

Вhведение
Предоставление услуги по ремонту двигателя Dongfeng AX7 1.6 Turbo 170 л.с. включает диагностику, оценку состояния и комплекс восстановительных операций.
Область применения услуги
Предметом услуги является капитальный и диагностический комплекс работ, направленный на восстановление работоспособности двигателя Dongfeng AX7 1.6 Turbo 170 л.с. (2014–н.в.). Обслуживание охватывает диагностику электронных систем и оценку состояния механических узлов. Измерения компрессии и давления масла выполняются для оценки герметичности цилиндропоршневой группы и состояния масляной системы. Снятие агрегата производится при обнаружении дефектов, требующих разборки. Разборка и дефектовка деталей предполагают документирование дефектов и выбор методов ремонта. Восстановительные операции включают шлифовку коленчатого вала, расточку блока цилиндров и замену поршней, колец и вкладышей. Ремонт ГБЦ включает шлифовку и проверку седел клапанов. Сборка производится с контролем технологических моментов затяжки. Обкатка и настройка проводятся для подтверждения восстановленной работоспособности и соответствия эксплуатационным параметрам.
Описание двигателя
Двигатель 1.6 Turbo 170 л.с. с турбонаддувом, рядный четырёхцилиндровый, система впрыска прямого типа, алюминиевый блок, цепной привод ГРМ, рабочий объём 1598 см3.
Технические характеристики Dongfeng AX7 1.6 Turbo 170 л.с. (2014–н.в.)
Объём двигателя обозначен как 1,6 л. Конфигурация цилиндров ⏤ рядная, количество цилиндров ⎼ 4. Тип наддува ⎼ турбонаддув, максимальная мощность заявлена 170 л.с. при установленном диапазоне оборотов. Крутящий момент указан в заводской документации, измеряется в Н·м. Степень сжатия фиксирована заводом и контролируется по маркировке блока. Система питания ⎼ распределённый впрыск топлива с электронным управлением. Материал блока ⎼ алюминиевый сплав. Привод ГРМ ⎼ ременной или цепной в зависимости от модификации; точная конструкция указывается в спецификации конкретного двигателя. Система смазки ⏤ под давлением с масляным насосом агрегатного типа. Охлаждение ⎼ жидкостное с циркуляцией через радиатор. Массовые и габаритные параметры подлежат проверке с опорой на заводские данные для точного подбора запчастей и инструментов.
Комплекс диагностики
Проведение комплексной диагностики двигателя Dongfeng AX7 1.6 Turbo включает считывание ошибок, анализ параметров, измерение компрессии и давления масла.
Цель и состав диагностических работ
Целью диагностики является установление технического состояния двигателя Dongfeng AX7 1.6 Turbo 170 л.с. и определение объёма восстановительных работ. Диагностические мероприятия разделены на этапы: электронная проверка управляющих систем, измерение компрессии, измерение давления масла в рабочем и холостом режимах, оценка герметичности системы охлаждения и впуска. Визуальное обследование поверхностей и креплений проводится для обнаружения трещин, коррозии, течей и механических повреждений. Снятие датчиков и соединений выполняется для получения корректных показаний приборов. По итогам снятых параметров и визуального осмотра составляеться перечень работ с указанием очередности операций и ориентировочным объёмом ремонта. Принятие решения о демонтаже двигателя основывается на совокупности параметров: снижение компрессии ниже допустимых значений, нестабильное давление масла, наличие механических повреждений блока или ГБЦ, значительная потеря геометрии рабочих поверхностей. Документирование результатов выполняется с указанием измеренных значений, применённых методов и использованных приборов.
Подготовительные работы
Организация рабочего места: освещение, подъемник, инструментальная оснастка. Подготовка расходных материалов. Маркировка соединений и фиксация проводки перед демонтажем.
Организация рабочего места и инструментов
Рабочее место подготовлено для выполнения комплекса работ с двигателем Dongfeng AX7 1.6 Turbo 170 л.с. Площадка освещена, пол очищен от посторонних предметов. Столы и стеллажи обозначены для хранения деталей по операциям: демонтаж, разборка, очистка, сборка. Оборудование для подъёма двигателя размещено в зоне с прямым доступом к моторному отсеку. Инструментальные наборы распределены по розеткам и держателям, метрический инструмент выложен по номерам, динамометрические ключи промаркированы по диапазонам. Контрольно-измерительные приборы закреплены на стенде, калибровочные паспорта приложены. Емкости для отработанных жидкостей промаркированы и установлены в зоне утилизации. Средства индивидуальной защиты расположены в доступной зоне. Инвентаризация оборудования производится перед началом работ.
Электронная диагностика
Считывание кодов неисправностей выполняется штатным сканером. Анализ параметров двигателя проводится по живым значениям. Протоколирование результатов обеспечивается.
Считывание кодов неисправностей и анализ параметров
Считывание кодов неисправностей производится сканером, совместимым с протоколами OBD-II и производителем заданными расширениями. Считывание включает постоянные и исторические коды, значения PID, состояние готовности компонентов. Данные логируются в стандартный формат для последующей аналитики. Анализ параметров выполняется по таблице эталонных значений: давление топливной системы, угол опережения зажигания, частота вращения на холостом ходу, температура охлаждающей жидкости, давление наддува, показания датчика массового расхода воздуха. Корреляционный анализ выполняется для выявления зависимостей между кодами и отклонениями параметров. Отчёт формируется с указанием кодов, временных меток, значений параметров до и после корректировки, а также рекомендаций по следующему диагностическому этапу.
Визуальный осмотр
Осмотр внешнего состояния двигателя выполнен: обнаружены утечки масла, коррозия креплений, трещины кожуха, люфт навесных агрегатов, следы перегрева на коллекторах.
Оценка внешнего состояния узлов и креплений
Визуальный осмотр выполняется на смонтированном и демонтированном двигателе. Оценка направлена на выявление коррозии, трещин, деформаций и следов ударной нагрузки. Крепления картерных крышек, опор двигателя и кронштейнов подвергаются контролю на наличие утечек и ослабления крепежа. Резьбовые соединения анализируются по состоянию витков и признакам среза. Состояние шлангов и трубопроводов фиксируется по наличию трещин, набухания и точечных пробоин. Уплотнительные элементы осматриваются на деформацию и потерю эластичности. Кузовные опоры двигателя оцениваются на износ и смещение посадочных мест. Результаты фиксируются в отчёте с указанием узлов, дефектов и предложенных операций.
Измерение компрессии
Измерение компрессии производится манометром через свечной канал. Фиксация цифр по цилиндрам. Оценка по нормативам производителя. Протокол составляется.
Порядок измерения и критерии оценки
Подготовка двигателя к измерению компрессии включает вывод клапанов в закрытое положение и отключение системы зажигания. Демонтаж свечей производится по очереди. Установка манометра в гнездо свечи допускается выполнять специализированным адаптером. Прокрутка коленчатого вала производится стартером с открытой дроссельной заслонкой до стабильного показания прибора. Результаты фиксируются по каждому цилиндру в таблицу. Критерии оценки: давление менее 10 бар считаеться сниженным, разница между цилиндрами более 1 бар считается значимой. Измерение повторяется после подачи масла в цилиндр для выявления износа колец. При несоответствии параметров к технической документации применяется процедура дефектовки.

Измерение давления масла
Измерение давления масла производится манометром через штатный штуцер. Фиксация показаний проводится на холостых и рабочих оборотах для оценки герметичности системы.
Методика измерений и допустимые значения
Измерение давления масла производится при прогретом двигателе до рабочей температуры. Замеры выполняются с использованием манометра, подключаемого к масляному каналу датчика давления. Фиксирование показаний производится при холостом ходе, при 2000 об/мин и при нагрузке, заданной стендовыми условиями. Допустимое давление при холостом ходе составляет 0,8-1,2 бар. При 2000 об/мин значение должно находиться в пределах 2,5-4,0 бар. Давление под нагрузкой должно соответствовать паспортным значениям, отличия более 0,5 бар признаются отклонением.
Калибровка манометра проводится перед измерением. Допуск утечки в системах маслоподачи не должен превышать предельных величин, установленных производителем. При фиксировании аномалий выполняется протокол с указанием точных значений и условий измерений.
Принятие решения о снятии двигателя
Оценка параметров компрессии и давления масла проведена. При превышении порогов износа и повреждений принято решение о демонтаже для дальнейшей разборки.
Критерии для демонтажа агрегата
Определение необходимости демонтажа двигателя производится на основе зафиксированных отклонений рабочих параметров и состояния узлов. Измерение компрессии, выполненное по установленных процедур, с результатами ниже допустимых пределов зафиксировано как основание к демонтажу. Длительное падение давления масла, подтверждённое измерениями и сопоставленное с нормативными значениями, считается критерием для снятия агрегата. Наличие механических повреждений блока или головки, выявленных при визуальном и инструментальном осмотрах, учитывается при принятии решения. Сигналы электронных систем, сопровождающиеся повторяющимися кодами неисправностей, рассматриваются совместно с параметрическими данными. На основании совокупности перечисленных фактов принимается решение о демонтаже для проведения разборки и дефектовки.
Снятие двигателя
Крепления демонтированы поэтапно. Системы отсоединены. Подвеска двигателя организована под подъём. Демонтаж выполняется с фиксацией фотофиксацией и маркировкой.
Последовательность операций при демонтаже
Отключение электрической системы и снятие аккумуляторной батареи. Дренаж рабочей жидкости и сбор использованного материала в ёмкость, маркированную по типу. Демонтаж воздуховода и элементов системы впуска с маркировкой стыковочных мест. Отсоединение топливных магистралей с депрессорированием системы. Слив моторного масла через приготовленную тару. Отсоединение выпускной системы в зоне фланца и демонтаж опор двигателя. Снятие навесного оборудования: генератора, компрессора кондиционирования, насоса гидроусилителя. Демонтаж трапециевидных и гибких соединений с фиксацией положения рулевых тяг. Отсоединение трубок охлаждения и удаление теплообменника при наличии. Промаркировка и удаление проводки с креплений. Подвешивание двигателя к подъёмному механизму штатными точками с контролем центровки. Отсоединение коробки передач и её временное закрепление на раме. Демонтаж двигателя из моторного отсека, упаковка агрегата на подставку для транспортировки в мастерскую.
Разборка агрегата
Последовательность разборки двигателя определена процедурой: демонтаж навесного, снятие ГБЦ, извлечение поршневой группы, маркировка деталей, упаковка в контейнеры.
Порядок разборки узлов и деталей
Фиксация исходного состояния выполняется фотографированием и маркировкой крепежа. Демонтаж навесных агрегатов производится последовательностью: впускной коллектор, выпускной коллектор, турбонагнетатель, топливная аппаратура. Слив жидкостей производится в герметичную емкость. Отсоединение трубопроводов и электрических разъемов производится с маркировкой для обратной сборки. Снятие ГБЦ выполняется после ослабления болтов в указанной заводской очередности. Блок цилиндров освобождается от масляного поддона и промежуточных элементов. Шатунные крышки отмечаются номерными метками. Поршни извлекаются посредством съемника и подъемника. Клапанная система демонтируется с сохранением компоновки пружин и сухарей. Все детали направляются на дефектовку с указанием места обнаружения повреждений и исходных параметров. Упаковка и хранение комплектующих производится по категориям с назначением мест хранения и срока консервирования.
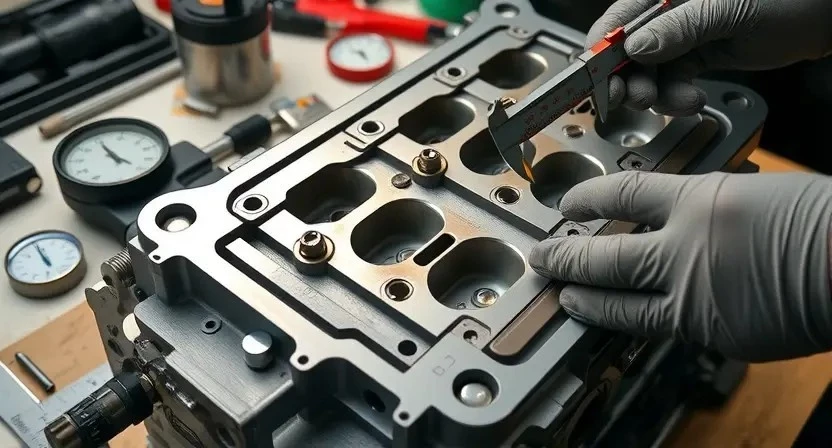
Дефектовка деталей
Осмотр деталей выполняется поэлементно. Измерение износов производится микрометром. Фиксация дефектов оформляется актом. Ремонтопригодность определяется по замерам.
Проверка износа и обнаружение дефектов
Визуальный и измерительный контроль поверхности деталей производится после разборки. Измерение диаметров цилиндров, поршней и шатуных пальцев выполняется с использованием микрометров и нутромеров; Оценка состояния поршневых колец производится по следам износа на канавках и по величине зазора в замке. Контроль вкладышей осуществляется по признакам выработки, задиров и по величине масляного зазора при помощи щупов. Оценка коренных шеек производится по овальности и цилиндричности. Проверка шатунов включает проверку биения и трещин методом магнитного контроля или дефектоскопии. Обследование седел клапанов выполняется с определением износа рабочих кромок и прилегания. Оценка распределительного вала производится по износу кулачков и по люфту опорных шеек. Измерение плоскостности головки блока производится на плите со щупом. Результаты фиксируются в ведомости с указанием размеров и границ допуска. Решение о восстановлении принимается на основании сравнительного анализа с техническими допусками производителя.
Шлифовка коленчатого вала
Шлифовка производится на специализированном оборудовании. Заявлен размер съема металла, контроль соосности выполняется по калибру. Протяжка завершена.
Параметры обработки и контроль соосности
Шлифовка коленчатого вала производится по заданным размерам восстановительных шеек с допуском на диаметр +0,02 мм при установке ремонтных вкладышей. Обработка поверхности шеек должна обеспечивать шероховатость Ra не более 0,8 мкм. Балансировка ротора выполняется после окончательной обработки; статическая неуравновешенность ограничивается 1,5 г·мм на мм радиуса. Контроль соосности расточки выполняется с помощью индикаторов и ВМП; отклонение центральных осей цилиндров относительно коренных опор не должно превышать 0,03 мм на длину 300 мм. Измерение биений осуществляется индикальным способом при вращении с частотой до 60 об/мин. Применение оправок и контргаек обязательно для исключения смещения при обработке. Документирование результатов измерений производится с фиксацией допусков, размеров и использованных инструментов.

Расточка блока цилиндров
Выполнение расточки блока цилиндров производится после дефектовки с целью восстановления геометрии гильз. Параметры расточки устанавливаются по ремонтным допускам изготовителя.
Технологические допуски и допустимые изъятия
Установлены допуски и предельные изъятия для блокa цилиндров, коленчатого вала, шатунов, поршней и направляющих ГБЦ. Измерения выполнять калиброванными приборами. Прямолинейность поверхности блока контролируется индикатором с погрешностью 0,01 мм. Диаметр цилиндра допускается в пределах заводской нормы плюс ремонтный набор: +0,25 мм, +0,50 мм для первой и второй ремонтной группы соответственно. Параллельность постелей коренных подшипников определяется разбежностью 0,03 мм. Радиальные зазоры в коренных вкладышах нормируются 0,020–0,040 мм в зависимости от износа коленвала. Биение шейки коленвала после шлифовки не должно превышать 0,01 мм. Толщина стенки гильзы при расточке контролируется минимумом 1,5 мм. Ход поршня по цилиндру допускается с зазором 0,03–0,08 мм в холодном состоянии. При установке колец предусмотреть боковой зазор в канавках 0,15–0,30 мм. Суммарный износ направляющих клапанов не должен превышать 0,3 мм по наружному диаметру. Контрольное измерение производится после каждой технологической операции.
Замена поршней и колец
Выбор комплекта производится по размерам цилиндров. Установка поршней производится с соблюдением зазоров. Притирка колец выполняется до достижения герметичности.
Выбор комплекта и требования к установке
Определение комплекта цилиндропоршневой группы производится на основании результатов дефектовки и технологических измерений. Подбор поршней и колец осуществляется по диаметру цилиндров после расточки с учетом номинальной и ремонтной группы. Выбор вкладышей коренных и шатунных производится по замеру биения шейки коленчатого вала и по величине масляного зазора после шлифовки. Комплекты головки блока подбираются по состоянию седел клапанов и направляющих; при износе применяются ремонтные комплекты с проточкой и притиркой. Расходные материалы указываются в спецификации; к ним относятся сальники, прокладки, болты головки с заданным классом прочности и масляные фильтры. Установочные поверхности очищаются и контролируются на плоскостность; при отклонении превышающем технологический допуск производится шлифовка. Монтаж поршневой группы выполняется с применением оправок и инструмента для сания колец; контроль зазоров фиксируется в протоколе. Моменты затяжки головки и крышек подшипников указываются по таблице и фиксируются после прогрева до рабочей температуры на испытательном стенде.
Замена вкладышей коренных и шатунных
Замена вкладышей производится по результатам дефектовки. Подбор номинальных размеров. Контроль масляных зазоров. Вкладыши установлены с проточками.
Контроль зазорных величин и подгонка
Измерение зазоров вкладышей коренных и шатунных производится при помощи щупов и микрометров. Замер зазора между шатунной крышкой и шейкой коленчатого вала выполняется в собранном и предварительно проверенном состоянии для исключения перекосов. Зазоры цилиндров и шатунов сопоставляются с паспортными значениями, при отклонении выполняется подбор ремонтных вкладышей с увеличением или уменьшением толщины. Подгонка осуществляется последовательным подбором комплектов до достижения расчетных люфтов. Контроль угловой установи коленвала на момент обжатия болтов выполняется динамометрическим ключом. Результат фиксируется протоколом с указанием номеров деталей и полученных величин.
Восстановление головки блока цилиндров (ГБЦ)
Демонтаж ГБЦ выполнен. Шлифовка плоскости и проверка на трещины произведены. Седла клапанов обработаны. Замена направляющих и сальников оформлена.
Ремонтные операции: шлифовка, проверка седел, замена направляющих
Подготовка ГБЦ к обработке производится после дефектовки. Поверхности, подлежащие шлифовке, маркируются и фиксируются в приспособлении. Шлифовка проводится с контролем плоскостности по цифровому индикатору; предельное отклонение от плоскости указано в технологической карте. Проверка седел клапанов выполняется с использованием фрезерного инструмента и индикаторного приспособления; измерение углов седел производится для определения необходимости ремонта. Направляющие клапанов подвергаются оценке на износ по люфту и диаметру; замена направляющих производится при превышении допусков. Прессование направляющих осуществляется с применением нагрева или холодной усадки в соответствии с температурным режимом, указанным в каталоге. Сборка седел и направляющих производится с применением смазки, обеспечивающей первоначальную смазку при пуске; контрольной операцией является проверка герметичности и свободного хода клапанов после сборки.
Сборка двигателя
Сборка производится по регламенту. Установление поршней и колец выполняется с контролем зазоров. Момент затяжки фиксируется протоколом.
Технологическая последовательность и контроль моментов затяжки
Определение порядка сборки производится по номерам цилиндров и заводской документации. Болтовые соединения подразделяются на категории по классу прочности и назначению. Перед затяжкой поверхность резьбы и опорных поверхностей очищается от загрязнений и старого герметика. Смазка резьбы допускается только при указании в нормативной карте; в остальных случаях применяются сухие теории натяга. Первичный протяж выполняется в один проход с контролем угловой величины. Последующая стадия включает ступенчатую доводку момента, соблюдение указанного углового приращения. Контроль производится динамометрическим ключом с поверенным сертификатом. Фиксация результатов производится в ведомости с указанием значения момента, номера детали и даты операции. При повторной сборке допускается применение контроля остаточного крутящего момента после прогрева агрегата.

Обкатка после сборки
Обкатка выполняется на стенде и в дорожных условиях. Контроль температур, давления масла и утечек. Параметры записываются для оценки работоспособности.
Режимы обкатки и контроль параметров
Обкатка после сборки производится в несколько этапов с контролем рабочих параметров. Первый этап включает запуск холодного двигателя и удержание холостого хода до стабилизации давления масла в рабочем диапазоне. Временной интервал фиксируется. Второй этап подразумевает плавное увеличение нагрузки и оборотов в пределах 1500–3000 об/мин без длительных перегрузок. Продолжительность этого этапа регламентируется по пробегу или по времени. Третий этап предусматривает циклические нагрузки с равномерным распределением по диапазону оборотов и постепенным увеличением мощности при мониторинге температуры блока и параметров турбокомпрессора. В процессе обкатки выполняется периодическая фиксация показаний давления масла, температуры охлаждающей жидкости, компрессии по цилиндрам и уровня вибрации. Регистрация данных производится через диагностическое оборудование с сохранением протоколов. Окончательная проверка включает контроль герметичности систем и финальную калибровку систем управления двигателя с записью результатов.
Настройка и окончательная проверка
Настройка ЭБУ производится по заводским картам. Проверка на стенде выполняется по параметрам давления, компрессии, утечек и адаптации. Протокол оформляется.
Калибровка систем управления, проверка на стенде и дорожные испытания
Настройка электронных блоков управления производится после сборки двигателя. Подготовка включает загрузку заводских параметров и программных карт работы турбонаддува и фаз газораспределения. Калибровка датчиков давления и температуры выполняется с опорой на эталоны. Параметрические таблицы прошивки согласуются с измеренными значениями топлива и давления наддува. На моторном стенде производится контроль кривых мощности и крутящего момента при заданных оборотах. Фиксация отклонений производится в журнале.
Дорожные испытания проводятся на участке с различными режимами нагрузки. Регистрация параметров производится с помощью логгера. Оценка качества обкатки основана на стабильности давления масла, температурном режиме и отсутствии детонации. Корректировка карт зажигания и подачи топлива производится по результатам тестирования. Протокол испытаний прилагается к акту выполненных работ.