

Обслуживание мотора Daihatsu Cuore 1.0L 58 л.с. (2003–2011) проводится комплексно: диагностика, оценка состояния, планирование ремонта.
Описание объекта ремонта
Двигатель бензиновый трехцилиндровый объемом 1.0 л, мощность 58 л.с., серия EN-VE, устанавливался на модели 2003–2011 годов. Конструкция включает чугунный блок цилиндров с гильзами, алюминиевую головку блока цилиндров с двумя клапанами на цилиндр, распределительный вал верхнего расположения, карбюраторную или инжекторную систему в зависимости от исполнения. Привод ГРМ ременной. Система смазки масляным насосом с давлением подачи через редукционный клапан. Система охлаждения жидкостная с алюминиевым радиатором. Электрические компоненты ограничены стартером, генератором и датчиками температуры и давления масла. Рабочие допуски и моменты затяжки соответствуют заводским спецификациям производителя.
Область применения услуги
Применение услуги ограничено бензиновыми двигателями Daihatsu Cuore 1.0L 58 л.с. 2003–2011. Работы выполняются в стационарных условиях.
Период эксплуатации и модели
Эксплуатация двигателей Daihatsu Cuore 1.0 L 58 л.с. охватывает модельный ряд 2003–2011 годов выпуска. Обслуживание применимо к моторам с рабочим объёмом 998 см3, системой впрыска топлива и верхним расположением распредвала. Уточнение модификаций выполняется по коду двигателя, индексам кузова и маркировке на блоке. История эксплуатации фиксируется в отчёте; указываются пробег, характер эксплуатации, интервалы плановых замен и предыдущие ремонты. Оценка возраста определяется по дате производства и состоянию компонентов. Применение услуги ограничивается моторами с сохранённой геометрией блока и ГБЦ, без признаков критических деформаций. Контроль совместимости пар запчастей производится до заказа деталей.
Комплектация работ
Перечень работ включает диагностику, измерения, демонтаж, разборку, дефектовку, механическую обработку, замену изношенных деталей, сборку.
Перечень выполняемых операций
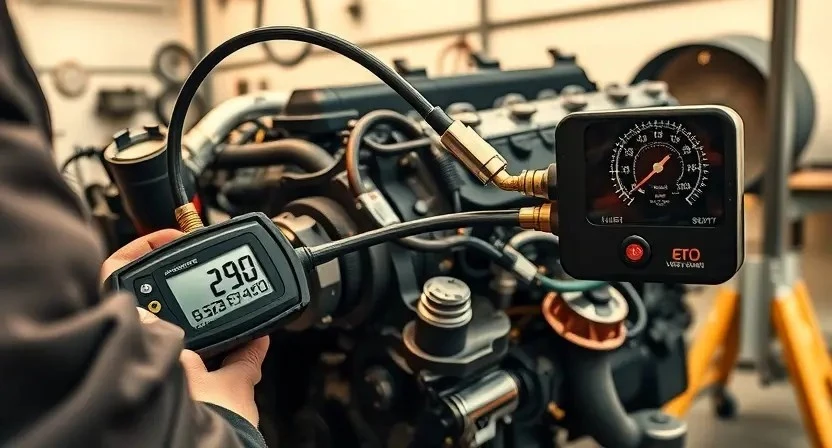
Диагностика выполняется диагностическим оборудованием с фиксацией параметров. Измерение компрессии проводится манометром на каждом цилиндре с фиксацией результатов. Измерение давления масла производится манометром в магистрали подачи с регистрацией показаний при холодном и рабочем режимах. Снятие двигателя осуществляется по технологической карте с маркировкой проводки и крепежа. Разборка двигателя выполняется послойно с каталогизацией деталей и крепежных элементов. Дефектовка производится с оценкой микротрещин, износа и пластических деформаций. Шлифовка блока и расточка цилиндров выполняются по заданным размерам и допускам. Замена поршней, колец и вкладышей производится подбором по ремонтному размеру. Головка блока демонтируется, проверяется на плоскостность, шлифуеться при превышении параметров. Сборка производится по моментам затяжки и последовательности заводских требований. Обкатка восстановленного агрегата выполняется в режимах холостого хода и повышенных нагрузок с контролем температур и давлений. Настройка систем зажигания и подачи топлива производится регулировкой параметров и окончательной проверкой на стенде.
Техническая документация и нормы
Использовать заводские чертежи, каталожные допуски, спецификации материалов. Применять значения зазоров и усилий затяжки по нормативам.
Применяемые стандарты и допуски
Приведение работ по восстановлению двигателя Daihatsu Cuore 1.0L 58 л.с. к нормативам производится с опорой на оригинальные технические регламенты производителя и национальные стандарты машиностроения. Контроль геометрии цилиндров выполняется по допускам ремонтных размеров, указанных в руководстве по ремонту. Размеры поршней и вкладышей подбираются в соответствии с табличными значениями и допустимыми изнашиваниями. Зазоры шатунов и коренных подшипников оцениваются по натяжению масляного слоя и по предельным допускам на радиальные люфты. Параметры шлифовки поверхности блока и головки соответствуют шероховатости и конусности, указанным в техническом пособии. Моменты затяжки крепежа установлены по паспортным значениям с учетом очередности и состояния резьб. Давление масла сравнивается с нормативными величинами при стандартной температуре масла и оборотах холостого хода; Контроль компрессии проводится при соблюдении методики, приведенной в документации, с учетом допуска на разницу между цилиндрами. Все измерения фиксируются в отчете с указанием применяемых инструментов и их калибровочных сертификатов.
Подготовка рабочего места
Организация зоны ремонта: очистка поверхности, выделение места для двигателя, расстановка подставок и инструментов, маркировка деталей.
Организация инструментов и приспособлений
Подготовка рабочего места включает размещение измерительного и слесарного оборудования в зоне доступа. Стол инструментальный устанавливается с освещением и электроразетками. На верстаке размещаются динамометрический ключ, набор шестигранников и торцевых головок, призматические опоры для коленвала, съемники подшипников и шатуна. Стенд для расточки и шлифовки подготовляется с фиксаторами блока цилиндров и системой охлаждения. Контрольные приборы располагаются отдельно: манометр для масла, компрессометр с адаптерами, микрометр, индикатор часового типа. Емкости для маркировки деталей выделяются по группам. Упаковочные материалы и промывочные составы расположены в зоне очистки. Маркировка крепежа и тарирование инструментов регламентируются. Санитарные принадлежности и огнетушитель доступны. Информация о применяемых приспособлениях фиксируется в ведомости.
Диагностика состояния двигателя
Оценка проводится по журналу процедур: визуальный осмотр, прослушивание, проверка утечек, измерение компрессии и давления масла фиксируется.
Методика проведения диагностических процедур
Подготовка двигателя к диагностике включает обеспечение доступа к измерительным точкам и отключение электропитания стартера. Слив топливной системы не указывается в данном разделе. Замеры выполняются при рабочей температуре охлаждающей жидкости 80±10 °C. Измерение компрессии производится через свечной колпачок с использованием компрессометра, проводятся не менее трех замеров подряд для каждого цилиндра. Фиксация результатов ведется в журнале с указанием давления, времени и номера цилиндра. Измерение давления масла осуществляется манометром с присоединением в маслянный штуцер, регистрация производится при холостом ходе и при 3000 об/мин. Проведение электронных диагностических процедур выполняется через диагностический разъем, регистрация кодов и параметров производится в электронном журнале. Оценка полученных данных осуществляется по нормам производителя и по предельным значениям из каталога деталей, при отклонениях планирование работ на дефектовку и восстановление.
Измерение компрессии
Измерение компрессии проводится по цилиндрам с использованием манометра. Регистрация показаний и сопоставление с нормативами для оценки состояния.
Порядок измерений и оценка результатов
Подготовка двигателя к измерению компрессии предусматривает прогрев до рабочей температуры, установка цилиндра в положение ВМТ или фиксированное состояние по меткам, и изъятие свечей зажигания. Демпфирование топливной подачи осуществляется отсоединением топливных клапанов или использованием диагностического разъёма. Для измерения компрессии применяется манометр с адаптером под резьбу свечи; последовательность: прокрутка стартера до стабилизации показаний, запись значения, сброс давления. Сравнение результатов выполняется с заводским паспортным значением и допуском по неравенству между цилиндрами. Отклонение величин более установленного допуска фиксируется как снижение компрессии. Для оценки давления масла применяется манометр, подключаемый к штуцеру масляного фильтра или масляного канала; замеры выполняются при холостом ходе и при повышенных оборотах. Результаты сопоставляются с нормативными величинами давления для данного двигателя и с предельными значениями для износа масляной системы. Фиксация данных производится в отчетной форме с указанием измерительных приборов и условий проведения.
Измерение давления масла
Подготовка манометра и адаптера. Подключение к масляной магистрали. Контроль давления при холостом ходе и нагрузке. Запись результатов.
Порядок проведения измерений и критерии оценки
Подготовка двигателя к измерениям производится удалением свечей, подключением исправного компрессометра и манометра масла. Для измерения компрессии производится прогрев до рабочей температуры, выключение системы зажигания посредством отключения форсунок или катушек, проворачивание коленвала стартером до установления максимального показания. Для измерения давления масла производится прогрев при рабочем холостом ходе, подключение манометра в место датчика давления или подачи масла. Результаты записываются по цилиндрам в виде таблицы. Критерии оценки: давление масла сравнивается с паспортными значениями, допустимое отклонение указывается в технической документации; компрессия оценивается по абсолютному значению и по разбросу между цилиндрами. Значение компрессии ниже установленного допуска интерпретируется как признак износа колец или клапанов. Разброс более установленного допуска трактуется как неоднородность цилиндровых параметров. Фиксация показателей производится в отчётной форме для последующей дефектовки.

Оценка технического состояния агрегата
Анализ состояния двигателя проводится по компрессии, давлению масла, утечкам. Результаты оформляются в акте дефектовки с выводами.
Критерии перехода к капитальному ремонту
Оценка состояния двигателя проводится по совокупности измерений и внешних признаков. Измерение компрессии выявляет цилиндры с потерями давления более 20% относительно среднего значения. Измерение давления масла фиксирует показатели ниже паспортных значений на ХХ и при нагрузке. Обнаружение задиров и глубоких рисок в зеркале цилиндра фиксируется как основание для расточки и шлифовки блока. Износ коренных вкладышей, определяемый по превышению допустимого зазора, учитывается при замене подшипников. Трещины в блоке или головке блока фиксируются как основание для полной замены соответствующей детали. Геометрическая деформация плоскости ГБЦ, выявленная при шабрении или индикаторном приборе, трактуется как основание для шлифовки или замены прокладки. Повышенный расход масла свыше паспортных значений при отсутствии внешних течей рассматривается как индикатор износа поршневой группы. Прикоррозионные изменения канавок колец и канавок поршней считаются основанием для подбора ремонтных размеров. Сочетание нескольких критических признаков приводит к принятию решения о капитальном ремонте агрегата.

Снятие двигателя
Демонтаж двигателя производится последовательно: отсоединение коммуникаций, слив жидкостей, отключение агрегатов, крепежи открутить, корпус извлечь.
Технологическая последовательность демонтажа
Подготовка рабочего места производится с фиксацией инструментов и приспособлений. Электропитание отключается. Аккумуляторная батарея изымается. Снятие навесных агрегатов выполняется поочередно: воздушный фильтр, впускной коллектор, генератор, компрессор кондиционирования. Слив рабочих жидкостей проводится в ёмкости с маркировкой. Съем топливной магистрали и электрических разъемов производится с применением уплотнителей. Отсоединение выхлопной системы производится у фланца. Опоры мотора демонтируются после вывешивания кузова или мотора стойками. ГРМ фиксируется. Головка блока снимается после отворачивания крепежных элементов в установленной последовательности. Двигатель извлекается с использованием подъемного механизма и кронштейнов, крепления маркируются для последующей сборки.

Разборка двигателя
Демонтаж узлов произведён по технологической карте. Снятие навесного оборудования, последовательная маркировка, сохранение крепежа и деталей.
Этапы демонтажа узлов и крепежа
Определение последовательности демонтажа производится на основании схемы агрегата и технической документации. Слив рабочих жидкостей выполняется перед отсоединением магистралей. Электрические разъемы маркируются, после чего силовые цепи обесточиваются. Системы впуска и выпуска отделяются от корпуса; карбюратор или топливная рампа демонтируются в отдельной операции. Снятие навесных агрегатов производится по очередности: генератор, компрессор кондиционирования, насос охлаждающей жидкости. Опоры двигателя освобождаются после вывешивания мотора. Ребра и кожухи крепления снимаются для доступа к головке блока. Крепеж коллекторов и труб отсоединяется по этапам. Соединения газооторвода подаются на учет. Крепеж головки и блоков помечается и укладывается по группам.
Дефектовка деталей
Дефектовка выполнена по стандарту: измерение износа, оценка трещин, контроль геометрии, маркировка для ремонта или списания.
Методика выявления износа и повреждений
Визуальная оценка поверхностей выполняется при комнатной освещенности и при использовании направленного света. Фиксация дефектов производится фотографированием и занесением в акт дефектовки. Контроль геометрии производится измерительными инструментами: микрометром, штангенциркулем, индикатором часового типа, нутромером. Измерение износа шейки проводится по диаметру в нескольких сечениях. Замер биения реализуется индикатором с опорой по центрам. Твердость определяется при помощи портативного твердомера по точкам, указанным в регламенте. Проверка на трещины выполняется флуоресцентной дефектоскопией или магнитопорошковой обработкой в соответствии с классификацией повреждений. Оценка результатов сопоставляется с допусками изготовителя и отражается в карточке ремонта.
Шлифовка и расточка блока цилиндров
Шлифовка поверхности и расточка цилиндров выполняется по чертежным размерам. Измерение допусков производиться до и после обработки.
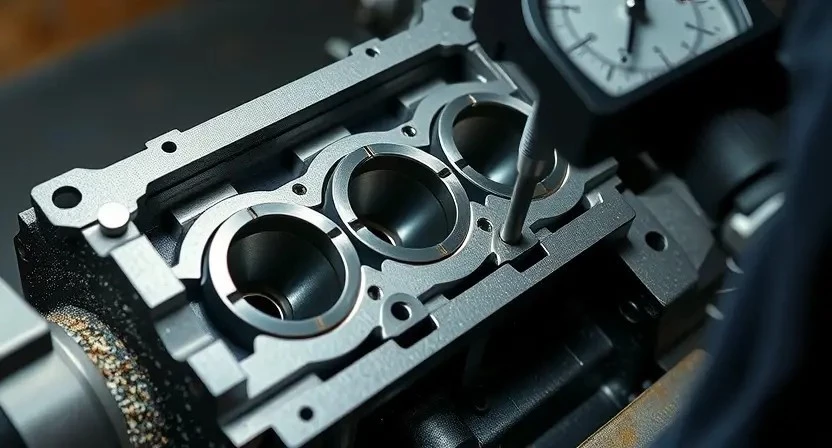
Технологические параметры обработки
Установление размеров восстановления цилиндров производится по фактическим замерам изношенной поверхности. Задача вестися через замеры диаметра, круглости и конусности. Обработка блока цилиндров включает расточку до ремонтного размера с шагом припуска 0,01 мм и шлифование для получения шероховатости Ra 0,8–1,2 мкм. Установление овальности допускается до 0,05 мм. Применение поршней оговаривается по номиналу или ремонтному размеру с зазором между стенкой и поршнем 0,03–0,08 мм. Контроль цилиндров выполняется нутромером. Снятие заусенцев и промывка поверхности обязана предшествовать сборке. Допуск на соосность коленвала и блока после обработки должен укладываться в 0,08 мм. Качество поверхности головки доводится до Ra 0,4–0,8 мкм.

Замена поршней и поршневых колец
Замена поршней выполняется по размерам ремонтного класса. Установка колец производится по зазорам распределам. Смазка посадочных мест.
Выбор размеров и порядок установки
Определение размеров поршней и колец производится по замерам цилиндров и поршневых канавок. Измерение внутреннего диаметра цилиндра выполняется микрометром и нутромером с фиксацией результатов в ведомости. Подбор поршней производится по классу ремонтного размера, указание класса наносится на гильзу или в карте дефектовки. Выбор колец выполняется по наружному диаметру поршня и зазору в канавке. Подбор вкладышей производится по маркировке шатунной и коренной шейки коленвала. Контроль микрометра применяется для верификации посадочных размеров. Установка поршневого комплекта производится с соблюдением технологической схемы: установка колец по последовательности, совмещение меток, направленное вращение канавок, обеспечение зазоров между замками; Монтаж вкладышей выполняется с измерением масляного зазора и контроля осевого смещения. Моменты затяги болтов коренных и шатунных крышек указываются в спецификации к данной модели.
Замена коренных и шатунных вкладышей
Контроль за износом вкладышей производится по зазорам; подбор комплектов производится по ремонтным размерам; сопряжение шеек и вкладышей оценивается визуально.
Контроль люфтов и монтажные зазоры
Определение зазоров коренных и шатунных вкладышей производится по таблицам допусков для двигателя Daihatsu Cuore 1.0L 58 л.с. (2003–2011). Измерение радиального люфта в опорах коленчатого вала выполняется щупом и микрометром; фиксирование результатов в протоколе и сравнение с нормативами. Контроль осевого люфта производится индикатором часового типа с фиксацией показаний на маховике и кузовных упорах. Оценка зазора шатунно-поршневой группы проводится по зазору между поршнем и цилиндром и по посадочным размерам поршневых пальцев. Монтажные зазоры вкладышей сопоставляются с эталонными значениями; при отклонениях предусмотрена замена комплектов вкладышей с подбором посадочных размеров. Заполнение отчета о замерах с указанием используемых инструментов и калибровки приборов.
Работа с головкой блока цилиндров
Снятие ГБЦ выполняется по технологии. Проверка плоскостности производится. Шлифовка и замена прокладки документируются.
Снятие, проверка, шлифовка и замена прокладки
Снятие головки блока цилиндров производится после отсоединения вспомогательных магистралей и маркировки соединений. Крепеж откручивается по заданной схеме, снятие производится по очередности, чтобы исключить деформацию. Фиксация распредвалов обеспечивается блокировочными приспособлениями. Проверка поверхности головки выполняется визуально и инструментально: контроль плоскостности микрометром и индикатором. Дефекты фиксируются в отчётной документации с указанием размеров повреждений. Шлифовка поверхности производится на станке с пределом снятия металла, установленным техническими требованиями. Замена прокладки производится на новую деталь соответствующего артикула. Контроль притяжения болтов головки проводится динамометрическим ключом по заданной последовательности и моментам; результаты заносятся в акт работ. Испытание на герметичность осуществляется после сборки при давлении, установленном нормативами.
Сборка двигателя
Сборка производится по технологической карте: установка коленвала с контролем зазора, монтаж шатунов, поршней, затяжка болтов по моменту.
Технология сборочных операций и момент затяжки
Сборка двигателя Daihatsu Cuore 1.0L выполняется по этапам, ориентированным на обеспечение допусков и геометрии. Подгонка шатунно-поршневой группы производится по размерам посадочных мест и масляным зазорам. Установочные поверхности очищаются от загрязнений и окрашенных следов. Болтовые соединения смазываются моторным маслом при установке вкладышей и поршней. Момент затяжки коренных и шатунных крышек выполняется динамометрическим ключом в несколько этапов: предварительная затяжка с контролируемым усилием, основная затяжка с указанием момента и последующая угловая дорботка при необходимости. Крутящий момент и угловые значения документируются. Применение шаблонов моментных режимов и крутильных таблиц обязательно. Контроль биения коленвала и люфтов проводится после окончательной фиксации. Подшипники при сборке заменяются на новые при выявлении дефектов.
Обкатка восстановленного двигателя
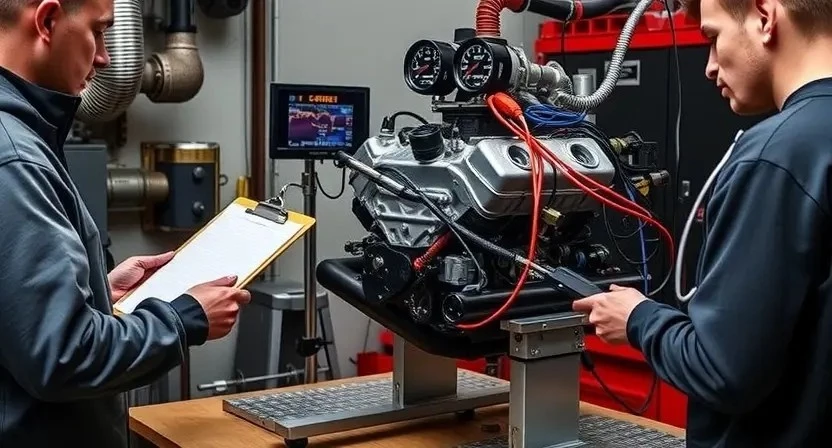
Обкатка выполняется по этапам: прогрев, постепенное увеличение нагрузки, контроль давления масла и температуры, фиксирование параметров.
Режимы работы и контрольные параметры
Обкатка восстановленного двигателя должна проводиться в контролируемых режимах для стабилизации геометрии рабочих поверхностей и приработки новых компонентов. Начальный этап обкатки предусматривает прогрев до рабочей температуры при низкой нагрузке с поддержанием оборотов 1500–2000 об/мин в течение 15–30 минут. Следующий этап предполагает переменный режим: чередование оборотов 2000–3500 об/мин и кратковременные повышения до 4000 об/мин при исключении длительных высоких нагрузок. Давление масла при оборотах холостого хода должно составлять 0,8–1,2 бар, при 3000 об/мин — 2,5–3,5 бар. Температура охлаждающей жидкости на рабочем этапе должна удерживаться в диапазоне 85–95 °C. Обороты холостого хода после обкатки регулироваться до 750–850 об/мин. Измерения параметров фиксироваться с интервалом 5 минут в протоколе и приложении графиков для последующего анализа результатов.
Настройка систем после ремонта
Настройка систем производится: регулировка угла опережения, установка подачи топлива, калибровка ХХ, тестирование на холостом ходу.
Регулировка зажигания, топливной подачи и холостого хода
Настройка угла опережения зажигания производится по метке распределительного вала и по значениям, указанным в технической документации для двигателя Cuore 1.0L 58 л.с. (2003–2011). Регулировка подачи топлива осуществляется через проверку давления в топливной рампе, состояние регулятора давления фиксируется. Холостой ход настраивается с использованием рабочего датчика оборотов и корректирующего винта системы холостого хода, контроль смеси осуществляется по показаниям кислородного датчика и составу выхлопа. Энергопитание форсунок проверяется на контактную проводку, электроцепь диагностируется мультиметром. После регулировок выполняется статическая проверка устойчивости оборотов и контроль параметров при прогретом двигателе.
Документация и гарантийные обязательства
Выдача акта выполненных работ. Гарантийный талон с перечнем операций и сроком. Фиксация серийных номеров и расходных деталей.
Отчетность по выполненным работам и сроки гарантии
Составление акта выполненных работ производится по каждому виду операций: диагностика, измерение компрессии, измерение давления масла, демонтаж, разборка, дефектовка, расточка, шлифовка, замена поршней, колец, вкладышей, головки блока цилиндров, сборка, обкатка, настройка. В акт включаются перечень заменённых деталей с указанием маркировки и размеров, протоколы измерений с числовыми результатами, схемы затяжек и контрольные моменты. Приложением к акту прилагаются фотографии дефектов до и после ремонта, акты приёма-передачи агрегата и приходные накладные на комплектующие. Срок гарантийного обслуживания определяется отдельно для работ и для комплектующих: гарантия на работы предоставляется в виде месячного или километрового интервала, гарантия на новые запасные части указывается в документах поставщика. Гарантийные обязательства отражаются в итоговом отчёте с указанием условий утраты гарантии при нарушении режима обкатки, несоответствии рекомендованных масел и топлива, применении неоригинальных компонентов. Финансовая часть включает расчёт стоимости работ и материалов с указанием применённых тарифов и ставок налога. Ведение архива работ производится в электронном и бумажном виде с хранением протоколов не менее установленного срока хранения сервисной документации.