при рабочей температуре стенда. Осевой биение коленвала измеряется индикатором часового типа с фиксацией в нескольких точках под нагрузкой. Радиальное биение валов фиксируется при вращении в опорах на оправке; допускается запись кривой для анализа. Износ шейки определяется измерением диаметра микрометром и сравниванием с паспортными значениями. Зазоры коренных и шатунных подшипников проверяются щупом по посадочным размерам и внутреннему диаметру гильз. Результаты протоколируются с указанием отклонений и рекомендаций по восстановлению.
Шлифовка коленвала: показания и параметры обработки
Шлифовка выполняется при износе шеек свыше допустимого. Установлен допустимый износ, указывается шаг шлифовки и окончательная шероховатость.
Технические допуски и контрольные измерения после шлифовки
Установление допустимых размеров поверхности шеек коленчатого вала производится по заводским параметрам. Контрольная величина овальности шеек указывается в спецификации. Измерение радиальных биений производится микрометром и индикатором часового типа, фиксирование результатов в протоколе. Замер диаметров после шлифовки обязателен для подбора вкладышей согласно маркировке. Контроль натяга подшипников выполняеться при помощи щупов и измерительного набора; величины зазоров сопоставляются с табличными пределами. Измерение конусности выполняется по всей длине шейки с указанием допусков. Испытание балансировки осуществляется на специальном стенде; исправность отмечается в документе.
Расточка блока цилиндров: критерии и технологии
Расточка блока выполняется при износе посадочных поверхностей. Контроль размеров и допусков производится замером шаблоном и микрометром.
Допуски посадочных отверстий и окончательная обработка
Контроль диаметра и соосности посадочных отверстий выполняется перед окончательной обработкой. Измерения производятся микрометрами и калибрами для определения соответствия заводским допускам. Установлены допуски для цилиндровых направляющих и опор распределительных валов в соответствии с технической документацией производителя. Обработку поверхности производить чистовыми операциями с применением абразивных инструментов и проточек, исключающих термическую деформацию. Шероховатость поверхности должна соответствовать указанным значениям. Выполнение окончательной расточки производится с использованием оправок и направляющих, обеспечивающих фиксацию положения детали. Контроль геометрии проводится приборным методом после обработки. Ремонтные вставки устанавливаются при превышении допустимых износов, посадка осуществляется по натягу, проверка посадочных мест выполняеться повторными измерениями.

Выбор и замена поршней: параметры подбора
Подбор поршней по диаметру, компрессионному высоте и материале. Замена производится с учётом маркировки, допусков и совместимости с кольцами.
Размеры, материалы и маркировка поршней
Описание размеров поршней приведено в технической документации двигателя 1.6 THP 150 л.с. Допуски диаметров указаны по посадочным классам и номинальным размерам цилиндров. Классификация по припуску на износ обозначается буквенно-цифровыми кодами на юбке поршня. Материалы поршней — алюминиевые сплавы с повышенной термостойкостью и антифрикционным покрытием рабочей поверхности. Толщины стенок и кромок регламентированы чертежами. Масса поршня контролируется в пределах разброса для балансировки. Маркировка головки содержит код размера и сторону установки; направление смещений гильз отмечается стрелкой. Контроль размеров производится микрометром и кольцеобразным шаблоном. Заменяемость оценивается по совпадению кода и материала.
Замена вкладышей коренных и шатунных: процесс и допуски
Демонтаж крышек и вкладышей. Измерение зазоров щупом. Подбор монтажных вкладышей по натягу. Затягивание моментами в таблице.
Контроль зазорных размеров и применение монтажных вкладышей
Измерение радиальных зазоров коренных и шатунных подшипников производится микрометром и щупом. Замер диаметра шейки коленвала выполняется по четырем контрольным диаметрам. Расчет зазора выполняется вычитанием диаметра шейки из диаметра посадочного места. Соответствие сравнивается с каталожными значениями для 1.6 THP 150. При превышении допуска определяется необходимость установки монтажных вкладышей указанного номинала. Применение вкладышей производится по маркировке и направлению посадки. Контроль натяга проводятся после установки вкладышей путем повторного измерения зазора. Протяжка крышек коренных производится с применением регламентированных моментов крепления.
Замена поршневых колец: порядок установки и ориентация
Установка колец производится по последовательности: чистка канавок, проверка зазоров, ориентация замков по меткам, последовательная сборка поршней.
Зазоры в замках колец и методы проверки посадки
Определение зазора в замке кольца производиться при посадке изделия в цилиндрный канал. Замер торцевого зазора выполняется щупом после установки кольца в наиболее глубокую точку гильзы. Применение микрометрической линейки для контроля толщины кольца исключается при проверке зазора в замке. Зазор сопоставляется с нормативными значениями производителя для данного диаметра поршня. Отклонение за пределами допуска фиксируется в дефектовочном акте. Испытание посадки проводится с использованием калиброванных оправок и индикационного состава. Фиксация результатов производиться в протоколе с указанием блока, цилиндра, номерных обозначений колец и измеренных величин.
Ремонт или замена ГБЦ: диагностика и восстановление
Осмотр головки блока, измерение плоскостности, выявление трещин, оценка седел клапанов, определение возможности восстановления методом шлифовки.
Проверка плоскостности, герметичности и состояние направляющих клапанов
Осуществление контроля поверхности головки блока цилиндров посредством щупа и поверочной линейки. Измерение перепада по заданной сетке точек. Фиксация дефектов: локальные впадины, задира, коррозионные пятна. Применение индикаторных приспособлений для определения прогиба по окружности посадочной поверхности. Оценка герметичности каналов посредством продувки под давлением и вакуумирования камер. Испытание седел и клапанов на плотность при помощи специального приспособления с измерителем утечки. Осмотр направляющих клапанов визуально и микрометрически. Измерение люфтов направляющих с применением микрометра и индикатора часового типа. Оценка износа по предельным допускам; документирование результатов.
Сборка двигателя: порядок операций и контрольные точки
Сборка производится по этапам: установка коленвала, шатунов, поршней, ГБЦ. Моменты затяжки и фазировка отмечены в документации.
Моменты затяжки, фазировка ГРМ и смазка при сборке
Указание на контроль моментов затяжки болтов крепления коленвала, шатунов и головки блока выполнено в соответствии с заводскими данными. Последовательность затяжки должна обеспечивать равномерное распределение нагрузки по контактным поверхностям. Фазирование газораспределительного механизма производится по меткам шкивов и звездочек с фиксацией коленвала в ВМТ. Применение динамометрического ключа для удержания заданных моментов обязательно. Смазка рабочих поверхностей производится специальным моторным маслом и сборочной смазкой на основе молибдена. Нанесение смазки осуществляется на шейки, вкладыши, направляющие и поверхности трения перед сборкой. Контроль угловых доборов и повторная проверка моментов после предварительного проворачивания коленвала предусмотрены процедурой.
Обкатка и проверка после ремонта: протокол испытаний
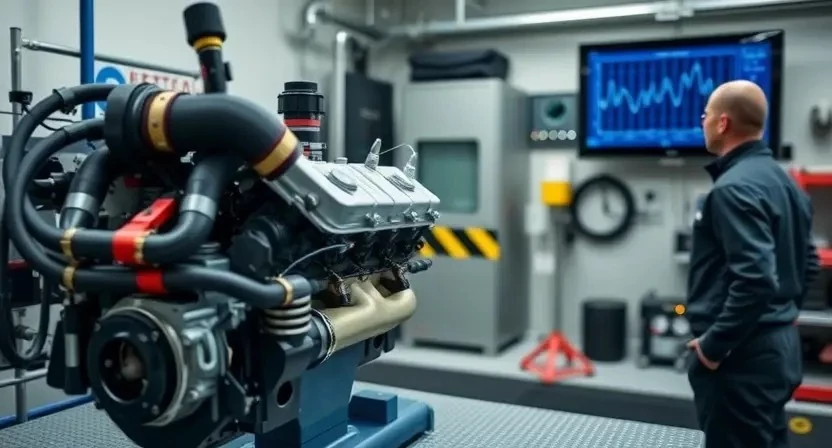
Обкатка выполняется на стенде. Фиксация параметров: давление масла, компрессия, температурные режимы. Запись результатов в протокол.
Параметры обкатки, измерения давления масла и компрессии после сборки
Обкатка двигателя выполняется на стенде и при контрольной поездке с целью оценки герметичности и работы узлов. Прогрев до рабочей температуры производится плавно, без длительных нагрузок. Измерение давления масла проводится манометром в точке подключения датчика давления. Фиксация значений производится при холостом ходе и под нагрузкой; сравнение с нормативными величинами выполняется по таблице производителя. Компрессия измеряется компрессометром в каждом цилиндре при отключенной системе подачи топлива. Записи протокола включают значения, отклонения и последовательность снятия показателей. Оценка результатов производится по дисбалансу между цилиндрами и по соответствию предельным значениям. Ремонтные мероприятия планируются на основании протокола; дефекты отражаются в акте выполненных работ.
Настройка и окончательная проверка работоспособности
Калибровка ЭБУ выполняется после сборки. Стендовые испытания проводятся для оценки давления масла, компрессии и утечек. Дорожный тест выполняется по протоколу.
Калибровка систем управления, проверка на стенде и дорожный тест
Калибровка электронных блоков управления производится после сборки и установки двигателя. Подключение диагностического оборудования осуществляется к шине обмена данных. Выполнение адаптаций датчиков положения распределительных валов и дроссельной заслонки производится посредством сервисных команд. Калибровка топливной системы выполняется через специальный режим измерений. На стенде производится контроль подачи топлива, момента зажигания и давления наддува. Отработанные параметры фиксируются в протоколе. Дорожный тест выполняется по регламенту: проверка динамики разгона, стабильности холостого хода и отсутствия утечек. Исправность подтверждается записью рабочих параметров.