

Описание услуги по ремонту двигателя Eagle Vision 3.5 V6 253 л.с. (1997–1998). Перечень операций: диагностика, измерения, демонтаж, разборка, дефектовка, шлифовка.
Область применения услуги
Применение услуги ограничено двигателем Eagle Vision 3.5 V6 253 л.с. выпуска 1997–1998 годов. Обслуживание направлено на восстановление эксплуатационных характеристик силового агрегата при наличии снижения мощности, повышенного расхода масла, посторонних шумов, детонации, утечки смазки или потери компрессии. Диагностический комплекс охватывает электронную и гидромеханическую части: измерение компрессии, измерение давления масла, анализ параметров датчиков. Демонтаж и последующая разборка предусматриваются для проведения дефектовки блока цилиндров, поршневой группы, коленчатого вала и головки блока цилиндров. Восстановительные операции включают шлифовку, расточку, замену поршней, поршневых колец и коренных вкладышей, ремонт седел клапанов и поверхности ГБЦ. Регламент обкатки производится после сборки с контролем давления масла и температуры. Настройка системы впрыска и углов опережения зажигания осуществляется при завершении регулировочных работ. Применение услуг ограничено автомобилями с указанной моделью двигателя; использование на других модификациях допускается при документированном подтверждении совместимости.
Технические данные двигателя Eagle Vision 3.5 V6 253 л.с. (1997–1998)
Рабочий объём 3498 см3. Мощность 253 л.с. Частота вращения макс 6000 об/мин. Диаметр цилиндра 93 мм. Ход поршня 81 мм. Система впрыска электронная.
Базовые параметры и обозначения
Указание маркировки двигателя: Eagle Vision 3.5 V6 253 л.с., модельный год 1997–1998. Обозначение конфигурации: V-образное расположение шести цилиндров, рабочий объём 3,5 л. Указание системы питания: многоточечный впрыск топлива с электронным управлением. Обозначение привода газораспределительного механизма: цепной привод; Установленная мощность и крутящий момент приведены в спецификациях автомобиля. Обозначение материала блока: алюминиевый сплав. Указание числа клапанов на цилиндр: по два клапана. Обозначение системы зажигания: катушка на цилиндр. Указание номинального давления масла и давления при холостом ходе указаны в сервисной документации. Маркировка компонентов крышки ГБЦ и прокладок указана на деталях. Обозначение посадочных размеров поршневой группы и допусков по износу приводится в таблице допусков производителя.
Комплектация оборудования для ремонта
Перечень инструментов и стендов для ремонта двигателя: компрессометр, манометр масла, гидравлический пресс, расточной станок, шлифмашина, измерительные щупы и набор ключей.
Измерительные приборы
Перечень технических средств для выполнения измерений при обслуживании двигателя составлен с указанием назначений и пределов допуска. Применение калиброванных приборов обеспечено при замерах компрессии, давления масла, диаметра цилиндров и шейки коленчатого вала. Применяется компрессометр с набором адаптеров под свечные колодцы и пределом измерения до 30 бар. Манометр для масляного давления с гибким шлангом и переходником к масляному каналу применяется с диапазоном до 10 бар и точностью класса 0,5. Применяется нутромер для внутреннего диаметра цилиндра с визирной и цифровой фиксацией показаний. Применяется микрометр для измерения наружного диаметра шеек с погрешностью до 0,01 мм. Применяется щуп для зазоров с шагом 0,05 мм. Применяются измерительные головки и индикатор с магнитным основанием для контроля биений. Калибровка приборов подтверждена протоколами метрологической службы.
Техника безопасности и организация рабочего места
Оформление ограждений и маркировки вокруг рабочего места. Противопожарные средства размещены. Зона освещена. Оборудование заземлено. Инструменты опломбированы.
Средства индивидуальной защиты и ограждения
Перечень средств индивидуальной защиты, предъявляемых при работах с двигателем Eagle Vision 3.5 V6 253 л.с. (1997–1998), включает защитные очки с боковой защитой, защитные перчатки из нитриловой или кожаной ткани для работы с маслами и химией, защитные комбинезоны из химстойкого материала, респираторы по классу защиты против паров органических растворителей, защитную обувь с электроизоляционной подошвой и защитой пальцев. Освещение рабочего места должно соответствовать нормативу по освещенности для точных измерений. Ограждения подъемных устройств и стационарных прессов должны быть установлены и зафиксированы. Защита органов слуха предусмотрена при уровне шума свыше 85 дБ. Маркировка опасных зон и фиксация источников питания для демонтажа выполняются перед началом операций. Контейнеры для сбора отработанных жидкостей и абразивных материалов обязаны быть промаркированы и оборудованы крышками. Комплект аптечки первой помощи и огнетушитель размещаются в зоне видимости.
Диагностика двигателя, общий план
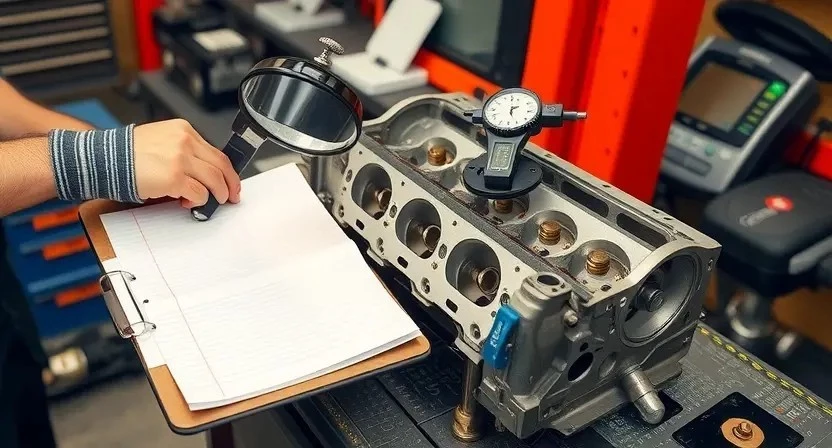
Проведение визуального осмотра и запись дефектов. Снятие кодов неисправностей. Выполнение замеров зазоров, компрессии и давления масла. Составление отчёта.
Сбор исходных данных и история неисправностей
Фиксация исходных данных производится через формирование карточки с указанием идентификационных данных двигателя и автомобиля. Регистрация пробега, даты предыдущих ремонтов и применённых материалов вносится в журнал работ. Описание заявленных симптомов должно включать характер звуков, изменение расхода масла, падение мощности, нестабильность работы на холостом ходу и наличие посторонних запахов. Запись условий эксплуатации включает информация о режиме пробегов, использовании топлива и масле, наличии частых коротких поездок или перегрузок. Предварительная визуальная диагностика выполняется с целью выявления течей, следов перегрева, внешних повреждений и состояния элементов крепления. Фиксация кодов ошибок контроллера производится с применением диагностического сканера, сохраняется список кодов с временными метками. Съём параметров состава топливной смеси и коррекций зафиксирован в форме отчёта. Ведение фотофиксации состояния уплотнений, патрубков и внешних поверхностей блока цилиндров обеспечивается для сопоставления до и после ремонта. Оценка вероятных причин производится на основе сопоставления данных журнала и результатов первичных измерений.
Оценка состояния узлов перед разборкой
Визуальный осмотр двигателя выполнен. Фиксация течей, коррозии, износа покрытий произведена. Замеры зазоров и люфтов задокументированы в ведомости.
Визуальный осмотр и фиксация дефектов
Визуальный осмотр проводится в специально отведенной зоне. Поверхности головы блока, блока цилиндров, коллектора и картеров рассматриваются при освещении не менее 1000 люкс. Фиксация дефектов производится фотографированием с привязкой к узлу и нанесением пометок на схеме. Трещины, коррозия, следы перегрева, износы, задиры и следы течи указываются в протоколе с указанием координат и ориентировочных размеров. Состояние болтовых соединений и резьбовых втулок фиксируется отдельно. Масляные каналы осматриваются на наличие обрастаний и металлической стружки; при обнаружении стружки отбор проб масла и магнитная проба проводятся для подтверждения происхождения частиц.
Замеры дефектных зон выполняются микрометром и щупом с точностью 0,01 мм. Результаты вносятся в таблицу с указанием предельных значений и фактических показаний; Обозначение деталей для последующей разборки производится маркировкой устойчивым маркером и оформлением пакета с этикеткой. Протокол подписывается ответственным лицом и прикладывается к технической карте ремонта.

Измерение компрессии, порядок действий
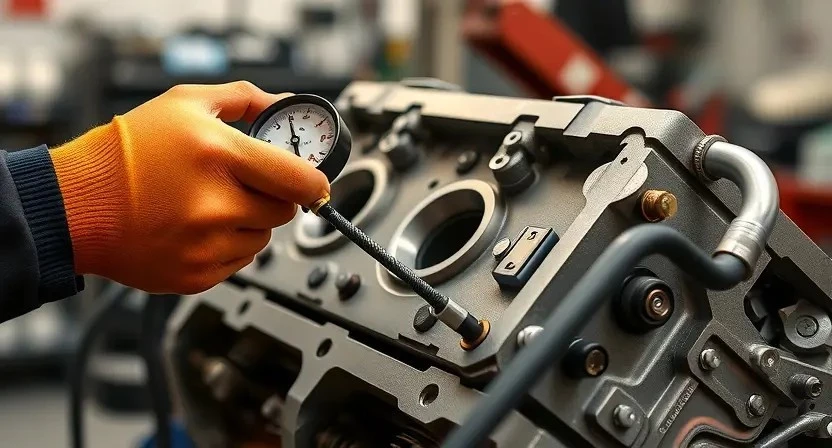
Подготовка: вывод свечей, блокировка впрыска и зажигания. Подключение компрессометра. Прокрутка коленвала до показаний. Фиксация результатов в протоколе.
Критерии интерпретации результатов
Оценка компрессии производиться по абсолютным значениям и по разбросу между цилиндрами. Для двигателя Eagle Vision 3.5 V6 253 л.с. нормативное давление компрессии определяется как диапазон 11,0–13,5 бар при стандартной температуре и оборотах прокрутки. Отличие отдельного цилиндра более чем на 0,7 бар от среднеарифметического признаётся дефектным показателем. Снижение давления ниже 9,5 бар рассматривается как критическая потеря уплотнения. Дополнительная проверка при помощи теста на подсос и теста с маслом в цилиндре применяется для дифференциации износа колец и повреждения клапанов.
Измерение давления масла сопровождается сопоставлением с заводскими значениями 2,0–4,0 бар при 3000 об/мин. Отклонение более чем на 0,5 бар от нормы считается основанием для дальнейшей дефектовки масляной системы и подшипников. Протокол измерений оформляется с указанием температуры, оборотов и применённого манометра. Документирование включает графы: цилиндр, давление, допуск, замечания. Методы интерпретации основаны на сопоставлении фактических значений с нормативами и на детальном сравнительном анализе полученных данных.
Измерение давления масла — процедура
Подключение манометра к месту измерения. Запуск двигателя. Фиксация показаний на холостых и повышенных оборотах. Сравнение с нормативом. Протоколирование результатов.
Нормативные значения и допуски
Представлены контрольные параметры для оценки технического состояния двигателя Eagle Vision 3.5 V6 253 л.с. (1997–1998). Значения установлены на основании заводской документации и регламентов технического обслуживания. Приведены границы допустимых отклонений для ключевых параметров, используемых при диагностике и дефектовке. Указаны методы измерений и требования к использованию калиброванных приборов. Таблица параметров включает: компрессию по цилиндрам, давление масла при холостом ходе и при заданных оборотах, люфты шатунных и коренных вкладышей, износ цилиндров по диаметру и овальность, допустимые остаточные припуски после расточки, предельные биения коленчатого вала и ГБЦ, высоту поршней и зазор поршневых колец. Отклонения за пределами указанных допусков рассматриваются как основание для проведения ремонтных операций с заменой или правкой компонентов. Рабочие процедуры измерений должны фиксироваться в протоколе с указанием применяемых инструментов и сведений о калибровке.

Подготовка к снятию двигателя и демонтаж агрегатов
Обеспечение доступа к моторному отсеку. Отсоединение проводки и шлангов. Слив жидкостей. Маркировка разъёмов. Подготовка подъёмного оборудования и опор.
Маркировка и упаковка компонентов
Фиксация идентификационных обозначений на демонтированных узлах производится посредством маркировочных бирок и стойких маркеров. Присутствие кода детали, позиции в сборке и направление установки указывается на каждом изделии. Упаковка выполняется с учетом предотвращения механических повреждений и коррозии. Для корродированных поверхностей применяются антикоррозионные материалы. Мелкие детали группируются по функциям и помещаются в прозрачные пакеты с этикетками. Электронные модули помещаются в статически защищенные упаковки. Болты и шайбы комплектуются согласно группам затяжки и хранению. Взаимосвязанные узлы упаковываются совместно. Присутствие пломбы и регистрационного списка обязательны. Документация вкладывается в водостойкий конверт.
Разборка двигателя, последовательность операций
Демонтаж навесных агрегатов. Снятие коллектора и трубопроводов. Фиксация меток распредвалов. Извлечение ГБЦ и поршней. Маркировка корпусов и изделий.
Фиксирование положения деталей и контрольные точки
Маркировка элементов сборки выполняется перед разборкой. Метки наносится на распределительные валы и шестерни, картер и головку блока для сохранения взаимного положения.
Фиксация положения коленчатого вала производится штифтом в соответствии с технологической карте. Установка совпадающих меток на маховике и корпусе коробки предусмотрена для сохранения угловой ориентации.
Маркировка трубопроводов и электропроводки включена в перечень операций. Нумерация фитингов и разъемов выполняется стойкой маркировкой бирок и термоусадкой с указанием точки установки.
Позиционирование поршней документируется по делению на цилиндр. Запись положения поршневых колец и направления надрезов в протоколе обязательна.
Контрольные точки для измерений определяются координатами: плоскость головы, опорная поверхность блока, торец коленчатого вала. Координаты фиксируются в ведомости контроля.
Моменты затяжки крепежа отмечаются в маршрутном листе с указанием номинала и очередности операций.
Дефектовка деталей блока цилиндров и коленчатого вала
Осмотр поверхности шатунных шейк проводится. Измерение биения и износа производится. Трещины выявляются методом магнитопорошкового контроля или капиллярного.
Критерии годности и дефекты под замену
Клапанная группа: зазоры сравнены с заводскими допусками, седла и направляющие подвергнуты измерению на износ, герметичность клапанов оценена методом продувки под давлением. Допуск по износу седел превышен при углублении канавок свыше 0.5 мм или при радиальном биении направляющих более 0.15 мм. При наличии трещин в тарелках или изломов направляющие подлежат замене.
Головка блока: плоскость проверена поверочной плитой; плоскостность превышена при короблении свыше 0.1 мм на длине 150 мм. Трещины в зонах впускных и выпускных каналов, коррозия отверстий под шпильки, эрозия около камер сгорания классифицируются как дефекты под замену или восстановление шлифовкой.
Блок цилиндров: проверка цилиндров на износ проведена прибором, овальность и конусность оценены; при увеличении диаметра свыше допустимого ремонт производится расточкой с подбором ремонтных поршней. Трещины в стенках блока, повреждение резьбовых отверстий под крепеж признаны дефектами, требующими замены блока или капитального восстановления.
Коленчатый вал и вкладыши: износ шеек измерен микрометром; биение шейки свыше 0.05 мм и наличие задиров признаются дефектами под замену или шлифовку с подбором вкладышей повышенной точности. Появление задиров на вкладышах, следы масляного голодания фиксируються как основание для замены вкладышей.
Поршни и кольца: поршни проверены на трещины и износ юбок; опрессовка канавок и износ замков колец измерены. Износ канавок, задирание юбок, деформация днища поршня считаются основаниями для замены поршневой группы. Кольца с потерей упругости или явными задирными следами подлежат обязательной замене.
Система смазки: масляные каналы проверены на засоры; давление масла сопоставлено с нормативом; изношенные насосы, редукционные клапаны с дефектами герметичности признаются под замену. Система охлаждения: коррозионные поражения в каналах, забоины между рубашкой и каналами признаются дефектами, требующими восстановления или замены компонентов.
Контрольные данные и протокол дефектов оформляются с указанием измеренных значений, применяемых допусков и принятых решений по замене или восстановлению компонентов. Результаты заносятся в отчет с перечнем замененных деталей и серийных номеров новых элементов.

Шлифовка и расточка блока цилиндров — технологические этапы
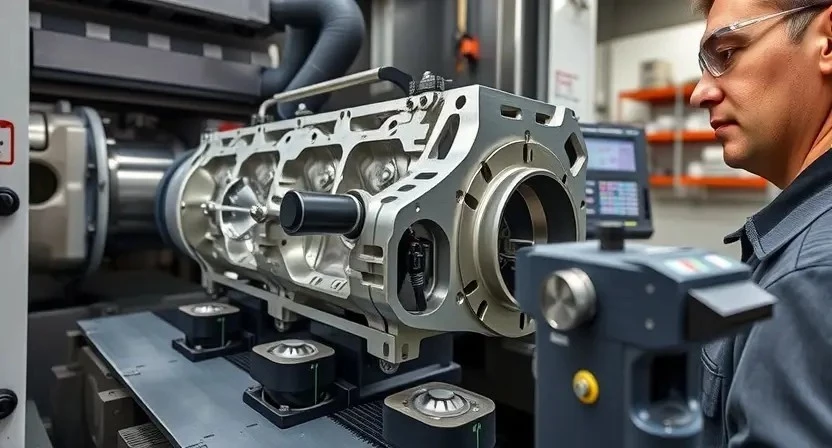
Подготовка блока: очистка и нанесение меток. Шлифовка посадочных поверхностей; Расточка гильз с контролем биения. Замер размеров после обработки.
Контроль размеров и шероховатости
Измерение геометрии рабочих поверхностей выполняется после очистки и предварительной дефектовки. Использование микрометров, нутромеров и индикаторов часового типа для определения диаметров, овальности, конусности. Применение приборов для оценки шероховатости поверхности: профилометры с контактным щупом и оптические профилометры. Протоколирование полученных значений с фиксацией температурных условий. Сопоставление результатов с заводскими номиналами и допусками. Установление допуска на восстановительную обработку при превышении биений или износа. Обозначение зон требующих расточки или шлифовки. Фиксация допусков по глубине зерна и параметрам Ra, Rz. Контроль круглости и соосности после обработки. Отдельная запись по каждой ремонтной операции.

Замена поршней, колец и вкладышей — инструкция
Разборка коленчатого узла выполнена. Извлечение поршней и шатунных вкладышей производится по маркировке цилиндров. Подбор деталей по размерам и допускам. Установка выполняеться по моментам затяжки.
Подбор комплектующих по допускам
Определение размеров посадочных мест и рабочих поверхностей производится до выборки деталей. Замеры выполняются микрометром, индикатором часового типа и калибрами. Классификация износа основывается на измерениях: диаметр цилиндра, овальность, конусность, зазор поршень-стенки, диаметр шейки коленвала, зазор вкладышей, размеры седел и направляющих клапанов.
Подбор допускаемых величин производится по заводской технической документации. По результатам измерений составляется перечень требуемых запасных частей с указанием посадочных классов и рабочих размеров. Подбор колец и поршней производится по фактическому диаметру цилиндра с учётом припуска на шлифовку. Вкладыши подбираются по ширине и радиальному зазору шейки. Сопоставление деталей с таблицами допусков фиксируется в отчёте.
Требуемые допуски указываются как предельные значения в метрической системе. Контроль точности производится после установки контрольных размеров специализированными щупами и инструментами поверки.
Работы с головкой блока цилиндров (ГБЦ) — разборка и дефектовка
Разборка головки производиться по меткам. Детали очищаются. Визуальный осмотр выявляет трещины и выработку. Измерение плоскостности и зазоров проводится.
Шлифовка седел клапанов и проверка герметичности
Подготовка рабочего места производится с очисткой ГБЦ от нагара и остатков смазки. Разметка седел выполняется для фиксации зоны обработки. Выбор абразива осуществляется по твердости материала седла. Шлифовка седел выполняется со стойкой абразивного круга и оправкой, обеспечивающей центровку. Угол фаски приводится к заводскому значению согласно регламенту. Контроль угловых параметров производится угломером высокой точности. Проходы сверяются по глубине и ширине контакта в зоне посадки клапана. После механической обработки выполняется удаление абразивной пыли и промывка каналов охлаждения.
Проверка герметичности клапанов производится методом создания статического давления в камере сжатия через седло. Использование индикаторной жидкости исключается при наличии порозности материала. Тестирование проводится под давлением, указанным в технической документации. Фиксация результатов осуществляется в форме протокола с указанием величины утечки и рекомендацией на повторную обработку или замену детали при превышении допусков.
Сборка двигателя — подготовка и порядок операций
Подготовка деталей к сборке производится очисткой и измерением. Сборка выполняется по техническим картам. Моменты затяжки и регулировки указываются в протоколе.
Моменты затяжки и контроль фаз газораспределения
Указание предельных моментов затяжки болтов головки блока цилиндров и опор распределительного вала приведено в технической документации. Моменты затяжки болтов ГБЦ выполняются с применением динамометрического ключа в три этапа: начальная равномерная затяжка по очереди, последующая достижение рабочего момента, окончательное угловое докручивание. Последовательность заворачивания фиксируется в рабочем протоколе. Распределительные валы устанавливаются в положение, при котором метки шестерен совмещаются с контрольными точками на корпусе, после чего производится фиксация роторов стопорными приспособлениями. Контроль фаз газораспределения производится измерением углового положения распредвалов относительно шпоночных пазов и зубчатой отметки; допускаемые расхождения указаны в нормативной таблице. Регулировка фаз производится посредством перемещения шестерен или применения композиционных проставок с фиксацией моментами, указанными в спецификации. Испытание выполненной настройки проводится путем прокрутки коленчатого вала и регистрации взаимного положения меток при нескольких оборотах для подтверждения отсутствия проскальзывания. Результаты измерений вносятся в отчет о ремонте с указанием применяемого инструмента и измерительных устройств.
Обкатка двигателя после ремонта, регламент
Обкатка производится в три этапа: холостой ход, нагрузочный режим, проверочные замеры. Фиксация параметров давления и температуры выполняется регулярно.
Контроль параметров в процессе обкатки
Фиксация рабочих величин производится в определённой последовательности. Измерение давления масла выполняется на холостом ходу и при установленной нагрузке. Параметр регистрируется через манометр с конической посадкой и записывается в журнал. Контроль температуры охлаждающей жидкости ведётся непрерывно с помощью термодатчика; значения фиксируются через интервалы. Уровень масла проверяется визуально по щупу и по шкале на масляном картере; записи сопровождаются временем замера. Величина оборотов двигателя регистрируется тахометром; проводятся записи пусков и остановов. Контроль утечек производится визуальным осмотром и протиркой контрольных точек; фиксирование следов проводится фотографированием. Давление топлива контролируется манометром на рампе; значения сверяются с эталонными таблицами. Шумовые характеристики оцениваются по звуковому уровню в децибелах; измерения выполняются на трех режимах. Параметры впрыска и фазы газораспределения контролируются сканером; калибровочные данные вносятся в протокол. Измерение компрессии проводится после прогрева; замеры выполняются по цилиндрам, результаты вносяться в акт. Контроль вибрации производится акселерометром на опорах; частотный анализ фиксируется в отчёте. Окончательная запись обкатки содержит сводную таблицу параметров, время наработки и заключение о соответствии параметров установленным нормам.
Настройка системы впрыска и зажигания
Настройка производится по итогам диагностики. Калибровка фаз и подачи топлива выполняется по заводским картам. Коррекция управляющих параметров фиксируется в протоколе.
Проверка датчиков и корректировка управляющих карт
Проверка датчиков выполняется по перечню: датчик положения коленвала, датчик положения распредвала, датчик массового расхода воздуха, датчик температуры охладительной жидкости, датчик давления топлива, датчики кислорода. Подключение диагностического сканера производится через штатный разъем. Считывание кодов неисправностей и параметров в реальном времени используется для оценки сигналов. Отклонения напряжения, частоты или уровня сигнала фиксируются в протоколе. Калибровка датчиков производится в случае превышения допуска. Замеры сопротивления и выходного сигнала выполняются мультиметром и осциллографом. Корректировка управляющих карт проводится по эталонным таблицам, при этом вносимые изменения документируются. Прошивка блока управления производится с соблюдением версии программного обеспечения. После внесения изменений выполняется повторное считывание параметров для подтверждения соответствия. Отказные элементы подлежат замене и повторной проверке работоспособности.
Контроль качества выполненных работ и финальная проверка
Протокол испытаний составляется. Испытания на стенде проводятся. Параметры давления, компрессии и утечек фиксируются. Документация о допусках приложена.
Протокол испытаний и передача автомобиля заказчику
Оформление протокола испытаний производится на завершённом этапе ремонта двигателя Eagle Vision 3.5 V6 253 л.с. (1997–1998). В протокол вносится перечень выполненных операций, измеренные значения компрессии по каждому цилиндру, показания давления масла при различных режимах работы, результаты проверки герметичности ГБЦ и подтверждение соответствия параметров заводским допускам. Отдельной строкой фиксируются идентификационные номера заменённых деталей и применённые допуски. Испытания производятся на прогретом двигателе при рабочей температуре. Фиксация данных выполняется в печатном или электронном виде с подписями ответственных исполнителей и датой; Передача автомобильного транспорта сопровождается выдачей копии протокола и акта приёма-передачи; в акте указываются гарантийные сроки на выполненные работы и перечень сервисных рекомендаций по обкатке двигателя и проверке параметров в первые километры эксплуатации.