
Предоставление услуги ремонта двигателя Fiat Tipo 1.4 L 95 л.с. включает диагностику‚ оценку состояния‚ составление дефектной ведомости и план работ.
Описание объекта обслуживания
Объектом обслуживания является двигатель внутреннего сгорания Fiat Tipo 1.4 L 95 л.с. модельного ряда 2015–н.в. Конструкция включает алюминиевый блок цилиндров‚ четырехцилиндровую компоновку в ряд‚ распределенный впрыск топлива и ременной привод газораспределительного механизма. Рабочий объем 1368 см3. Степень сжатия заводская. Эксплуатационные параметры заданы производителем. Поршневая группа заводской геометрии. Смазочная система масляный радиатор с принудительной циркуляцией‚ масляный насос с шестеренчатым или роторным исполнением в зависимости от партии. Система охлаждения закрытого типа с термостатом и электрическим вентилятором. Элементы управления: ЭБУ‚ датчики оборотов‚ давления масла‚ температуры охлаждающей жидкости и положения коленвала. Обслуживание предполагает комплекс диагностических и ремонтных операций‚ выполняемых по регламенту и технологическим картам;
Общие сведения о двигателе
Описание двигателя: бензиновый рядный четырехцилиндровый объем 1.4 л‚ мощность 95 л.с.‚ управление впрыском и газораспределением‚ облегченная конструкция.
Технические характеристики Fiat Tipo 1.4 L 95 л.с. (2015–н.в.)
Рабочий объём двигателя 1368 см3. Максимальная мощность 95 лошадиных сил при 6000 мин-1. Максимальный крутящий момент 127 Н·м при 4400 мин-1. Система питания инжекторная многоточечная. Управление газораспределением с одним верхним распредвалом и двумя клапанами на цилиндр. Степень сжатия 10‚4. Диаметр цилиндра 72 мм. Ход поршня 84 мм. Количество цилиндров 4 в ряд. Система смазки с мокрым картером. Ёмкость масляной системы с фильтром 3‚75 л. Рекомендуемое моторное масло по вязкости 5W-30 или 5W-40 в соответствии с допусками производителя. Рабочие температуры: термостат открывается около 88 °C. Система охлаждения с принудительной циркуляцией и пластиковым расширительным бачком. Массово-габаритные значения зависят от модификации кузова.
Подготовка к приему автомобиля
Прием производится через карточку заказа. Оформление включает идентификацию VIN‚ фиксацию заявленных симптомов‚ регистрацию пробега и наличие ранее выполненных работ.
Документация и регистрация дефектов
Оформление сервисной карты производится в виде структурированного акта с указанием идентификационных данных автомобиля‚ типа двигателя и пробега. В акт вносится перечень выявленных неисправностей с привязкой к узлам: система смазки‚ система питания‚ блок цилиндров‚ головка цилиндров‚ навесное оборудование. Для каждой позиции фиксируются показания измерительных приборов‚ результаты визуального осмотра и выполненных контрольных операций.
Регистрация дефектов выполняется с указанием степени износа‚ наличия деформаций‚ трещин и коррозии. Присутствие посторонних включений в масле документируется с фотографией и описанием характера фракции. Снятие образцов масла документируется с указанием пробоотборной точки и объема взятой пробы.
Протокол диагностики содержит коды ошибок‚ моментальные и усредненные параметры работы двигателя‚ показания компрессии и давления масла в виде таблицы. Приложение к протоколу включает ведомость рекомендуемых операций с указанием приоритетов ремонта и ориентировочных трудозатрат. Для согласования составляется смета с указанием заменяемых деталей и применяемых материалов.

Внешний осмотр и контрольные операции
Визуальный осмотр выполняется для выявления утечек‚ повреждений корпусов и крепежа. Фотофиксация и регистрация дефектов в акте проводятся.
Визуальный осмотр узлов и магистралей
Проведение визуального осмотра направлено на выявление внешних дефектов и нарушений целостности. Осмотр выполняется поэтапно: оценка состояния кожухов‚ креплений и уплотнений проводится первой. Проверка магистралей топливной‚ масляной и охлаждающей системы производится на наличие течей‚ растрескиваний и механических повреждений. Контактные площадки и разъемы электроцепей осматриваются на следы перегрева‚ коррозии и окисления. Состояние ремней и цепей привода газораспределительного механизма фиксируется с указанием износа‚ продольных трещин и провисания. Крепежные элементы исследуются на наличие расколов‚ сорванной резьбы и следов усталости металла. Уплотнения коллекторов и фланцев осматриваются на следы масла и охлаждающей жидкости. Визуальная оценка состояния кронштейнов навесного оборудования проводится с фиксацией деформаций и трещин. Состояние бачков и патрубков оценено по наличию помутнения пластика и следов перегрева. Фотофиксация обнаруженных дефектов производится для последующей дефектовки и составления сметных документов.
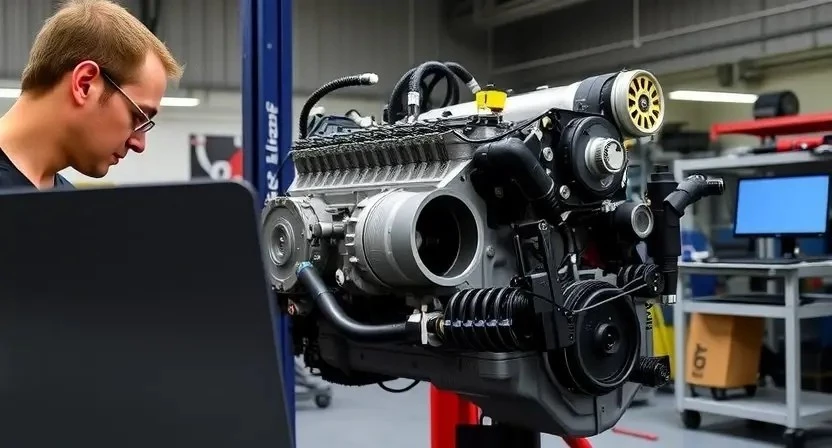
Диагностика электрооборудования
Считывание кодов неисправностей производиться сканером. Анализ живых параметров выполняется по датчикам. Фиксация результатов в отчетной форме.
Считывание кодов неисправностей и анализ параметров
Считывание кодов неисправностей производится с использованием диагностического оборудования‚ совместимого с протоколами Fiat. Данные о долговременных и краткосрочных ошибках фиксируются в журнале обслуживания. Анализ параметров производится по показателям: температура охлаждающей жидкости‚ давление масла‚ обороты холостого хода‚ угол опережения зажигания‚ коррекции топливоподачи‚ датчик массового расхода воздуха‚ датчик положения дроссельной заслонки‚ фазирование распределительного вала. Сопоставление кодов с текущими значениями параметров позволяет выделить первоочередные дефекты.
Интерпретация кодов сопровождается протоколом действий для дальнейшей диагностики. При получении кодов связанных с системой впрыска и управлением фаз газораспределения производится запись параметров в статическом и динамическом режимах. Избыточные или противоречивые данные в журнале требуют выполнения дополнительных измерений с применением осциллографа для оценки сигналов датчиков. При обнаружении сохранённых ошибок проводится их классификация по приоритету влияния на работоспособность двигателя. Результаты анализа фиксируются в отчётной документации с указанием кодов‚ моментальных значений параметров и предложенных методов дальнейшего исследования.
Анализ отработанного масла и состояние фильтров
Отбор пробы масла‚ лабораторный анализ выявляют износ присадок‚ наличие металлов и топлива. Осмотр фильтров фиксирует степень загрязнения и закупорки.
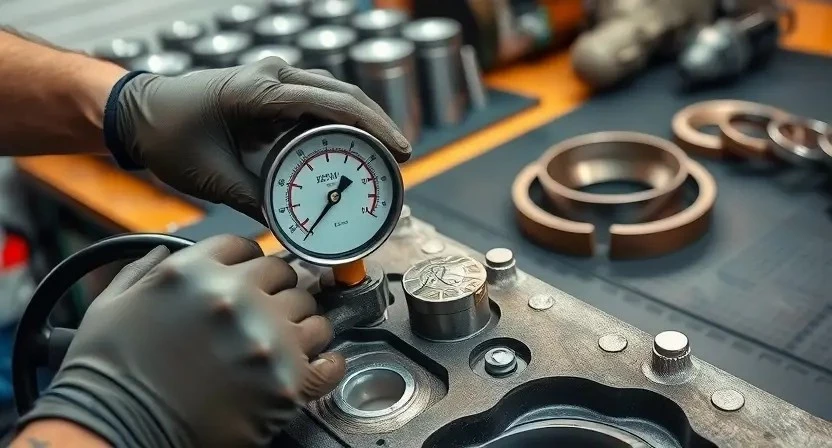
Измерение компрессии
Измерение компрессии проводится цилиндр по цилиндру с использованием манометра‚ фиксирование значений‚ сопоставление с нормативами‚ занесение в протокол.
Методика выполнения и нормы для данного двигателя
Измерение компрессии производится с использованием манометра с переходником для свечного отверстия. Прогрев двигателя до рабочей температуры обеспечивается перед снятием показаний. Проведение ресурсных замеров предполагает три замера на цилиндр при отключенном топливе и снятой катушке зажигания. Допустимая разница между цилиндрами составляет 1‚0 бар. Минимальное давление для перехода к капитальному ремонту определяется 9‚0 бар на цилиндр.
Измерение давления масла реализуется через штуцер масла высокого давления с манометром до 6 бар. Номинальное давление при 3000 об/мин составляет 2‚5-4‚0 бар. Давление холостого хода не должно быть ниже 0‚8 бар. Контроль зазорных параметров поршневой группы производится нутромером и микрометром. Номинальные зазоры кольца-поршень и шатун-вкладыш определяются технической документацией двигателя и фиксируются в акте дефектовки.

Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при запуске и на прогретом двигателе. Фиксация значений‚ сравнение с заводскими нормами.
Последовательность замеров и допустимые значения
Подготовка оборудования производится перед измерениями давления масла. Манометр устанавливается на штуцер масляного фильтра или на отверстие датчика давления. Запуск двигателя производится до прогрева до рабочей температуры 80–90 °C. Замеры выполняются при частоте холостого хода и при повышенной частоте 3000 об/мин. Регистрация значений производится в формате: давление на холостых‚ давление на 3000 об/мин. Для двигателя Fiat Tipo 1.4 L 95 л.с. допустимые значения: на холостых 0‚8–1‚5 бар‚ при 3000 об/мин 3‚0–4‚5 бар. Фиксация отклонений производится в протоколе обследования. При снижении показателей производится проверка масляного насоса‚ маслопроводов и масляного радиатора. Дополнительные замеры выполняются после промывки системы и замены фильтра.
Принятие решения о капитальном вмешательстве
Оценка результатов диагностики и измерений проведена. Принятие решения основывается на сравнении параметров с заводскими допусками и экономической целесообразностью ремонта.
Критерии перехода к разборке двигателя
Достижение значений компрессии ниже технической нормы по одному или нескольким цилиндрам рассматривается как основание для разборки. При фиксировании неоднократных пропусков зажигания с сопутствующим изменением показателей давления масла переход к разборке подлежит оформлению дефектной ведомости. Регистрация кодов неисправностей‚ указывающих на механическое повреждение или критическое отклонение параметров системы смазки‚ сопровождается решением о демонтаже агрегата. При обнаружении в образце отработанного масла металлических частиц‚ превышающих пороговые концентрации для данного объема‚ назначается разборка с целью дефектовки. Выявление трещин или заметной деформации головки блока‚ определяемых визуально или неразрушающими методами‚ становится основанием для демонтажа ГБЦ и дальнейшей диагностики. Падение давления масла ниже установленного минимального значения при рабочих оборотах в сочетании с нестабильной компрессией служит критерием перехода к разборке.
Снятие двигателя
Демонтаж двигателя производится по регламенту: отключение аккумулятора‚ слив жидкостей‚ отсоединение коммуникаций‚ маркировка разъемов‚ опора на подъемник‚ снятие креплений.
Последовательность демонтажа агрегатов и систем
Операция демонтажа производится в строгой последовательности для исключения повреждений и упрощения последующей сборки. Сначала отключение аккумуляторной батареи выполняется; электроцепи выведены из напряжения. Слив моторного масла и охлаждающей жидкости производится в емкости для утилизации. Затем снять воздушную систему и радиатор; крепления отмечены и промаркированы. Система выпуска временно отсоединена от блока; болтовые соединения обработаны противоскрипающим составом. Демонтаж навесного оборудования выполняется по очереди: генератор вынесен‚ компрессор кондиционирования демонтирован‚ насосы сняты. Топливная рампа и форсунки извлечены с маркировкой каналов. Электропроводка отсоединена с фиксацией разъемов. Рулевые тяги и подрамник демонтированы при соблюдении моментных значений. Опоры двигателя освобождены‚ приподнимание агрегата выполняется подъемником с контролем вертикали. Снятие двигателя производится с применением траверсы; подвесы и крепежи сняты по очередности. После извлечения двигателя проводится первичный осмотр на наличие утечек и механических повреждений.
Разборка двигателя
Демонтаж навесных агрегатов производится поэтапно. Снятие головки блока осуществляется с фиксацией меток. Разборка блока цилиндров ведётся с маркировкой деталей и учётом износа.
Разборка блока цилиндров и навесного оборудования
Демонтаж навесных узлов производится после маркировки и фиксации ориентации агрегатов. Электрические разъемы отсоединяются с применением защитных колпачков для предотвращения загрязнения. Топливная магистраль опорожняется и заглушивается во избежание утечек. Система охлаждения сливается в сосуд с контролем объема отработанной жидкости. Механические элементы навески‚ включая компрессор кондиционирования‚ генератор и насос гидроусилителя‚ снимаются последовательными этапами с применением динамометрического инструмента.
Блок цилиндров освобождается после демонтажа головки блока с сохранением меток на болтах. Крепежные элементы укладываются по порядку и фасовке для исключения ошибочной установки. Масляный поддон удаляется с одновременным удалением масляного фильтра и сетки-уловителя загрязнений. Продувка каналов производится сжатым воздухом на регламентированном давлении. Ведомость снятых деталей составляется с указанием состояния и измеренных параметров.
Дефектовка деталей
Проведение дефектовки направлено на оценку блока‚ коленвала‚ шатунов и поршней. Фиксация повреждений‚ измерение износа и составление отчёта о годности.
Оценка состояния блока‚ коленвала‚ шатунов и поршней
Осмотр блока цилиндров проводится на предмет трещин‚ коррозии и износа посадочных поверхностей. Контроль плоскостности производится измерительными щупами и эталонной плитой. Снятие нагара и отложений выполняется специальными растворителями и механической обработкой с фиксацией состава удаляемых отложений в акте дефектовки. Визуальная оценка шатунных шейки делается при световом увеличении. Измерение биения и овальности цилиндров выполняется микрометром и индикатором с фиксацией замеров по каждому цилиндру. Оценка поршней включает замер диаметра‚ оценку поршневых канавок‚ состояние поршневых пальцев. Контроль задиров и рисок фиксируется фотопротоколом. Коленвал подвергается магнитопорошковой или капиллярной дефектоскопии. Измерение диаметра шатунных и коренных шеек выполняется микрометром с записью результатов в дефектную ведомость. Оценка износа шеек производится с сопоставлением с заводскими допусками. Проверка на наличие задира и выработки выполняется визуально и инструментально. Результаты дефектовки классифицируются по категориям: пригоден к сборке‚ требуются восстановительные операции‚ подлежит замене. Рекомендации по восстановлению указываются только на основании измерений и дефектоскопии.
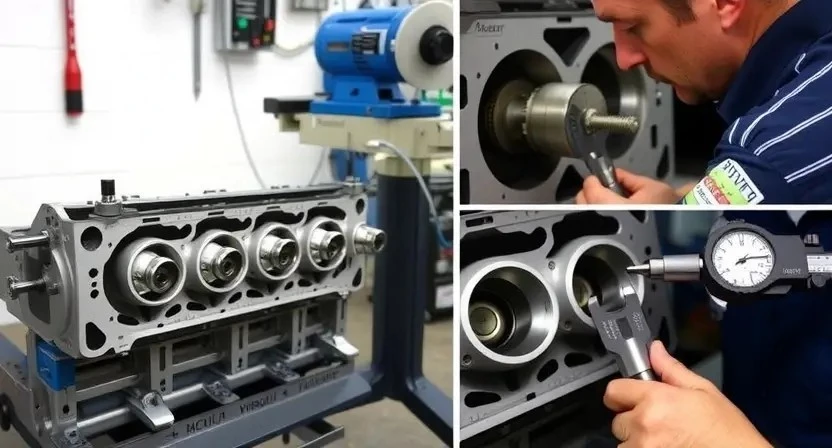
Контроль размеров и допусков
Измерение посадочных диаметров‚ биений и зазоров выполняется механизмами калибрования. Результаты фиксируются в измерительном акте с указанием допусков.
Измерение посадочных и рабочих параметров
Измерение посадочных и рабочих параметров проводится в условиях ремонтной зоны с применением калиброванных инструментов и измерительной техники. Замеры диаметра цилиндров выполняются микрометром по нескольким уровням по высоте гильзы с фиксацией отклонений. Проверка биения посадочных поверхностей проводится индикатором часового типа с протяжкой по окружности и по длине. Контроль фасок и торцевых плоскостей производится щупами и поверочной плитой для определения перепадов плоскостей. Замер посадочных отверстий под вкладыши ведётся штангенциркулем с последующей сверкой по маркировочным таблицам. Измерение расстояний между опорами и центрами происходи́т с использованием растровых шаблонов и оптического прибора. Фиксация результатов производится в протоколе с указанием допусков и фактических значений. При выявлении отклонений выполняется классификация дефектов с указанием возможных операций восстановления и предельных размеров для восстановления узла.
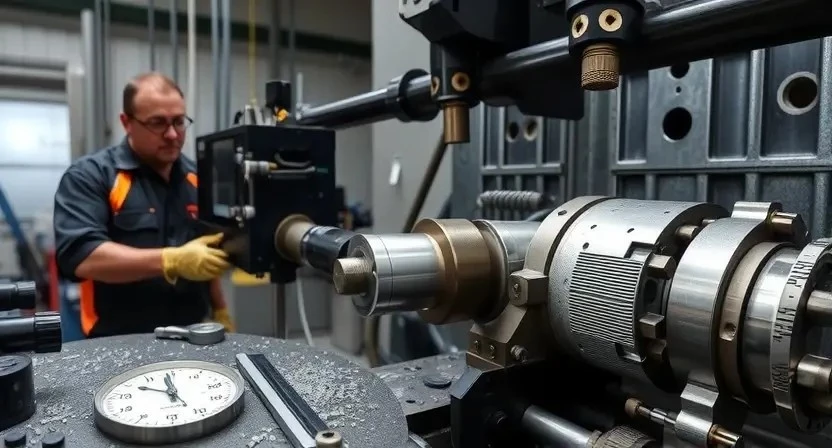
Шлифовка и расточка блока цилиндров
Шлифовка поверхности компенсирует износ. Расточка цилиндров выполняется по замерам. Контроль радиуса и шероховатости проводится после обработки.
Технологические операции и допуски после обработки
Формирование перечня операций после расточки блока цилиндров. Обработка плоскостей сопряжений шлифовальным станком. Контроль геометрии цилиндров посредством нутрометра и микрометра.
Определение припуска и межоперационных допусков. Измерение диаметра цилиндра в трех сечениях на каждом рабочем ходу. Фиксация значений в акте измерений для последующей сопоставительной оценки.
Обработка посадочных мест для вкладышей. Проверка радиального биения коленвала после установки вкладышей. Контроль диаметра коренных шеек и шатунных площадок.
Шлифовка сопрягаемых поверхностей ГБЦ. Измерение плоскостности головки при помощи индикаторной установки. Допуск плоскостности установлен согласно технической документации производителя.
Расточка направляющих втулок клапанов при применении специализированного инструмента. Измерение радиусов и зазоров с использованием щупов и калибров. Запись результатов в технологическую карту.
Применение посадочных размеров поршневых групп согласно каталожным номерам. Контроль бокового зазора поршня в цилиндре. Указание предельных значений в рабочем протоколе.

Восстановление и замена поршней
Оценка поршней проводится по износу канавок и юбок. Подбор новых деталей по калибру блока. Монтаж выполняется с контролем осевых зазоров.
Критерии выбора поршней и монтажные операции
Выбор поршней производится на основе результатов дефектовки цилиндров и замеров рабочих параметров. Сопоставление диаметра цилиндра с допусками после расточки обеспечивает подбор посадочного размера. Применение комплектов поршней с присвоенными номерами допускается при совпадении маркировки с технической картой. Материал поршней должен соответствовать заводским характеристикам по тепловому расширению и прочности. Конструкция поршневой головки выбирается по типу воспламенения и степени сжатия‚ установленной в рабочей документации.
Монтажные операции включают оценку и подготовку шатунных и поршневых шеек перед установкой. Поверхности сопряжения обезжириваются и очищаются от окалин. Контроль зазора между поршнем и цилиндром выполняется измерением овальности и конусности. Установка колец производится с ориентировкой стыков по чертежу и измерением свободного зазора в канавках. Шатунные болты заменяются и затягиваются по заданному моменту в два этапа. Смазка маслом допускается перед окончательной сборкой. Регистрация примененных деталей и замеров в акте выполненных работ.
Замена вкладышей коленвала
Демонтаж коленвала производится после дефектовки; замена вкладышей по подбору размера; измерение масляных зазоров; сборка с контролем моментом затяжки.
Подбор размеров и последовательность установки
Подбор размеров вкладышей коленвала и шатунных оправ проводится на основе измерений проточки и посадочных мест. Измерение производится микрометром и нутромером. Сопоставление размеров производится с каталоговыми допусками двигателя.
Определение размера поршневых вкладышей производится по внутреннему диаметру коренных шеек коленвала. Подбор комплектов маркируется. Установка вкладышей выполняется при чистой рабочей зоне. Смазка поверхностей проводится моторным маслом до монтажа.
Монтаж шатунных крышек производится в последовательности по номерам цилиндров. Моменты затяжки фиксируются протоколом и контролируются динамометрическим ключом. Контроль бокового люфта и радиального зазора проводится щупом после установки.
Замена поршневых колец производится по номерам цилиндров с соблюдением распределения замков по окружности согласно технологической карте. Замеры компрессии и давления масла выполняются после сборки и обкатки для подтверждения соответствия параметров нормам производителя.
Замена поршневых колец
Демонтаж поршней производится для замены колец. Измерение зазоров осуществляется. Монтаж комплектов выполняется по заводским допускам с контролем сопряжений.
Снятие зазора и монтажные требования
Измерение зазора между поршневым кольцом и канавкой выполняется при чистой поверхности и температуре‚ близкой к 20 °C. Замеры производятся щупом по окружности кольца. Зафиксировать максимальное значение зазора. Сравнение с нормативом проводится по каталожным данным для двигателя Fiat Tipo 1.4 L 95 л.с. (2015–н.в.).
Снятие зазора при замене колец производится до установки поршня в цилиндр. Замер зазора в кольцевой канавке выполняется микрометром и нутромером. Запись результатов производится в дефектную ведомость.
Подбор поршневых колец осуществляется по внутреннему диаметру цилиндра и температурному коэффициенту материала. Монтажная карточка содержит маркировку комплектов и допустимые зазоры. Момент установки кольца в канавку контролируется по осевому перемещению. При необходимости применяется расклиненная оправка для сохранения геометрии.
Сборка проводится под ключевой момент и последовательность‚ указанную в регламенте производителя. Применение смазки на рабочие кромки и маслосъемные поверхности допускается для снижения износа при обкатке. Запрещается установка комплектов с отклонением от нормы.

Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика трещин и деформации поверхности ГБЦ выполнена. Ремонтные операции включают растачивание седел клапанов и восстановление плоскостности.
Диагностика трещин‚ плоскостность и ремонтные методы
Визуальный осмотр головки блока цилиндров выполняется при освещении и использовании лупы с увеличением не менее 5х. Контрастное окрашивание поверхности применяется для выявления микротрещин. Магнитопорошковая дефектоскопия проводится на ферромагнитных деталях с целью локализации поверхностных и подповерхностных дефектов. Ультразвуковая дефектоскопия применяется для выявления внутренних трещин и зон деламинации. Плоскостность рабочей поверхности измеряется щупом и индикатором со шкалой не менее 0‚01 мм на длине 200 мм; Отклонение от плоскостности сравнительно с заводским допуском фиксируется в отчетной форме.
Ремонтные операции подразделяются на локальную сварку трещин с последующей термообработкой и шлифовку плоскости под заявленные допуски. Сварка выполняется методом TIG с подкладкой совместимого материала и последующей механической обработкой. Шлифовка осуществляется только после контроля геометрии посадочных плоскостей. Замена прокладки головки блока производится при превышении допусков деформации или при наличии необратимых дефектов. Испытание герметичности проводится после сборки с применением давления и контрольных средств. Документация с фиксированными параметрами и результатами испытаний прилагается к актам выполненных работ.
Сборка двигателя
Сборка производится по этапам: установка коленвала‚ вкладышей‚ шатунов‚ поршней. Контроль моментов затяжки и зачистка сопрягаемых поверхностей.
Контроль моментов затяжки и порядок сборки
Фиксация технологической последовательности сборки головки блока и картера коленчатого вала производиться документально. Применение динамометрического ключа обязательно для болтов крепления головки‚ шатунных крышек и маховика. Параметры крутящих моментов указываются по нормативной карте для двигателя Fiat Tipo 1.4 L 95 л.с. Значения момент-угол приводятся в порядке предварительной затяжки с последующим доводочным угловым вращением. Последовательность затяжки цилиндровых головок должна соответствовать схемам от центра к периферии. Контроль остаточного натяга достигается повторным измерением момента после термоциклов. Применение новой крепежной фурнитуры предписано для элементов с критической нагрузкой. Протяжка креплений распределительного вала выполняется по указанному моменту с фиксированием положения меток. Регистрация параметров производится в акте сборки и прилагается к документации автомобиля.
Режимы обкатки и регламентные проверки
Обкатка двигателя после капитального ремонта выполняется по регламенту‚ адаптированному к конструкции Fiat Tipo 1.4 L 95 л.с. Пропускная способность масляной системы контролируется в первые 10 минут работы при температуре масла 60–80 °C. Скоростной режим варьируется: холостой ход 900–1000 об/мин первые 5 минут‚ затем постепенное увеличение до 3000 об/мин с удержанием по 30 с в пределах первых 20 минут. Продолжительность начальной обкатки составляет 100–200 км пробега при переменной нагрузке и оборотах. Проверка герметичности выполняется после 30 минут рабочего режима и после первого пробега. Контроль давления масла производится при холодном и прогретом двигателе‚ сопоставление показаний с эталонными значениями. Диагностика электрики проводится одновременно с обкаткой посредством записи параметров ECU. Фиксация параметров и составление акта обкатки производится по завершении процедур.
Настройка и окончательная проверка
Настройка систем впрыска и холостого хода проводится после сборки. Регламентные проверки проводятся: контроль утечек‚ калибровка датчиков‚ тестовая обкатка.
Регулировка систем впрыска‚ холостого хода и контроль утечек
Настройка систем впрыска проводится по регламенту производителя. Считывание параметров топливной смеси и длительности впрыска выполняется посредством диагностического сканера с фиксацией исходных данных в отчетной форме. Корректировка подачи топлива производится посредством адаптации ЭБУ и регулировочных элементов при достижении заданных параметров. Холостой ход настраивается путем стабилизации оборотов двигателя до паспортного значения с фиксацией колебаний и времени стабилизации. Контроль утечек топлива и впуска проводится методом дымогенерации и манометрии; утечки топлива фиксируются визуально и инструментально. Давление в топливной рампе измеряется манометром со снятием пиковых значений при рабочих и отключенных форсунках. Производится оценка состояния форсунок по распылу и электропараметрам; исправные узлы сохраняют равномерный распыл и номинальное сопротивление. При выявлении отклонений составляется дефектная ведомость с указанием заменяемых узлов и требуемых операций. Запись параметров после регулировки включена в отчет.