

Описание объема работ по двигателю 3.9 V8 Turbo 620 л.с. (2020–н.в.). Перечень услуг: диагностика, измерения, демонтаж, дефектовка, ремонт, сборка.
Предмет и объем работы
Определение предмета работы включает проведение полной диагностики двигателя Ferrari Roma 3;9 V8 Turbo 620 л.с. (2020–н.в.). Включение в объем измерений компрессии и давления масла. Выполнение оценок состояния внутренних деталей без оценки подвески и трансмиссии. Выполнение демонтажа силового агрегата и маркировки агрегатов перед разборкой. Выполнение разборки блока цилиндров и навесных механизмов для дефектовки. Проведение шлифовки и расточки блока при обнаружении износа, соответствие технологическим параметрам. Замена поршней, колец и вкладышей по результатам дефектовки. Замена головки блока цилиндров при критических дефектах. Проведение сборочных операций с контролем моментов затяжки. Обкатка двигателя при регламентных режимах. Настройка систем управления и адаптация датчиков после сборки. Оформление итогового акта с перечнем выполненных операций и зафиксированными измерениями.
Общие сведения о двигателе
Описание конструкции V8 3.9 Turbo, рабочий объем, форсировка 620 л.с., основные узлы: блок цилиндров, головки, турбокомпрессоры, система впрыска.
Технические характеристики модели 3.9 V8 Turbo
Указаны базовые параметры двигателя: рабочий объем 3,9 л; конфигурация V8; наличие турбонаддува в двухступенчатой схеме; максимальная мощность 620 л.с. при установленном диапазоне оборотов; крутящий момент указан в заводских данных. Конструкция предусматривает алюминиевый блок и головки, распределенный впрыск топлива и система газораспределения с двойным верхним распредвалом на банк. Система смазки ─ принудительная масляная помпа с масляным радиатором. Система охлаждения ⸺ закрытого контура с термостатом. Электронное управление включает ЭБУ и датчики положения коленвала и распредвалов.
Безопасность и подготовка рабочего места
Ограждение зоны работ. Применение средств защиты. Обеспечение приточно-вытяжной вентиляции. Маркировка электронных соединений и рабочих инструментов.
Требования к средствам защиты и оснащению
Оборудование и защитные средства, применяемые при работах с двигателем 3.9 V8 Turbo, должны соответствовать спецификациям производителя и техническим регламентам. Компоненты для защиты органов дыхания подлежат сертификации по классам фильтрации, сменные фильтры учитывать в учётных документах. Перчатки из нитрила и рукавицы с маслостойким покрытием включены в комплект поставки для операций с моторными маслами и химией. Одежда с антистатической пропиткой применяется при работе с электроникой силовой установки. Защитные очки с боковой защитой и щитки для лица предусмотрены при выполнении механической обработки и шлифовки. Подъёмное оборудование с грузоподъёмностью, превышающей массу агрегата на 25%, и стропы с расчетной безопасной нагрузкой обязаны быть промаркированы. Столы с антивибрационными поверхностями и опорные траверсы предусмотрены для сборочных операций. Испытательное оборудование для измерения компрессии и давления масла должно иметь калибровочные сертификаты действительностью не менее года. Заземляющие устройства и изолирующие маты размещаются в зоне электроработ. Хранение инструмента в выделенных ящиках с маркировкой и инвентаризацией обеспечивается для прослеживаемости использования.
Докумтация и история обслуживания
Сбор сервисной документации. Архивация заказ-нарядов, протоколов диагностики и измерений. Внесение записей о прошлых ремонтах и заменах деталей.
Сбор и анализ сервисной документации
Сбор паспортных данных силового агрегата. Включение в комплект эксплуатационных руководств производителя, схем систем управления, перечней допусков материалов и регламентов техобслуживания. Фиксация идентификационных отметок, номеров деталей и партий поставки. Получение истории предыдущих ремонтов из сервисной документации и журналов работ. Архивация счетов на запасные части и акты приемки-выдачи. Сверка применяемых материалов с оригинальными спецификациями. Составление списка необходимых технических документов для проведения диагностики и дефектовки.
Анализ документации производится по критериям соответствия: допуски, пределы износа, методы контроля, требования к чистоте и герметичности. Протоколирование выявленных расхождений и недостающих сведений. Присутствие электронной версии документации считается обязательным для калибровки диагностического оборудования и для настройки управляющей электроники силового агрегата.

Входная диагностика
Входная диагностика включает визуальный осмотр, фиксацию дефектов и замеров базовых параметров. Описание повреждений и сопутствующих признаков выдано.
Процедуры визуального осмотра и фиксации дефектов
Визуальный осмотр двигателя 3.9 V8 Turbo выполнять в условиях освещения не менее 1000 люкс. Осмотр проводить по разделам: внешний корпус, навесное оборудование, турбокомпрессоры, магистрали питания и охлаждения, электрические разъемы, крепежные элементы. Фиксация дефектов производиться посредством фотографирования с указанием масштаба и привязки к узлу. Диагностическая карта заполняться с указанием места, типа дефекта, ориентировочного размера и предполагаемой причины. Поверхности, попавшие под осмотр, подвергаться очистке от загрязнений и масла для выявления трещин и коррозии. Выявленные трещины маркироваться на схеме и в отчете. Коррозионные поражения оцениваться по глубине и площади повреждения. Механические деформации измеряться инструментом с протоколированием показаний. Уплотнения и прокладки подвергаться инспекции на сжатие и целостность. Соединения труб и шлангов распознаваться по остаткам жидкости и следам течи. Результаты оформляться отдельным документом с фотографиями и заключением о необходимости дальнейших измерений или демонтажа.
Проверка систем двигателя
Диагностика электронных модулей и турбонаддува произведена. Считывание кодов ошибок выполнено. Контроль топлива, впуска и выхлопа зафиксирован.
Диагностика системы управления двигателем и турбонаддува
Проверка электронных блоков управления производится с использованием специализированного диагностического интерфейса Ferrari. Считывание кодов ошибок и журналов событий выполняется до снятия компонентов. Параметры датчиков давления наддува, положения дросселя, массового расхода воздуха и датчиков детонации регистрируются в режиме реального времени для оценки согласованности сигналов.
Тестирование актуаторов турбинного привода проводится при прогретом двигателе на регулируемых оборотах. Исполнение команд на изменение фазировки и управления wastegate фиксируется в логах. Отсутствие реакции трактуется как неисправность исполнительного узла или цепей управления.
Проверка целостности электропитания и массы выполняется на отдельных разъемах с измерением напряжений под нагрузкой. Сигналы связи CAN и LIN анализируются на предмет потерь пакетов и ошибок связи. Документирование результатов производится в форме протокола с указанием кодов, величин и времени регистрации.
Измерение компрессии
Подготовка: снятие свечей. Подключение манометра. Проворачивание коленвала до ВМТ. Фиксация показаний по цилиндрам. Запись результатов в протокол.
Алгоритм подготовки и последовательность измерений
Подготовка включает обеспечение доступа к рабочим точкам двигателя и закрепление рабочего положения. Отключение электрических цепей выполняется с изоляцией питания перед снятием элементов обслуживания. Слива технических жидкостей производится в ёмкости с маркировкой и дальнейшей утилизацией по регламенту. Снятие свечей зажигания и форсунок производится для исключения воздействия при проведении измерений компрессии. Подключение компрессометра выполняется через штатное отверстие свечи при использовании адаптера, соответствующего резьбе.
Калибровка измерительного оборудования производится до начала работ. Запуск двигателя производится для прогрева до рабочей температуры, после чего фиксируется момент отключения подачи топлива при измерениях компрессии по циклу. Последовательность измерений одинакова для каждого цилиндра: фиксирование показаний при четырёх тактах, вычисление среднего значения и запись в протокол. Давление масла измеряется манометром высокого давления через стандартный штуцер при холостых оборотах и при установленной нагрузке на контрприводе; измерения повторяются три раза, вычисляются средние значения и сравниваются с техническими нормами производителя.
Интерпретация результатов компрессии
Снятые значения компрессии сопоставляются с нормативами. Отклонения классифицируются по степени износа. Решения по ремонту формулируются на основании данных.
Критерии допустимых значений и оценка износа
Определение предельных значений компрессии производится по паспортным величинам производителя для двигателя 3.9 V8 Turbo 620 л.с. Отклонение давления компрессии более чем на 10% от номинала считается значимым. Разница между цилиндрами, превышающая 15% от среднего значения, подлежит документированию и дальнейшей дефектовке. Порог по падению компрессии на одном цилиндре, равный 25% от номинала, классифицируется как критический.
Контроль давления масла производится при холодном и рабочем режимах. Допустимые значения фиксируются в сервисной документации. Падение давления ниже допустимого указывает на износ масляного насоса, подшипников или засорение магистралей. Повышение давления рассматривается как признак закупорки или неисправности регулятора. Измерения фиксируются в протоколе с указанием режима и температуры.
Оценка износа деталей проводится по измерениям наружного диаметра цилиндров, износу поршней и маслосъемных канавок, состоянию вкладышей. Допуски обработки указываются по техническим таблицам. Ремонтные размеры и зазоры вносится в акт выполненных работ.
Измерение давления масла
Испытание давления масла производится манометром на холодном и рабочем двигателе. Фиксация показаний. Сравнение с нормативными значениями. Протокол составляется.
Методика измерений под нагрузкой и на холостых оборотах
Определение режима измерений производится разделением на холостой ход и нагрузочное состояние. Подготовка включает визуальную фиксацию утечек, контроль уровня масла и температуры охлаждающей жидкости. Подключение манометра давления масла выполняется к штатному месту или через адаптер; обеспечивается герметичность присоединений. На холостых оборотах фиксирование показаний осуществляется после стабилизации оборотов в течение не менее 60 с. При нагрузочном измерении производится прогрев до рабочей температуры, затем имитация нагрузки через диагностический стенд или дроссельное управление; замер производится при заданных оборотах и фиксируется среднее значение за период 10 с. Для исключения погрешностей выполняется три повторных измерения в каждом режиме; вычисляется среднее арифметическое. Погрешности учета давления компенсируются калибровкой манометра перед началом работ. Результаты заносятся в акт измерений с указанием температуры, оборотов и примененного оборудования.
Анализ результатов давления масла
Сравнение замеров с нормативами. Отклонения классифицированы по причинам: износ насоса, засорение магистралей, утечки, нарушенные зазоры в подшипниках.
Выявление причин пониженного или повышенного давления
Анализ результатов измерений давления масла проводится по сопоставлению с эталонными значениями для модели 3.9 V8 Turbo 620 л.с. Регистрация давления выполняется на холостых оборотах и под нагрузкой. При пониженном показателе первичная проверка сосредоточена на состоянии масляного насоса, износе распределительных шестерен и чистоте маслопроводов. Оценка фильтра приводит к выявлению засорения. Измерение зазоров в подшипниках и вкладышах проводится для установления причин падения давления.
При повышенном давлении исследование направлено на выявление засорения масляных каналов, неисправности регулятора давления и деформации масляного радиатора. Контроль вязкости применённого масла и соответствие спецификации подтверждаются анализом пробы. Проверка датчика давления и его электрической цепи произведена для исключения искажений показаний. Документирование результатов и предложение дальнейших операций выполняются по стандартной форме.
Протокол снятия двигателя
Фиксация состояния автомобиля и маркировка агрегатов. Отключение систем, слив жидкостей, демонтаж навесного оборудования, установка двигателя на траверсу.
Последовательность операций по демонтажу и маркировке компонентов
Операции по демонтажу двигателя 3.9 V8 Turbo выполняются по этапам. Отключение электропитания и слив рабочих жидкостей производится с фиксацией объема и состояния. Снятие воздуховодов, трубопроводов и магистралей проводится с маркировкой подключения. Демонтаж электроразъёмов выполняется с маркировкой положения и номера цепи. Снятие навесных агрегатов производится с маркировкой ориентации и позиции крепления. Отделение силового агрегата от рамы осуществляется с фиксацией крепёжных узлов. Маркировка болтов и деталей производится с указанием номера цилиндра и стороны установки. Упаковка снятых элементов выполняется с применением индивидуальной маркировки и защитной тарой. Перемещение агрегата к рабочему месту осуществляется с использованием подъёмного оборудования и блокировкой движения. Операции документируются в журнале с указанием даты, времени, номера заказа и исполнителя.

Разборка агрегатов
Демонтаж навесных агрегатов и узлов. Маркировка соединений. Фиксация расположения компонентов. Упаковка деталей по пакетам для последующей дефектовки.
Порядок разборки блока цилиндров и навесных механизмов
Демонтаж двигателя производится после фиксации исходных параметров и отключения электроцепей. Слив рабочих жидкостей производится в ёмкости с маркировкой. Снятие навесных агрегатов выполняется по последовательности: впускной коллектор, выпускной коллектор, турбокомплект, приводы ГРМ, топливная аппаратура. Уплотнения и крепёж маркируются для обратной сборки. Фиксация положения коленчатого вала производится заглушкой и позиционирующими штифтами. Демонтаж ГБЦ выполняется по этапам с контролем момента ослабления болтов. Блок цилиндров снимается с подрамника при помощи подъёмного оборудования с распределением нагрузок. Все снятые детали поступают на учёт и маркировку.
Дефектовка комплектующих
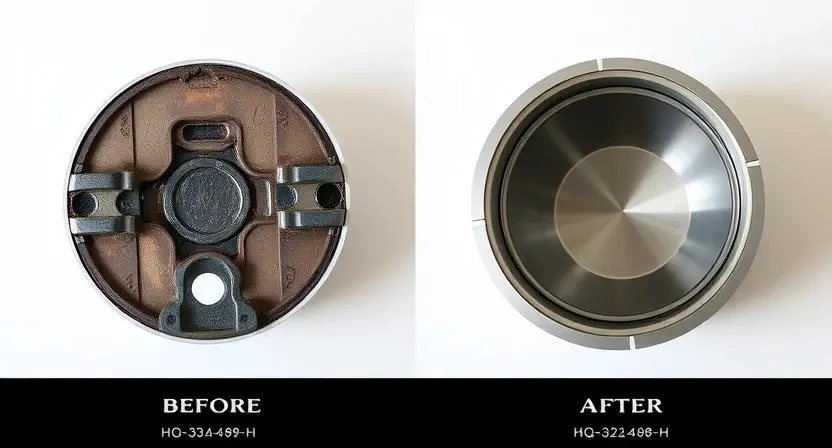
Оценка состояния блока, поршней, шатунов, вкладишей и вала. Замер износов, фиксирование дефектов, выдача перечня деталей для восстановления.
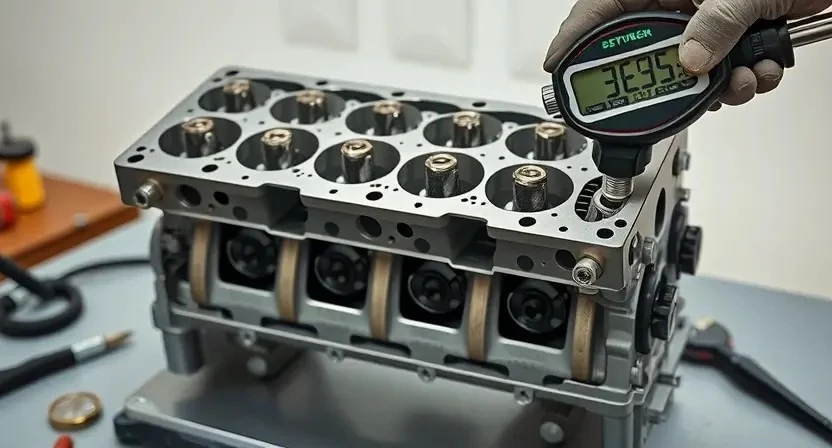
Методика оценки блока, поршней, шатунов и коленчатого вала
Визуальный осмотр поверхности блока выполняется для фиксации трещин, каверн и коррозии. Фиксация проводится фотографированием и внесением в акт. Контроль геометрии блок-цилиндров выполняется измерением диаметра, овальности и конусности штатными нутромерами и микрометрами. Снятие размеров производится по шаблонам и этапам, с указанием температуры и калибровочных норм.
Поршни оцениваются по износу юбки, канавок под кольца и задиров. Измерение диаметров выполняется микрометром, замер зазоров проводится щупами. Шатуны подвергаются контролю биения и радиального люфта; измерение плоскостности выполняется шаблоном с индикатором. Коленчатый вал оценивается по износу шеек, радиальных задиров и дефектов балансировки; выполняется магнитная дефектоскопия и контроль биения на комплектном станке.
Шлифовка и расточка блока цилиндров
Подготовка блока к обработке. Измерение овальности и конусности. Выбор размера расточки. Шлифование под заданный ремонтный комплект.
Технологические параметры и допуски обработки
Указание основных размеров и предельных отклонений, применяемых при шлифовке и расточке цилиндров. Диаметр цилиндров после расточки указывается в трех ступенях: базовый размер, +0,25 мм, +0,50 мм. Предельный износ указывается в миллиметрах по проточке юбки поршня. Радиальные биения шеек коленвала фиксируются в миллиметрах; допуск на восстановление шеек после шлифовки составляет до 0,02 мм на конусе под вкладыш. Параллельность плоскостей головки блока контролируется по трем точкам; допуск 0,05 мм. Конусность цилиндров допускается до 0,03 мм. Зазор между поршневым кольцом и канавкой регулируется по типоразмеру поршня; верхнее кольцо ─ 0,15–0,30 мм, второе кольцо ⸺ 0,20–0,40 мм. Базовые зазоры шатунных вкладышей после установки подбираются с точностью 0,01 мм. Заполнение масляных каналов производится до проектного сечения.
Подбор и замена поршней и колец
Определение размеров поршней по стенкам цилиндров. Подбор колец по номиналу и износу. Замена выполняется с протяжкой посадочных мест и контролем зазоров.
Критерии выбора размеров и зазоров
Подбор поршней и комплектующих производится на основании заводских допусков и измерений деталей. Учитываются размеры цилиндров после расточки, наружные диаметры поршней, размеры юбок и канавок для колец. Применение ремонтных размеров производится при соответствии формы гильз и отсутствия трещин. Зазоры между поршнем и цилиндром определяются по таблице допусков для модели 3.9 V8 Turbo 620 л.с.; значение заявлено в миллиметрах. Межклапанные зазоры устанавливаются по спецификации головки блока. Зазор между шатунным вкладышем и шейкой коленчатого вала контролируется щупом; замена вкладыша производится при выходе за пределы допусков. Кольца подбираются по внутреннему диаметру канавок и требуемой компрессии; зазор в замке кольца измеряется в цилиндре с использованием калиброванного щупа и должен соответствовать значению, указанному в технической карте двигателя.
Замена вкладышей и проверка коленвала
Демонтаж шатунов и крышек. Замена вкладышей по размерам. Контроль биения и износа коленвала. Измерение зазоров микрометром и щупом.
Контроль базовых зазоров и методика сборки шатунных соединений
Измерение радиальных и торцовых зазоров вкладышей выполняется микрометром и щупом. Допуски фиксируются в ведомости; отклонения от нормы подлежат классификации по степени. Оценка чистоты посадочных поверхностей производится визуально и инструментально; наличие рисок, задиров и коррозии подлежит регистрации.
Подготовка шатуна включает промывку обезжиривание и просушку. Контроль соосности проводится прибором контрольной втулки. Заменяемые вкладыши маркируются по цилиндру и положению.
Сборка производится на станке-столе с моментным ключом. Момент затяжки и последовательность фиксируются в наряде. Прокладочные материалы подлежат учету. Контроль вращения коленвала после сборки производится без нагрузки; зазоры окончательно фиксируются в протоколе.
Ремонт и замена головки блока цилиндров
Разборка ГБЦ выполнена. Дефектовка клапанов и направляющих произведена. Проточка седел предусмотрена. Замена прокладок и сборка по моментам.
Порядок дефектации ГБЦ, замена клапанов и направляющих
Подготовка головки блока цилиндров к дефектации производится обезжириванием и удалением навесных деталей. Замер плоскостности выполняется плоскопараллельной линейкой и щупом. Контроль седел клапанов осуществляется с применением индикаторного устройства и оправок для защиты направляющих. Измерение износа направляющих производится микрометром и индикатором, определение превышения допуска фиксируется в протоколе.
Снятие клапанов производится с использованием съемника с ограничителем силы для предотвращения повреждения тарелок. Замена направляющих выполняется методом запрессовки с прогревом корпуса и охлаждением направляющих. Посадочные поверхности обрабатываются для обеспечения требуемого натяга.
Обкатка новых деталей предусматривает проверку герметичности седел под давлением и контроль зазоров клапанных пружин. Фиксация результатов выполняется в акте дефектации с указанием примененных деталей и замеров.
Контроль герметичности и испытания ГБЦ
Испытание головки блока проводится под давлением. Герметичность проверяется подтеканием, испытанием на сжатие и вакуумной проверкой по камерам.
Методы проведения испытаний под давлением и контроль утечек
Испытания герметичности головки блока цилиндров выполняются методом подачи сжатого воздуха в охлаждающую систему через герметичный адаптер. Давление фиксируется манометром класса не ниже 1,5% погрешности. Временной интервал выдержки устанавливается 10 минут для предварительной стабилизации показаний. Подключение контрольного оборудования производится через штатные резьбовые соединения с применением уплотнительных элементов нового типа; Визуальная и акустическая детекция утечек проводится совместно с применением мыльного раствора и ультразвукового дефектоскопа.
Контроль газонаполнения системы охлаждения выполняется методом продувки цилиндров сухим азотом с регламентируемым скоростным режимом подачи. Регистрация утечек из камеры сгорания производится пирометрией и датчиками состава выхлопных газов. При обнаружении несоответствия величин давления или наличия пузырей производится маркировка дефектных участков и фиксация в протоколе.

Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней с кольцами, ГБЦ; применить заданные моменты затяжки; выполнить регулировку фаз газораспределения.
Последовательность сборочных операций и момент затяжки
Подготовка деталей включает очистку от загрязнений и дефектов, контроль геометрии посадочных поверхностей. Подшипники смазаны специальной смазкой перед установкой. Установление поршневых групп производится в соответствии с маркировкой колец и шатунов. Контроль зазоров книжным способом и микрометром. Установка коленвала выполняется с применением монтажных оправок. Закрепление шатунных крышек производится в два этапа: предварительная затяжка по моменту, затем окончательная по углу. Моменты затяжки головки и коренных болтов определяются технической документацией производителя; значения и последовательность заносятся в сборочный журнал.
Контроль люфтов и контроля проворота производится после каждого этапа сборки. Регистрация измерений и протоколирование операций обязательно.
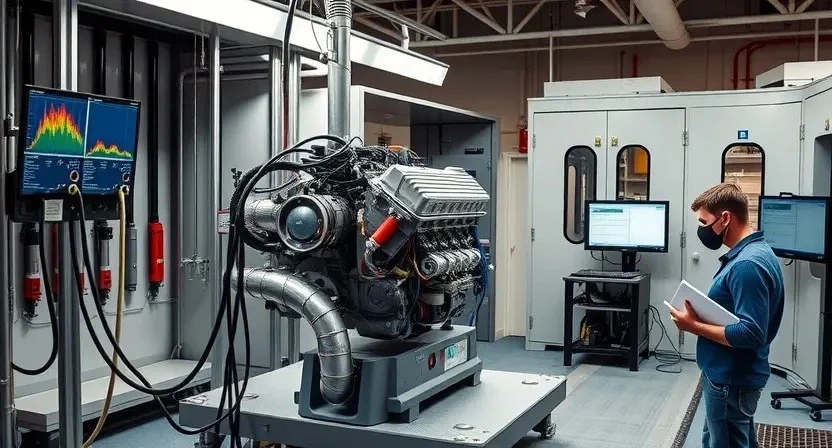
Параметры режимов обкатки и контроль рабочих показателей
Установка двигателя подвергнута обкатке на стенде с симуляцией дорожной нагрузки. Первичный этап обкатки включает холостые обороты в диапазоне 800-1200 об/мин в течение 20 минут для прогрева масляной системы и контроля герметичности. Второй этап предусматривает ступенчатое увеличение оборотов до 3000 об/мин с удержанием по 5 минут на каждом этапе для равномерной приработки деталей и стабилизации температур. Измерение давления масла производится на холостом ходе и при 3000 об/мин с записью в журнал. Объем масла и параметры фильтрации контролируются по спецификации. Мониторинг температур цилиндров и корпуса выполняется датчиками с регистрацией динамики. Фиксация вибраций производится акселерометром на опорах. Параметры выхлопных газов контролируются в статическом режиме. Окончательная оценка производится после 2 часов суммарного времени обкатки с анализом записанных показателей и оформлением протокола.

Настройка систем после ремонта
Настройка производится: калибровка ЭБУ, адаптация датчиков, синхронизация турбин. Контроль рабочих параметров выполняется на стенде и дороге.
Калибровка управления двигателем и адаптация датчиков
Настройка системы управления двигателем выполняется после сборки и установки узлов. Подключение диагностического оборудования производится в соответствии с техническими протоколами производителя. Считывание кодов ошибок и сохранённых параметров выполняется перед сбросом адаптаций. Сброс адаптивных значений производится через специализированный интерфейс с фиксацией исходных показателей. Калибровка датчиков массового расхода воздуха, положения коленвала и распределительного вала выполняется после механической установки и до запуска. Адаптация форсунок и топливной системы осуществляется по алгоритму, включающему поэтапную подачу топлива и запись коррекций. Проверка сигналов датчиков производится на холостом ходу и в диапазоне рабочих оборотов. Контроль фаз газораспределения и углов опережения зажигания проводится с использованием осциллографа и эталонных значений. Обновление программного обеспечения ЭБУ выполняется при наличии официальной версии. Запись результатов калибровки и протоколирование операций выполняется в сервисной документации для последующего контроля.
Оформление заключительного отчета
Содержание акта: выполненные работы, измерения компрессии и давления масла, акт дефектовки, перечень заменённых деталей, контрольные показания после обкатки.
Содержание акта выполненных работ и рекомендации по эксплуатации
Перечень выполненных операций должен быть представлен в акте в структурированном виде. Указать идентификационные данные двигателя и автомобиля, пробег на момент поступления и внешнее состояние при поступлении. Сформировать разделы: диагностические данные с результатами измерений компрессии и давления масла; перечень демонтажных операций с указанием маркировки снятых деталей; результаты дефектовки с указанием допусков и отклонений от номинала; перечень восстановительных операций с указанием применённых технологических параметров при шлифовке и расточке. Протокол допуска к сборке с отметкой о подборе поршней, колец и вкладышей, указанием зазоров и допусков. Отдельным блоком включить параметры обкатки: режимы оборотов, нагрузочные циклы, температура рабочей жидкости и сроки контроля показателей. В рекомендациях по эксплуатации включить график сервисных проверок, периодичность замены масла и фильтров, требования к использованию топлива и смазочных материалов с указанием классов вязкости и спецификаций. Контрольные точки для повторной диагностики: измерение компрессии и давления масла после обкатки и через регламентный пробег. Акт должен содержать подписи ответственных лиц и даты проведения ключевых операций.