

Описана услуга ремонта двигателя Daewoo Espero 1․5L 80л․с․ (1990–1997)․ Включены диагностика, оценка состояния и перечень процедур по восстановлению․
Цель документации
Определение объёма работ при ремонте двигателя Daewoo Espero 1․5L 80 л․с․ (1990–1997) для обеспечения восстановительных операций․ Описание последовательности диагностических и ремонтных процедур․ Формирование критериев приёмки работ после выполнения измерений компрессии и давления масла․ Установление методик съёма агрегата, разборки и дефектовки с фиксацией выявленных повреждений․ Задание параметров для шлифовки блока и расточки цилиндров с контролем геометрии․ Уточнение требований к подбору поршней, колец и вкладышей по заводским допускам․ Фиксация операций по ремонту головки блока цилиндров с перечнем контрольных измерений․ Описание процесса сборки и предварительной регулировки узлов․ Указание режима обкатки и окончательной настройки с перечнем контрольных процедур перед приёмкой работы․
Область применения
Применение услуги ограничено двигателями Daewoo Espero 1․5L 80 л․с․, выпуск 1990–1997․ Обслуживание включает полный цикл диагностики и восстановительных операций․
Модель и период выпуска
Идентификация двигателя произведена по маркировке: серия 1․5L, мощность 80 л․с․ Производство двигателя датировано 1990–1997 годами․ Эксплуатационные характеристики фиксированы заводской документацией․ Конструктивные особенности включают чугунный блок цилиндров, рядное расположение цилиндров и газораспределительный механизм с верхним расположением распредвала․ Система смазки с давлением, обеспечивающим питание в основные узлы․ Топливная система карбюраторная или инжекторная в зависимости от модификации кузова․ Подразделение типов по VIN и номеру мотора выполняется перед проведением диагностики․ Ориентация на оригинальные заменители и соответствие допускам обязательна при подборе деталей․
Перечень оказываемых работ
Включены диагностика двигателя, измерение компрессии и давления масла, снятие и разборка, дефектовка, шлифовка и расточка блока, замена деталей, сборка․
Комплект диагностических и ремонтных операций
Перечень операций включает измерение компрессии по каждому цилиндру с использованием манометра, регистрация результатов и сравнение с нормативами завода-изготовителя․ Измерение давления масла выполняется при рабочих и холостых оборотах с фиксацией показаний и сравнением с допустимыми значениями․ Выполняется снятие двигателя с автомобиля с применением подъёмного оборудования и маркировкой точек крепления․ Производится разборка до отдельных узлов с фотографической фиксацией расположения деталей․ Проводится дефектовка компонентов блока цилиндров, поршневой группы и ГБЦ с протоколированием обнаруженных дефектов․ Ведётся подбор ремонтных комплектов по паспортным размерам; указываются номера деталей и допустимые допуски․ Оценка состояния проводится по износу, деформации, трещинам и коррозии․ Результаты оформляются в отчёт с перечнем необходимых восстановительных операций․
Безопасность и подготовка рабочего места
Зона работы очистка и освобождение․ Защитные экраны установлены․ Обеспечение вентиляции и электроизоляции выполнено․ Огнетушитель доступен в зоне․
Требования к оборудованию и инструментам
Перечень оборудования и инструментов, необходимых для выполнения работ по ремонту двигателя Daewoo Espero 1․5L 80 л․с․ (1990–1997), представлен ниже․ Диагностический стенд для измерения компрессии с адаптером под свечной колпачок․ Манометр для измерения давления масла с набором переходников․ Компрессорная станция с отсосом загрязнений и пневмошлифовальным инструментом․ Домкрат и подставки с грузоподъемностью, соответствующей массе агрегата․ Рама-крайтер для снятия мотора и траверса для фиксации блока․ Набор динамометрических ключей с крутящим моментом до 200 Н·м․ Микрометр, нутромер, индикатор часового типа для контрольных замеров․ Станок для расточки и шлифовки блока с контролем допусков․ Приспособления для запрессовки вкладышей и посадки поршней․ Набор специнструмента для ГБЦ: компрессометр клапанов, оправки направляющих, оправки седел․ Контейнеры для очистки деталей и растворитель высокой очистки․ Защитное оборудование оператора: очки, перчатки, средства вентиляции․ Документирование наличия комплектов запасных частей и расходников на рабочем месте․

Прием и предварительная регистрация автомобиля
Фиксация данных произведена: VIN, пробег, внешнее состояние․ Оформление заказ-наряда выполнено․ Время и приёмная бригада зафиксированы․
Оформление заказ-наряда и фиксация данных
Регистрация заявки производится в электронной или бумажной форме с указанием модели, объема двигателя и года выпуска․ Идентификационные данные автомобиля фиксируются: VIN, регистрационный номер, пробег․ Описание неисправностей вносится отдельной строкой․ Перечень проводимых работ указывается в смете с кодами операций и нормативным временем․ Диагностические процедуры документируются с указанием применяемых приборов и измерительных точек․ Результаты измерений компрессии и давления масла вносятся в ведомость с единицами измерения и датой․ Состояние узлов и деталей фиксируется фотографиями и подписями ответственых лиц․ Согласованная стоимость работ отражается в итоговом разделе заказ-наряда․ Сроки выполнения указываются числом и временем․
Визуальная инспекция двигателя
Осмотр выполняется по секциям․ Выявление утечек, трещин, коррозии и задира проводится визуально․ Фиксация дефектов в акте производится немедленно․
Диагностика систем двигателя
Проверка электронных и механических контуров производится по регламенту․ Считывание ошибок, испытание датчиков, измерение давления топлива и утечки проводятся․
Последовательность диагностических процедур
Проведение диагностики начато с фиксации идентификационных данных автомобиля и состояния внешних узлов․ Регистрация показаний приборов выполнена перед подключением к электрической сети․ Испытание системы зажигания производится путем снятия сигналов с катушек и свечей․ Контроль подачи топлива осуществляется измерением давления в рампе и визуальной оценкой распыла форсунок․ Измерение компрессии проводится при выкрученных свечах и остановленном стартере․ Фиксация результатов производится в таблице для последующей оценки․ Замер давления масла выполняется на прогретом двигателе с использованием манометра с высоким диапазоном․ Диагностические коды ошибок считываются через диагностический разъем и архивируются․ Оценка снятых данных производится по нормативам завода-изготовителя․

Измерение компрессии
Проведение измерений компрессии цилиндров выполняется при снятой свечной крышке․ Замер производится манометром через свечное отверстие, фиксирование значений․
Методика проведения и критерии оценки
Описана методика измерения компрессии и давления масла для двигателя Daewoo Espero 1․5L 80 л․с․ Последовательность процедур указана с фиксацией исходных параметров․
Измерение компрессии проводится шпиндельным манометром через свечной колодец при отключенной системе зажигания и полностью открытой дроссельной заслонке․ Показания фиксируются в каждом цилиндре․ Критерий соответствия установлен: разброс между цилиндрами не превышает 1,0 бар, минимальное давление для признания работоспособности, 9,0 бар․
Измерение давления масла выполняется манометром на рабочем прогретом двигателе при холостом ходе и повышенных оборотах․ Нормативные значения указаны в технической документации производителя и приводятся в сопроводительных листах заказа․
Измерение давления масла
Подсоединение манометра к масляному каналу․ Измерение при холостом и рабочем оборотах․ Полученные значения сопоставляются с нормативами и фиксируются в отчёте․
Порядок измерения и нормативы
Измерение давления масла выполняется манометром, присоединённым к масляной магистрали через адаптер в отверстии датчика․ Прогрев двигателя до рабочей температуры производится до стабилизации показаний․ Замер выполняется на холостом ходу и при 3000 об/мин․ Нормативы: на холостом ходу давление должно составлять 0,8–1,2 бар, при 3000 об/мин 2,0–3,0 бар․ Отклонение от диапазонов фиксируется․ При падении давления ниже минимального значения документируется необходимость разборки масляной системы и проверки масляного насоса, фильтра и каналов циркуляции․
Оценка состояния блока цилиндров и поршневой группы
Измерение цилиндров выполнено микрометром․ Замеры поршней, канавок и колец зафиксированы․ Отклонения сопоставлены с допусками завода․
Критерии износа и допуски
Измерение цилиндров предусмотрено специальным нутромером․ Допуск овальности цилиндра установлен 0,08 мм․ Заминка замеров при температуре 20°С․ Расточка блока допускается при износе более 0,15 мм по диаметру одного цилиндра относительно заводского номинала; Величина ремонта по расточке определяется технической документацией․
Измерение поршней производится микрометром․ Разность диаметра поршня и цилиндра после очистки канавок не должна превышать 0,06 мм․ Износ канавок колец регламентирован по глубине: предельная величина 0,5 мм по ширине канавки․
Измерение вкладышей проводится щупом и микрометром․ Зазор вкладышей в коренных шейках допускается 0,020–0,050 мм для новых вкладышей и до 0,080 мм для изношенных под ремонтный размер․ Контроль биения шатуна выполняется индикатором; предельное отклонение 0,15 мм․ Результаты фиксируются в дефектовочной ведомости․
Снятие и разборка двигателя
Демонтаж выполняется по этапам: отсоединение коммуникаций, снятие навесного, опускание с кузова․ Разборка проводится по технологической последовательности․
Технологическая последовательность операций
Определение объема работ производится на основании первичной диагностики․ Демонтаж вспомогательных систем осуществляется до получения доступа к агрегату․ Слив рабочих жидкостей и маркировка соединений выполняются для исключения ошибок при сборке; Снятие двигателя производится с применением грузоподъемного оборудования, закрепление корпуса осуществляется на сборочной раме․ Разборка выполняется по этапам: удаление навесных узлов, расстыковка магистралей, демонтаж головки блока цилиндров․ Дефектовка деталей производится с измерениями шероховатости, цилиндров, шатунов и коленвала․ Результаты фиксируются в акте дефектовки․ Шлифовка и расточка блока выполняются с заданными технологическими допусками․ Подбор ремонтных комплектов осуществляется по контрольным замерам․ Сборка производится по предписанным моментам затяжки и фазировке распределительного вала․ Обкатка выполняется в условиях стенда с поэтапной нагрузкой; контрольные измерения снимаются после каждого этапа․ Завершающая настройка производится регулировкой угла опережения зажигания и подачи топлива, после чего оформление выполненных работ фиксируется в отчетной документации․
Дефектовка деталей
Документация фиксации повреждений․ Описание дефектов цилиндров, поршней, колец, шатунов, вкладышей и ГБЦ․ Указание на виды неисправностей и ремонто-пригодность․
Документирование выявленных повреждений
Фиксация дефектов проводится при дефектовке деталей после разборки․ Описание повреждений составляется в табличной форме․ Указание позиции детали, обнаруженного дефекта, места расположения и степени повреждения включается в запись․ Фотофиксация выполняется с обязательной привязкой к номеру позиции․ Замеры параметров заносятся с указанием метода измерения и использованного прибора․ Отдельная графа отводится под оценки пригодности к восстановлению или под замену․ Протокол подписывается ответственным лицом и скрепляется печатью․ Отклонения от стандартных допусков выделяются с указанием значений по контрольным точкам․ Срок хранения документов определяется правилами сервисной документации․

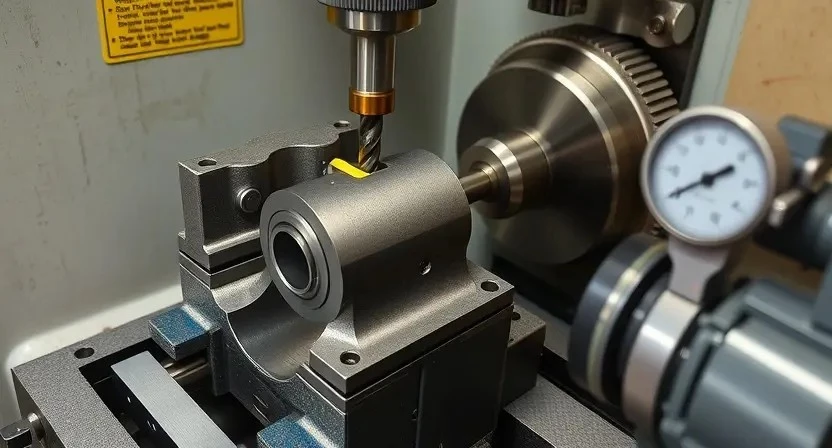
Шлифовка и расточка блока цилиндров
Шлифовка поверхности выполняется до снятия биений․ Расточка цилиндров производится с контрольными замерами․ Контроль допусков фиксируется в отчёте․
Технические параметры и контроль качества
Установлены эталонные параметры для блока цилиндров, поршней, кольцевых зазоров и вкладышей․ Приведены значения посадочных диаметров и допуски; зазоры шатунных вкладышей указаны в таблице нормативов․ Контроль геометрии ГБЦ производится измерительным инструментом с точностью до 0,01 мм․ Шероховатость рабочих поверхностей оценивается по Rz и Ra․ Применение промышленных калибров и индикаторов допускается для проверки соосности и биения․
Для шлифовки и расточки указаны зернистость абразива и режимы резания․ Замеры проводится после каждой операции с фиксацией значений в отчете․ Компрессия и давление масла сверяются с нормативами производителя․ Контроль герметичности системы осуществляется испытанием под давлением․ Протоколы контроля хранятся вместе с актом выполненных работ․

Замена поршней, колец и вкладышей
Подбор комплектующих по размерам и допускам․ Снятие деталей с документированием․ Установка новых изделий с контролем зазоров и моментами затяжки․
Подбор деталей и порядок установки
Подбор комплектующих производится на основании параметров допусков и результатов дефектовки․ Подбор поршней осуществляется по диаметру цилиндров после расточки․ Подбор колец производится по наружному диаметру и высоте канавок․ Подбор шатунных вкладышей осуществляется по серии и классу износа, указанных в каталоге․ Подбор прокладок и сальников производится по толщине и материалу․ Установка деталей выполняется в технологической последовательности: посадка вкладышей, монтаж шатунов, установка поршней с кольцами, установка ГБЦ с новой прокладкой․ Контроль суммарного зазора колец и натяга вкладышей фиксируется в протоколе․
Ремонт или замена головки блока цилиндров (ГБЦ)
Осмотр ГБЦ выполняеться с измерением плоскостности․ Ремонт включает правку, шлифовку клапанов, замены седел и втулок․ Контроль герметичности производится․
Ремонтные операции и контрольные измерения
Операции по ремонту двигателя включают последовательность технологических мероприятий, направленных на восстановление геометрии и рабочих параметров узлов․ Снятие агрегата производится с маркировкой соединений и крепежа; Разборка выполняется по этапам: демонтаж навесных деталей, удаление головки блока, извлечение поршней и шатунов․ Дефектовка проводится с документированием повреждений и указанием допусков․ Шлифовка блока и расточка цилиндров выполняются с контрольными измерениями биения и цилиндрической формы․ Подбор поршней, колец и вкладышей осуществляется по калибру․ Ремонт ГБЦ включает фрезеровку седел клапанов и проверку плоскостности․ Сборка проводится с моментами затяжки, указанными в спецификации․ Измерение компрессии и давления масла выполняется после сборки для подтверждения параметров․ Обкатка проводится с регистрацией параметров и визуальным осмотром по завершении․
Сборка двигателя и предварительные регулировки
Сборка производится по технической последовательности․ Момент затяжки фиксируется․ Шаги регулировки выполнены для фаз газораспределения и зазоров клапанов․
Торговая сборка и контрольные моменты затяжки
Сборка двигателя производится по технологической карте с указанием последовательности операций и контрольных моментов затяжки․ Фиксация чистоты сопрягаемых поверхностей и применение новых уплотнений обязательны․ Шпильки и резьбовые соединения очищаются от загрязнений и смазочных пленок перед установкой крепежа․ Момент затяжки коренных и шатунных крышек указывается в таблице; первичный проход выполняется равномерно крест-накрест с меньшим моментом, вторичный ౼ окончательный момент․ Момент затяжки болтов головки блока указывается по этапам: предварительный, промежуточный, окончательный․ Применение динамометрического ключа обязательно․ Фиксирование угловой добивки производится при необходимости․ Протяжка выполняется при температуре окружающей среды, близкой к рабочей․ Заполнение масляной системы выполняется перед проверочными пусками․ Журнал работ заполняется с указанием использованных моментов и серий крепежа․
Обкатка и окончательная настройка двигателя
Обкатка проводится поэтапно: вывод на рабочие температуры, варьирование нагрузок, фиксирование показателей․ Настройка производится по контрольным параметрам․
Параметры обкатки, контрольные измерения и приемка работы
Установление режимов обкатки проводится после окончательной сборки двигателя․ Прогрев выполняется при стабильном холостом ходе до достижения рабочей температуры охлаждающей жидкости 80–95°C․ Плавное увеличение нагрузки производится в диапазоне оборотов 1500–3000 об/мин при интервалах 10–15 минут в течение первых 200 км пробега․ Контрольные измерения выполняются через 50, 150 и 300 км пробега: измерение компрессии по цилиндрам, контроль давления масла в рабочих режимах, проверка утечек по системе охлаждения и выпуску, оценка зазоров клапанов и натяжения ремней․ Приемка работы оформляется актом выполненных работ с указанием измеренных значений и допусков․