
Описание услуги включает диагностику, измерения компрессии и давления масла, демонтаж, разборку, дефектовку, шлифовку и сборку двигателя.
Назначение документа
Документ предназначен для регламентации технологических операций, контроля качества и фиксации результатов работ при обслуживании и капитальном ремонте двигателя модели 2.0 TSI 245 л.с. 2020–н.в. Описание охватывает последовательность диагностических процедур, измерений компрессии и давления масла, мероприятия по демонтажу и транспортировке агрегата, порядок разборки и хранения деталей, методику дефектовки с оформлением акта, требования к шлифовке и расточке блока, критерии подбора поршней, колец и вкладышей, регламенты работ с головкой блока, порядок сборки, контрольные операции при обкатке и калибровке систем управления. Стандартизация записей результата обеспечивает прослеживаемость этапов работ и подтверждение соответствия нормам производителя.
Область применения
Применение услуг ограничено двигателями Cupra Leon 2.0 TSI 245 л.с. 2020–н.в.; обслуживание, ремонт и восстановление узлов выполняются на СТО.
Модель и период выпуска
Идентификация модели производится по заводскому обозначению Cupra Leon 2.0 TSI 245 л.с. Годы производства охватывают 2020 год и последующие выпуски. Конструкция двигателя бензиновая, с турбонаддувом, рабочий объём 2,0 л. Система управления двигателем электронная, с регулируемым фазированием распредвалов. Параметры модификаций и коды двигателей фиксируются в заводской документации для точного подбора запчастей. Варианты исполнения конкурируют по уровню комплектации автомобиля; функциональные различия отражаются в штатных системах охлаждения и смазки. Гос. номера и VIN используются для подтверждения комплектации при оформлении заказ-наряда.

Комплектность работ
Перечень включает диагностику, измерения компрессии и давления масла, демонтаж, разборку, дефектовку, механическую обработку и сборку.
Перечень выполняемых операций
Предварительная диагностика двигателя производится с регистрацией кодов неисправностей и протоколов параметров. Измерение компрессии выполняется по цилиндрам с фиксацией показаний и температурных условий. Замер давления масла проводится под нагрузкой и на холостом ходу с протоколированием давления и расхода. Демонтаж двигателя осуществляется с применением подъемной техники, маркировкой соединений и сливом рабочих жидкостей. Разборка выполняется по этапам с хранением деталей в идентифицированной таре. Дефектовка включает визуальный осмотр, замер износов, оценку трещин и составление акта дефектовки. Шлифовка блока производится по контролю геометрии с фиксацией размеров. Расточка цилиндров выполняется с доведением к номинальным размерам и проверкой соосности. Подбор поршней, колец и вкладышей осуществляется по размерам и допускам. Установка головки блока цилиндров проводится с заменой прокладок и контролем прижима. Сборка осуществляется по контрольному перечню с применением динамометрического инструмента. Обкатка проводится по регламенту с записью рабочих параметров. Настройка систем управления производится через диагностическое оборудование с калибровкой датчиков и тестовым выходом на стенд.

Технические требования
Установить соблюдение заводских допусков по износу, контролировать чистоту рабочих поверхностей, применять оригинальные или эквивалентные детали.
Нормы и допуски производителя
Приводятся точные значения размеров, предварительно установленные заводом-изготовителем для двигателя. Диапазоны допуска цилиндров указан в миллиметрах с допустимым износом по диаметру и овальности. Значения компрессии приведены в барах для каждого цилиндра с допустимым расхождением между цилиндрами. Давление масла указано в килопаскалях при холостом ходе и при рабочей частоте вращения коленвала. Допуски зазоров шатунных и коренных вкладышей выражены в миллиметрах для чистовой посадки и натяга. Приводятся моменты затяжки резьбовых соединений для головки блока, шатунных, коренных и крепежа навесного оборудования в ньютон-метрах. Указаны предельные износы направляющих клапанов и седел в микрометрах с предельными величинами для восстановления. Приведены размеры поршней, посадочных канавок для колец и зазоров между кольцом и канавкой в миллиметрах. Нормы указывают параметры при температуре окружающей среды 20 °C и использовании масла с вязкостью, указанной производителем.

Организация рабочего места
Зона работ выделена. Освещение усилено. Стенд подготовлен. Оборудование размещено по процессу. Инструменты маркированы и закреплены.
Оснащение и инструмент
Перечень оборудования предназначен для выполнения операций по ремонту двигателя. Стенд для диагностики давления масла и компрессии включен. Гидравлический подъёмник обеспечен грузоподъёмностью, достаточной для снятия агрегата. Стенд для сборки и разборки установлен с приспособлениями для фиксации блока. Прецизионный набор торцевых ключей и динамометрический инструмент предусмотрен для контролируемой затяжки. Набор калибровочных щупов и микрометров предусмотрен для замеров зазоров.
Шлифовальный станок и расточной комплекс закреплены для обработки постели и расточки цилиндров. Приспособления для установки вкладышей и поршней включены, а также пресс для запрессовки направляющих клапанов. Испытательный стенд для отработки после сборки готов.

Средства контроля
Калиброванные манометры, компрессиметр, микрометр, нутромер, индикатор часового типа, стенд для измерения давления масла и протяжные шаблоны.
Калиброванные приборы и методики
Перечень калиброванных приборов включает манометр для измерения давления масла с диапазоном до 10 бар и погрешностью не более ±0,1 бар, компрессометр с адаптерами для свечных отверстий и точностью ±1 бар, тахометр контактный с точностью ±1 об/мин, микрометр 25-50 мм с классом точности 0,01 мм, индикатор часового типа с ценой деления 0,01 мм, нутромер для внутренних диаметров цилиндров, индикатор наклона и линейный датчик перемещения для контроля плоскостности. Калибровка приборов выполняется в аккредитованной лаборатории с подтверждающими документами.
Методики измерений регламентированы: измерение компрессии производится при заданной температуре, при отключенной системе топливоподачи и зажигания; измерение давления масла проводится при холодном и рабочем состояниях двигателя; контроль геометрии блока осуществляется по базовым штифтам с использованием индикаторов; замеры диаметров выполняются по трем радиальным направлениям на двух уровнях. Протоколы фиксируются в журнале работы с указанием калибровочных аттестатов и серийных номеров приборов.
Диагностика двигателя
Проведение комплексной диагностики двигателя с регистрацией параметров, чтением кодов ошибок, анализом вибраций и оценкой работы систем в статике.
Оценка состояния узлов
Осмотр узлов выполнен визуально и инструментально. Измерение износа выполнено штангенциркулем и микрометром. Составлен акт дефектовки.
Критерии пригодности и предельные износы
Оценка пригодности выполняется по измеренным параметрам и сравнению с установленными допусками производителя. Измерение износа цилиндров проводится микрометром и нутромером; предельный износ по диаметру цилиндра установлен +0,25 мм от номинала для ремонтного поршня. Измерение биения шатунной шейки коленвала осуществляется индикатором; предельный овальность шейки допускается 0,03 мм. Контроль масляного отчистительного зазора вкладышей производится щупом; предельный зазор в шатунном узле для стандартных вкладышей 0,040 мм, для ремонтных +0,010 мм. Проверка плоскостности головки блока производится линейкой и щупом; предельный износ 0,1 мм. Состояние направляющих клапанов оценивается по радиальному люфту; предельный люфт 0,2 мм. Измерение компрессии по каждому цилиндру фиксируется манометром; различие между цилиндрами при нормальном моторе не превышает 1,0 бар. Поверхности шеек распределительного вала должны соответствовать шероховатости Ra не более 0,8 мкм. Ведомые соединения и крепеж оцениваются по остаточной толщине и деформации; предельные значения указаны в технической документации изготовителя.
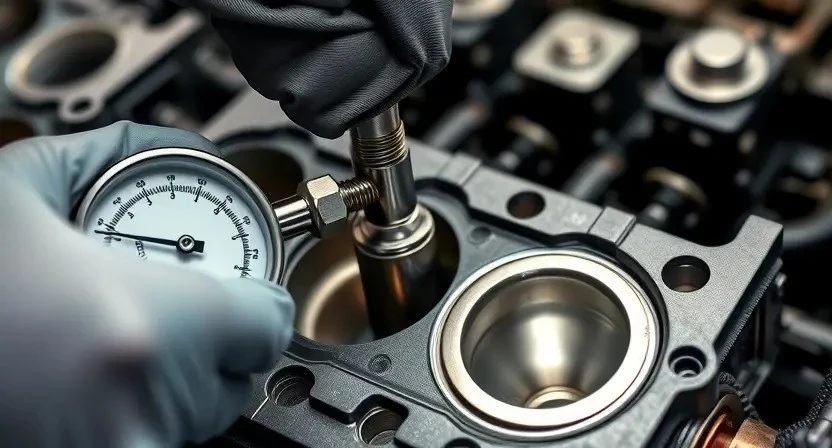
Измерение компрессии
Измерение компрессии производится с использованием манометра высокого давления. Показания фиксируются по каждому цилиндру, результаты документируются.
Методика замера и интерпретация результатов
Подготовка двигателя к измерению компрессии и давления масла производится с демонтажем свечей, приведением в рабочее состояние цепи питания и исключением утечек воздуха через вакуумные коммуникации. Измерение компрессии выполняется манометрическим способом с применением калиброванных компрессометров; фиксирование показаний производится после 5-6 оборотов стартера при закрытых клапанах. Интерпретация показаний основывается на сравнении значений по цилиндрам и паспортных параметров производителя. Разница между цилиндрами допускается в пределах 10-15%. Давление масла замеряется со снятием сигнального датчика и установкой манометра на магистраль подачи; замер производиться при прогретом двигателе на холостом ходу и на повышенных оборотах. Отклонения от нормативов указывают на износ насосного узла, масляных каналов или подшипников. Для фиксации результатов составляется протокол с указанием температуры масла, оборотов и моделей применённых приборов.
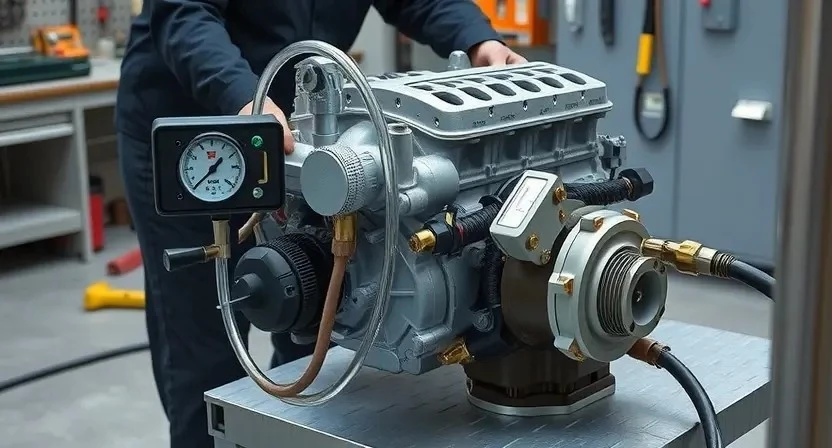
Измерение давления масла
Подключение манометра к масляному каналу производится через резьбовой штуцер; замер производится при холодном и рабочем состояниях; фиксирование значений.
Порядок проверки и допустимые значения
Подготовка стенда и измерительных приборов. Визуальная оценка уровня масла и состояния фильтров. Запуск двигателя на холостых оборотах до прогрева до рабочей температуры. Фиксация начального давления масла манометром, установленным в масляном канале. Измерение давления при 1000, 2000 и 3000 об/мин при стабильной температуре масла 80–105 °C. Допустимые значения: при 1000 об/мин 0,8–1,5 бар, при 2000 об/мин 1,5–3,0 бар, при 3000 об/мин 2,0–4,0 бар. Отклонение от нормы признаётся основанием для дальнейшей диагностики масляной системы и узлов смазки.
Подготовка к снятию двигателя
Маркировка элементов выполняется. Слив топлива и охладителя проводится. Электропитание отключается. Компоненты коммуникаций отсоединяются и изолируются.
Маркировка, слив жидкостей, отсоединение коммуникаций
Маркировка узлов и жгутов выполняется для сохранения исходной компоновки при сборке. Маркировочные элементы наносятся на розетки, шланги, крепления и трубопроводы с указанием положения и направления. Слив эксплуатационных жидкостей производится в подготовленную тару с тарировкой объема и указанием вида. Электросистема переводится в состояние снятой нагрузки; клеммы аккумулятора отключаются после сливных операций. Топливная система обесточивается, давление топлива сбрасывается через предусмотренные сервисные узлы. Отсоединение коммуникаций выполняется по очередности: вакуумные контуры, охлаждение, топливо, масляные магистрали, датчики. Быть соблюденным порядок фиксации соединений и наличие заглушек на разводах. Уплотнения и прокладки маркируются по месту установки и направлению волокон. Удаление остатков жидкости производится с применением адсорбирующих материалов, утилизация отработанной продукции фиксируется в документе.
Снятие и транспортировка
Фиксация двигателя производится на траверсу. Подъем выполняется краном. Размещение на стенде выполняется с применением амортизирующих опор.
Фиксация, подъем и размещение на стенде
Определение точки крепления производится на основе технической документации силового агрегата. Крепежные элементы подготавливаются к работе; визуальная оценка состояния резьб и проушин проводится перед монтажом. Подъем выполняется с применением грузоподъемного оборудования с индексированной грузоподъёмностью. На рымы и монтажные пластины наносится маркировка для ориентации при установке. Фиксация на траверсе осуществляется через утверждённые точки, распределение нагрузок контролируется динамометрическим ключом. Размещение на стенде производится с использованием опорных плит и страховочных баров. Центровка модулей выполняется по осевым меткам. Противовесы подбираются по каталожным данным. Крепление проверяется по моментам затяжки и по визуальному совпадению отметок. Отклонения фиксируются в журнале работ; при выявлении несоответствий производится корректировка положения и повторная проверка.
Разборка агрегата
Демонтаж узлов выполняется по контролируемой последовательности. Болты маркируются. Детали группируются и упаковываются. Шайбы и крепления укладываются раздельно.
Последовательность разборки и хранение деталей
Демонтаж выполняется поэтапно: снятие навесного оборудования, удаление магистралей, отсоединение электроразъемов, демонтаж ГРМ и крышек. Блок и головка разделяются с использованием монтажных плит и центровочных фиксаторов. Шатунные крышки маркируются последовательными номерами. Поршни извлекаются с сохранением ориентации цилиндров. Детали промываются обезжиривающим составом в ваннах с контролем температуры. Измеряемые компоненты сопровождаются ярлыками с кодом измерения и датой. Хранение производится в лотках с проставками и влагозащитной упаковкой. Мелкие детали размещаются в разделенных контейнерах с амортизацией. Роторные и балансировочные элементы фиксируются в подкладках с контрольными метками. Контроль комплектности оформляется протоколом с перечнем позиций.
Дефектовка компонентов
Осмотр узлов произведён визуально и замерами. Износ измерен; трещины зафиксированы. Составлен акт дефектовки с указанием заменяемых деталей.
Осмотр, замер износа, составление акта дефектовки
Визуальный осмотр компонентов двигателя выполняется для выявления трещин, коррозии, следов перегрева и механических повреждений. Поверхности колец, поршней, гильз и шеек коленвала подвергаются измерению нутромером, микрометром и пластинчатым щупом для определения радиального и цилиндрического износа. Замеры глубин и шагов нарезки резьб выполняются специализированными калибрами. Геометрия посадочных поверхностей фиксируется координатным прибором. Дефектовочный протокол формируется с указанием наименований деталей, выявленных дефектов, измеренных параметров и классификации пригодности по таблице допусков. Отдельная запись выполняется для деталей подлежащих восстановлению и подлежащих замене. Подписи и штампы для утверждения акта проставляются согласно регламенту.
Шлифовка и расточка блока
Шлифовка плоскостей блока производится по чертежам, расточка цилиндров выполняется с контролем конусности и овальности, измерения регистрируются.
Параметры обработки и контроль геометрии
Определение допусков обработки поверхности цилиндров и плоскости блока производится по заводским данным. Заданный диаметр посадочных поверхностей указывается в технологической карте. Контроль круглости и конусности цилиндров выполняется микрометром и индикатором по длине хода при температуре лабораторной. Рифленость поверхности оценивается по числу и глубине дефектов; пределы допустимых значений фиксируются в протоколе. Планетарная шлифовка выполняется с шагом подачи и оборотами шпинделя, указанными в регламенте. Измерение биения плоскости головки производится индикатором часового типа на планшайбе. Отклонения от плоскостности подлежат исправлению фрезеровкой с контролем снятого слоя и последующей проверкой геометрии. Контроль параллельности направляющих коленвала осуществляется щупом и индикатором; зазоры, превышающие допустимые величины, фиксируются в акте дефектовки. Настройка обработки производится по результатам промежуточных замеров.
Замена поршней и поршневых колец
Подбор комплектов по каталогу. Измерение посадочных мест. Притирка направляющих. Установка поршней с кольцами по зазорам. Контроль вытеснения.
Подбор комплектующих и схема установки
Перечень компонентов составлен по оригинальным каталожным номерам двигателя 2.0 TSI 245 л.с. (2020–н.в.). Подбор поршневых групп производится по диаметру цилиндра с учетом припуска на расточку. Подбор поршневых колец осуществляется по толщине и профилю канавок. Подбор вкладышей коленвала производится по размерной группе и натягу посадки. Подбор направляющих клапанов и седел осуществляется по износу и типоразмеру. Головка блока подбирается по номеру и состоянию канала охлаждения. Наборы прокладок подбираются по толщине и материалу. Порядок установки указан в монтажной карте. Смазка и затяжка выполняются согласно моментам производителя. Контроль зазоров производиться после приработки.
Замена вкладышей коленвала
Снятие коленвала произведено. Измерение посадок выполнено. Подбор вкладышей по диаметру и зазору. Сборка выполнена с моментами затяжки.
Допуски посадки и порядок сборки шатунного узла
Указаны предельные размеры вкладышей коленвала и шатунных шеек для двигателя 2.0 TSI 245 л.с. Значение бокового зазора шатунного подшипника при первоначальной сборке должно находиться в диапазоне 0,018-0,048 мм. Радиальное биение шейки коленвала после установки вкладышей допускается не более 0,01 мм. Усилие затяжки шатунного болта при установке нового вкладыша указывается производителем; момент затяжки для стандартных болтов составляет 35 Н·м с последующим поворотом на 90°. Контроль посадки шатунного узла производится измерением масляного зазора микрометром и щупом; При обнаружении зазора вне предела производится подбор вкладышей увеличенного или уменьшенного размера с последующей проверкой биения и зазора. Очистка прилегающих поверхностей выполняется перед нанесением смазки. Смазка вкладышей производится моторным маслом перед окончательной сборкой. Соединение шатун-коленвал фиксируется с применением нового крепежа и контролируется по моменту; окончательная проверка производится вращением коленвала на стенде без нагрузки для подтверждения отсутствия заклинивания и посторонних шумов.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ проведена. Фрезеровка плоскости, замена направляющих клапанов и седел, проверка утечек герметичности выполнены.
Диагностика ГБЦ, фрезеровка, замена направляющих и седел клапанов
Проверка головки блока цилиндров выполняется по этапам. Визуальный осмотр поверхности проводится для выявления трещин, коррозии и эрозийных зон. Контроль плоскостности осуществляется методом щупа и индикаторного измерения на плитах. Испытание на герметичность проводится путем подачи сжатого воздуха и погружения в ванну с мыльным раствором или использованием бытовой установки под давлением. Измерение биения клапанных мест производится индикатором на оправке. Фрезеровка поверхности производится с заданным припуском до проектной плоскости. Замена направляющих производится при превышении износа по диаметру и боковому люфту. Направляющие устанавливаются с прогоном посадочной втулки и контролем радиального зазора. Расточка седел клапанов выполняется с применением конической расточной оправки с учетом углового профиля. Насадки и шаблоны используются для восстановления седел по угловой разбивке. Притирка клапанов производится пастами с последовательной сменой зернистости до достижения плотного контакта по окружности. Контроль герметичности после обработки выполняется повторным испытанием под давлением. Записи результатов измерений и допусков вносится в технический акт.
Сборка двигателя
Сборка производится по контрольному перечню: установка коленвала, шатунов, поршней, ГБЦ, приведение в эксплуатационное состояние с протяжкой болтов.
Контрольный перечень операций при обратной сборке
Сборка двигателя выполняется по последовательному регистру операций. Подготовка сопрягаемых поверхностей осуществляется очисткой и обезжириванием. Установление вкладышей производится с соблюдением осевых зазоров. Контроль радиального зазора в шейках коленвала производится калиброванными щупами. Монтаж поршневых колец осуществляется по окружности с контролем зазорных промежутков. Установка поршней в цилиндры выполняется направляющими втулками. Уплотнения крышек распределительных механизмов заменяются на новые. Затяжка головки блока осуществляется момент-ключом по установленной схеме и в несколько этапов. Натяжение приводных ремней задаётся по норме. Подсоединение коммуникаций производится с применением новыx уплотнений и фиксирующих элементов. Фиксация электрических разъёмов выполняется по маркировке. Контроль гидравлических компенсаторов проводится после предварительного проворачивания коленвала. Контроль утечек масла выполняется при статическом давлении. Финальная проверка сопряжений фиксируется в акте сборки.

Обкатка и доводка после ремонта
Обкатка производится на регулируемых режимах. Контроль параметров проводится. Регистрация показателей и корректировка настройок выполняются документально.
Режимы обкатки, контроль параметров в процессе
Обкатка двигателя проводится по регламенту, ориентированному на минимизацию нагрузок и равномерное прирабатывание деталей. Первичное пуско-испытание производится на стенде при прогретых рабочих температурах. Установление режима холостого хода на минимально устойчивую частоту допускается для устранения начальных утечек. Нарастание нагрузки осуществляется ступенчато с удержанием оборотов в пределах, указанных для приработки, с интервалами для контроля параметров. Контроль давления масла выполняется с использованием калиброванного манометра. Измерение температуры охлаждающей жидкости и масла производится термопарами с записью динамики. Фиксация показателей давления топлива, датчика давления наддува и сигналов системы управления производится логгером. Регистрация появления посторонних шумов и вибраций производится через акселерометр. Периодические остановки допускаются для визуального осмотра соединений и уровней жидкостей. Превышение допустимых значений давления, температуры или расхода масла фиксируется и анализируется до продолжения обкатки. Завершение обкатки происходит после достижения стабильных параметров в течение заданного интервала времени и отсутствия признаков масложора, подтеков и нестабильной работы.
Настройка и финальная проверка
Настройка ЭБУ производится. Калибровка датчиков выполнена. Испытание на стенде проведено. Контроль параметров давления и утечек выполнен.
Калибровка систем управления, проверка на стенде и в движении
Калибровка ЭБУ производится после сборки двигателя и установки датчиков. Программная синхронизация фаз газораспределения и адаптация топливных карт выполняются посредством специализированного диагностического оборудования. Параметры холостого хода и угла опережения зажигания сохраняются в энергонезависимой памяти контроллера. Испытание на моторном стенде проводится с фиксацией моментов крутящего момента, потребления топлива и уровня вибраций. Регистрация параметров ведётся в цифровом виде для последующего анализа.
Контрольные фильтры давления масла и температурные датчики калибруются отдельной процедурой. Выхлопные характеристики и давление наддува фиксируются по графикам. Проведение дорожного испытания запланировано после выдержки прогрева и обкатки на стенде. Мониторинг показателей производится в реальном времени с записью логов для оценки устойчивости работы и соответствия нормативам.