

Предоставление сервисной услуги по ремонту двигателя Fiat 500X 1.3 Turbo 150 л.с.; перечисление этапов работ и контрольных процедур.
Область применения услуги
Применение услуги ограничено двигателем модели 1.3 Turbo 150 л.с.‚ устанавливаемым на Fiat 500X 2018–н.в. Обслуживание охватывает комплекс диагностических и восстановительных операций‚ направленных на восстановление рабочего ресурса силового агрегата. Выполнение работ рассчитано на двигатели с признаками снижения мощности‚ повышенного расхода масла‚ посторонних шумов в блоке или при неисправностях управления турбонаддувом. Область включает случаи необходимости капитального ремонта и средних восстановительных вмешательств.
Технические характеристики двигателя
Объект: бензиновый рядный 4-цилиндровый двигатель 1.3 Turbo‚ рабочий объем 1332 см3‚ мощность 150 л.с.‚ крутящий момент и ступени наддува указаны в техдокументации.
Общие параметры
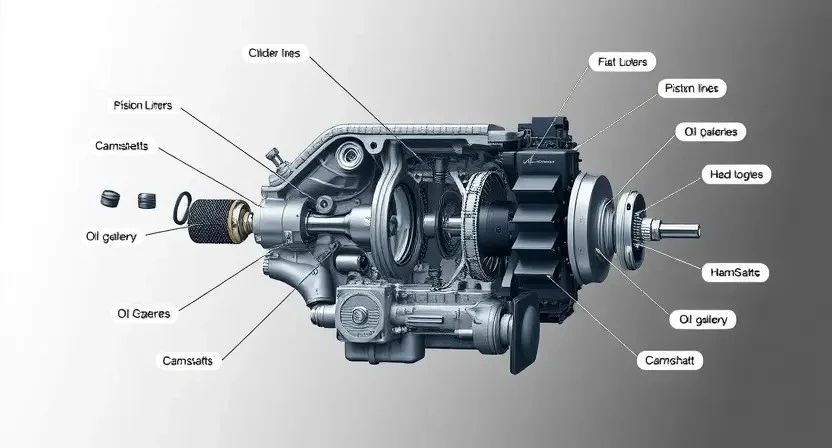
Описание двигателя выполнено в виде технических характеристик и эксплуатационных данных. Объем цилиндров указан 1330 см3. Мощность обозначена 150 л.с. Частота вращения максимальная для номинальной мощности указана 5500 об/мин. Крутящий момент заявлен 270 Н·м при 1750–3500 об/мин. Тип наддува — турбонагнетатель с промежуточным охладителем. Система подачи топлива — непосредственный впрыск. Конфигурация цилиндров, рядная‚ число цилиндров 4. Система газораспределения — распределенный привод с фазовращателями. Рабочее давление масляной системы указано в руководстве изготовителя;
Особенности 1.3 Turbo 150 л.с.
Конструкция двигателя с турбонаддувом предусматривает повышенные тепловые и механические нагрузки. Присутствие алюминиевого блока влияет на методы восстановления поверхности цилиндров и требования к температурной обработке; Система турбонаддува оснащена интеркулером и электронным клапаном управления‚ что определяет последовательность демонтажа и контроля утечек. Высокая степень сжатия и малый диаметр цилиндров требуют точного подбора поршневой группы по диаметру и массам. Электроника двигателя интегрирована с системой управления впрыском и турбонаддува‚ предъявляет требования к диагностике блоков до начала механических вмешательств. Система смазки имеет повышенные требования к фильтрации и давлениям‚ что влияет на методику измерений и критерии оценки износа вкладышей.
Комплектность работ
Перечень операций включает диагностику ЭБУ‚ измерение компрессии и давления масла‚ снятие и разборку двигателя.
Перечень диагностических операций
Электронная диагностика блоков управления с фиксацией кодов неисправностей и параметров в лог. Измерение компрессии по каждому цилиндру с применением прецизионного манометра; протоколирование значений. Измерение давления масла в рабочем и холодном состояниях с регистрацией пиковых и средних показаний. Испытание системы наддува и интеркулера на утечки и падение давления. Контроль работы электровентилятора и датчиков температуры охлаждающей жидкости. Оценка состояния свечей зажигания и катушек путем визуальной и электрической диагностики. Анализ топливной системы по форсункам и давлению в рампе. Замеры оборотов холостого хода и реакции на нагрузку.
Перечень механических операций
Демонтаж навесных агрегатов и элементов выхлопной системы для обеспечения доступа к блоку цилиндров. Снятие двигателя с рамы с применением осевого подъёмного оборудования и фиксация на стенде для дальнейшей разборки. Разборка узлов топливного и газораспределительного механизмов с промаркировкой и укладкой по группам. Снятие и маркировка поршневой группы. Демонтаж коленчатого вала и шатунных сборок. Снятие и разборка головки блока цилиндров. Резьбовые соединения очищены и подвергнуты дефектоскопии. Расточка гильз и шлифовка плоскостей производится в условиях станочного оснащения. Контроль зазоров и биений выполняется измерительными приборами. Сборка выполняется по регламентным моментам и угловым значениям‚ применяются новые уплотнительные элементы и фиксирующие составы.
Подготовка к приему автомобиля
Оформление наряда-замены и регистрация данных клиента. Визуальная проверка внешних узлов и фиксация дефектов в журнале.
Оформление документации
Регистрация заказа-наряда производится при приеме автомобиля; фиксирование идентификационных данных транспортного средства и мотора включено. Запись истории эксплуатации и предыдущих вмешательств добавляется в карточку обслуживания. Описание выявленных дефектов вносится в первичный акт осмотра с присвоением кодов и уровней приоритета. Согласование перечня работ оформляется подписанным протоколом с указанием оценочных сроков и стоимости. Нумерация операций и привязка к штатным позициям выполняются в учетной системе.
Визуальный осмотр и первичная фиксация дефектов
Визуальный осмотр двигателя выполнен с соблюдением технологической последовательности. Осмотр внешней обстановки силового агрегата‚ возможных течей масла‚ охлаждающей жидкости и признаков коррозии произведён. Оценка состояния ремней‚ шлангов‚ креплений и электрических разъёмов зафиксирована. Наличие механических повреждений корпусов отмечено. Фиксация обнаруженных дефектов произведена в акте приёма с привязкой к узлам и номерам позиций. Фотофиксация дефектов включена в отчёт.

Диагностика и оценка состояния
Электронная диагностика выполнена. Состояние двигателя описано по результатам замеров компрессии и давления масла.
Электронная диагностика блоков управления
Подключение диагностического оборудования к диагностическому разъему автомобиля. Считывание кодов неисправностей всех доступных блоков управления. Сохранение отчетов в формате‚ совместимом с архивом обслуживания. Выполнение адаптаций и сбросов ошибок через специализированное ПО при подтверждении устранения причин. Сканирование параметров в реальном времени с записью значений датчиков турбонаддува‚ давления топлива‚ температуры охлаждающей жидкости и показаний ДМРВ. Проверка состояния актуаторов‚ привязка новых компонентов при замене. Проведение контрольного пуска с мониторингом ошибок.
Оценка состояния навесных агрегатов
Осмотр навесных агрегатов производится поэтапно. Визуальная диагностика ремней и роликов выполняется с фиксацией износа‚ трещин и смещения. Проверка натяжения ремней осуществляется измерением упругости и сравнением с заводскими параметрами. Генератор и стартер подвергаются электрическим испытаниям для определения тока холостого хода и пускового тока. Топливная аппаратура проверяется под давлением топлива и на герметичность соединений. Система турбонаддува осматривается на предмет люфтов‚ состояния уплотнений‚ следов масла. Интеркулер оценивается на наличие коррозии и механических повреждений. Система охлаждения тестируется на протечки и производительность помпы. Вакуумные магистрали и шланги контролируются на трещины и потерю эластичности. Результаты фиксации вносятся в диагностический лист для последующей оценки объема ремонта и выбора запасных частей.
Измерение компрессии
Проведение замеров компрессии цилиндров; фиксация пиковых значений; сравнение с нормативами производителя; документирование результатов.
Методика проведения измерений
Подготовка двигателя к измерениям предусматривает снятие крышки клапанов и вывод форсунок из рабочей цепи. Прокладка свечей заменена на заглушки манометров для компрессии. Применение манометра со шкалой до 30 бар и калибровочной поверкой. Запуск двигателя для прогрева до рабочей температуры; остановка перед измерением. Последовательное снятие показаний для каждого цилиндра при отключенном зажигании и полном открытом дросселе. Фиксация максимального давления на каждом цикле. Регистрация трех циклов и вычисление среднего значения. Сопоставление результатов с допустимыми параметрами производителя.
Интерпретация результатов и допуски
Фиксация измеренных значений компрессии в протоколе. Пороговые значения устанавливаются как критерий работоспособности: минимальная компрессия для цилиндра 10‚5 бар при нормальной температуре; разница между цилиндрами не более 1‚0 бар. Давление масла оценивается по заводским паспортным величинам: холостой ход 0‚9-1‚3 бар‚ рабочие обороты 2‚5-3‚5 бар. Отклонения от допусков трактуются как признак износа либо повреждения поршневой группы‚ уплотнений или масляной магистрали. При снижении компрессии в одном цилиндре оформляется дефектовка головки и проверки клапанного механизма. При равномерном падении давления масла оформляется проверка масляного насоса‚ степени износа вкладышей и зазоров; при необходимости задаётся перечень запчастей для восстановления геометрии и гидравлической герметичности системы.
Измерение давления масла
Замер давления производится манометром в горячем и холодном состояниях; фиксация показаний по оборотам и нагрузке.
Методика проверки давления
Подготовка измерительного оборудования производится с применением манометра‚ допускаемого к работе с бензиновыми турбированными двигателями. Демонтаж датчика давления масла не выполняется без обезвоживания системы и отключения аккумуляторной цепи. Подключение специального адаптера к масляной магистрали выполняется с контролем герметичности соединений. Запуск двигателя производится при установленной рабочей температуре системы. Измерения выполняются в трех режимах: холостой ход‚ 2000 об/мин и максимальная рабочая нагрузка. Фиксация показаний проводится в журнале с указанием режима и времени. При снятии показаний допускается усреднение по трём замерам. Анализ данных проводится по заводским допускам и регламенту производителя.
Анализ показаний и возможные причины отклонений
Анализ измерений давления масла и компрессии производиться на основании таблиц допусков производителя. Отклонение давления масла выше нормы указывает на засорение масляного канала‚ неисправность регулятора давления или повышенную вязкость масла при зимних температурах. Снижение давления связано с износом масляного насоса‚ увеличением масляных зазоров в подшипниках или применением неподходящего сорта масла. Низкая компрессия фиксируется при износе поршневой группы‚ повреждении клапанов или нарушении герметичности прокладки ГБЦ. Разброс по цилиндрам свидетельствует о неполадках в системе питания‚ закоксованности седел клапанов или пробоях в свечных каналах. Отклонения в термостате и системе охлаждения могут влиять на показания давления масла через изменение вязкости. Приводной ремень турбокомпрессора и состояние турбины учитываются при анализе пульсаций давления‚ вызванных вибрацией или подпиткой маслом. При расхождении результатов измерений с паспортными величинами требуется дефектовка соответствующих узлов и повторный контроль измерений‚ выполненный с применением поверенных приборов.
Снятие двигателя
Демонтаж производится последовательным отключением систем‚ сливом рабочих жидкостей‚ маркировкой агрегатов и применением подъёмного оборудования.
Последовательность работ при демонтаже
Изоляция аккумуляторной сети и выключение питания производятся перед началом работ. Слив эксплуатационных жидкостей проводится с одновременной утилизацией отработанного материала по нормам. Демонтаж воздуховода‚ интеркулера и сопутствующих трубопроводов выполняется для обеспечения доступа. Снятие навесных агрегатов производится по очередности: генератор‚ компрессор кондиционирования‚ насос гидроусилителя рулевого управления. Отсоединение электрических разъемов и топливных магистралей осуществляется с маркировкой. Снятие выпускного коллектора и турбины выполняется после отсоединения системы выпуска. Фиксация двигателя к подъемному оборудованию и контроль центровки проводятся перед опорными болтами. Опора коробки передач к траверсе обеспечивается балансировкой. Освобождение моторного отсека от креплений производится плавно с контролем положения. Выгрузка двигателя на рабочую площадку завершается постановкой на подставки для дальнейшей разборки.
Маркировка и хранение снятых деталей
Операция маркировки выполняется сразу после демонтажа каждой сборочной единицы. Нанесение идентификаторов производится посредством стойкой краски или лазерной гравировки с указанием позиции‚ номера цилиндра‚ даты демонтажа и кода ремонта. Упаковка деталей производится в чистые герметичные мешки с влагопоглотителем и защитными прокладками. Сортировка по категориям: корпусные детали‚ подвижные элементы‚ крепеж. Хранение размещается на стеллажах с контролем температуры и влажности. Ведение журнала учета и фотофиксация состояния обязательны. Нанесение маркировки на мелкие элементы производится на пакетах.

Разборка двигателя
Демонтаж навесных агрегатов и магистралей. Снятие головки‚ коленвала и поршней. Маркировка деталей и упаковка.
Последовательность разборочных операций
Демонтаж навесных агрегатов производится с фиксацией мест соединений и маркировкой трубопроводов. Снятие впускного коллектора выполняется по этапам с фотографированием расположения датчиков. Отсоединение электрических разъемов производится с применением защитных колпачков. Снятие ГРМ проводится после блокировки коленчатого вала и распределительных валов. Демонтаж головки блока цилиндров выполняется с последовательной фиксацией порядка болтов. Снятие поршневой группы производится через постели шатунов. Детали промываются и комплектуются для дефектовки. Контроль размеров и визуальная оценка выполняются до передачи на обработку.
Фиксация дефектов и подготовка к дефектовке
Визуальная фиксация повреждений производится с фотографированием рабочих поверхностей‚ поверхностей сопряжения и посадочных мест. Измерительная фиксация включает протоколирование размеров цилиндров‚ биений‚ износов и задиров с указанием измерительных инструментов и допусков. Маркировка деталей выполняется номерными кодами для обеспечения соответствия при сборке и хранении. Упаковочные операции подразумевают разделение по группам: подлежащие восстановлению‚ требующие замены‚ подлежат утилизации. Составление акта дефектовки включает перечень замен и работ‚ смету и сроки исполнения.
Дефектовка компонентов
Проведение дефектовки цилиндров‚ коленвала‚ поршневой группы‚ ГБЦ; фиксация износа‚ трещин‚ задиров и размеров.
Оценка блока цилиндров и гильз
Визуальный осмотр поверхности цилиндров и гильз производится при чистой и обезжиренной поверхности; фиксирование задиров‚ коррозии‚ трещин и выбоин. Замер диаметра каждого цилиндра выполняется микрометром и нутромером по длине и в нескольких плоскостях; регистрация размеров производится в табличной форме. Определение износа по цилиндрическому и конусному допуску проводится расчетом превышения заводских номиналов. Контроль овальности и биения указывается в протоколе. Оценка посадки гильз осуществляется измерением диаметра посадочных мест и толщины стенки. Рекомендуется классификация дефектов по уровню ремонта с указанием допустимых пределов восстановления и требуемых операций при переходе к расточке или заменяемой гильзе.
Оценка коренных и шатунных шеек коленвала
Визуальная инспекция шеек коленвала проводится с целью выявления задиров‚ раковин‚ следов перегрева и повреждений поверхностного слоя. Применение микрометра и индикаторной стойки обеспечивает снятие наружных диаметров и проверку биения вала по шейкам. Контроль на круглый износ производится измерением диаметра в нескольких точках с интервалом 90°; фиксирование результатов в бланке дефектовки. Оценка шероховатости поверхности выполняется профилометром; сравнение с нормативом производителя фиксируется протоколом. Магнитная дефектоскопия применяется для обнаружения трещин; результаты задокументированы. Оценка овальности и конусности производится расчетом по наибольшему и наименьшему значению диаметра. Выбор межремонтного состояния осуществляется по сумме отклонений от номинала и визуальным признакам; при превышении лимитов планируется восстановление путем шлифовки с последующим подбором вкладышей по увеличенным размерам или механическая правка при допустимых деформациях.
Шлифовка и расточка блока
Шлифовка плоскости блока производится с контролем параллельности; расточка цилиндров выполняется по размерам ремонтных втулок.
Технологические параметры шлифовки
Определение степени снимаемого слоя производится по протоколу дефектовки блока. Глубина шлифовки ограничивается допустимым износом рабочей поверхности; окончательное значение фиксируется в миллиметрах. Скорость абразивной подачи выбирается по типу шлифовального круга и материалу блока. Чистота обработки указывается в Ra. Охлаждение рабочей зоны осуществляется непрерывной подачей охлаждающей жидкости заданного расхода. Контроль температуры поверхности производится переносным датчиком. Допуски плоскостности указываются в протоколе приемо-сдаточных параметров.
Контроль геометрии после обработки
Проверка плоскости постели блока цилиндров выполняется с применением плит с рисками и щупов с градуировкой; допуск плоскостности указан в технической документации производителя и фиксируется в протоколе контроля. Контроль соосности направляющих коленчатого вала производится на специальном стенде с индикаторной стойкой; измерения проводятся в нескольких сечениях и результаты сравниваются с заводскими допусками. Измерение круглости и конусности гильз производится нутромером и микрометром; границы износа регистрируются в отчете. Контроль биения поверхностей сопряжения осуществляется индикатором; фиксация значений в журнале. Допуск отклонений‚ перечень корректирующих операций и необходимые методы ремонта указываются в карте дефектов.

Замена поршней и колец
Подбор поршневой группы по размерам и допускам. Монтаж деталей с контролем зазоров и калибровкой при сборке.
Подбор поршневой группы по допускам
Подбор поршневой группы производится на основании измерений внутреннего диаметра цилиндров и диаметра поршней. Измерения выполняются с применением микрометра и нутромера. Классификация валидных размеров осуществляется по установленным заводским допускам. Выбор вариантов поршней и колец производится с учётом допусков на износ‚ тепловых зазоров и возможного увеличения диаметра после расточки. Подбор вкладышей сопрягается с подбором поршней для обеспечения масляного зазора в заданных пределах. Документирование соответствия выполняется протоколом.
Монтаж поршней и контроль зазорных параметров
Монтаж поршней производится после окончательной дефектовки и подбора комплектующих по размерным группам. Установочные параметры поршневой группы фиксируются в карточке работ. Притирка канавок не выполняется при наличии новых колец с заводской обработкой. Контроль осевого и радиального зазора поршневого пальца производиться микрометрическими методиками. Замеры зазора поршень-цилиндр выполняются при рабочей температуре‚ с записью показаний в протокол.
Клапанные зазоры не затрагиваются при данной операции. Смазка посадочных мест исключается консистентной смазкой с универсальными присадками. Контроль компрессионного зазора после сборки проводится посредством калиброванного щупа с фиксацией в отчете.
Замена вкладышей и шлифовка коленвала
Замена вкладышей производится по результатам дефектовки; шлифовка вала выполняется по размерным допускам производителя.
Подбор вкладышей по марке и размеру
Подбор вкладышей осуществляется на основании измерений диаметра шатунной и коренной шеек коленвала‚ размеров посадочных гнёзд блока и фактического износа. Уточнение марки производится по каталожному номеру производителя двигателя и по спецификации автомобиля. Подбор размера по стандарту производится путем сопоставления ремонтных номеров вкладышей с результатами микрометрии. Выбор делают с учётом допустимого масляного зазора и класса точности. Документирование производится в актах дефектовки.
Контроль масляного зазора и биения вала
Измерение масляного зазора производится после подготовки коленчатого вала и шатунных вкладышей. Применение микрометра и плоскопараллельных щупов обеспечивает определение радиального зазора по каждому шатуну. Фиксация результатов в протоколе обязательна. Допуск для конкретной модели указывается в спецификации производителя. При обнаружении зазора за пределами допусков производится подбор ремонтных вкладышей по номиналу или ремонтная шлифовка шейки.
Биение вала измеряется индикатором часового типа при установке в опорные постели. Измерение производится в нескольких точках по длине рабочего участка. Предельные значения биения фиксируются в технической документации. При превышении предела производится динамическая и статическая балансировка или восстановительная шлифовка.
Ремонт и замена головки блока цилиндров (ГБЦ)
Разборка ГБЦ производится для выявления трещин и дефектов. Шлифовка плоскости и замена направляющих выполняются по допускам.
Разборка ГБЦ и диагностика клапанного механизма
Демонтаж головки блока цилиндров производится после маркировки и фиксации взаимного положения деталей. Очищение наружных поверхностей выполняется механическим и химическим методами с учетом совместимости материалов. Расшплинтовка и снятие направляющих клапанов производятся специализированным инструментом. Прямой осмотр седел и затылований клапанов выполняется под увеличением. Замер зазоров клапанов осуществляется щупами с протоколированием значений.
Испытание на герметичность производится методом притирки с последующей проверкой под давлением. Оценка износа направляющих производится измерением диаметров и люфтов. Регистрация дефектов в дефектной ведомости обязательна. Результаты диагностики используются при принятии решения о восстановительной обработке или замене компонентов.
Шлифовка седел‚ замена направляющих‚ проверка плоскости
Шлифовка седел клапанов проводится на специализированном станке с применением абразивных кругов‚ соответствующих твердости материала. Контур седла восстанавливается до заводских углов. Замена направляющих клапанов выполняется подбором по внутреннему диаметру и тепловому допуску; направляющие подлежат запрессовке с последующей расточкой посадочного гнезда. Проверка плоскости ГБЦ производится конусным щупом и поверочной плитой; биение фиксируется микрометром. Контроль посадочных поверхностей осуществляется измерением шероховатости и размеров по допускам производителя.
Сборка двигателя
Сборка производится по этапам: установка поршней‚ шатунов‚ коленвала‚ ГБЦ; применение допустимых моментов затяжки.
Очистка деталей и применение герметиков
Очистка деталей производиться перед сборкой для устранения загрязнений‚ отложений и остатков старых смазок. Применение растворителей и обезжиривающих составов допускается при соблюдении инструкций производителя. Поверхности‚ предназначенные для контакта с герметиком‚ должны быть сухими и обезжиренными. Нанесение герметика производится на подготовленные поверхности малыми дозами‚ с равномерным распределением по кромке. Выбор герметика подбирается по химической совместимости с материалом и температурному режиму эксплуатации. В местах контакта прокладок допускается использование узконаправленных формул для предотвращения химической деградации. Временные выдержки до сборки устанавливаются в соответствии с технической документацией и временем образования первичной адгезии. Остатки излишков герметика удаляются после первичного отвердения для предотвращения загрязнения масляных каналов и опорных поверхностей.
Моментная последовательность затяжки и контроль углов
Определение порядка затяжки выполняется по специфической схеме. Болты головки блока маркируются по номерам посадочных отверстий. Начальная фаза включает предварительную затяжку с указанным моментом в 30 Н·м. Последующая фаза производится в два этапа угловой доборки: первый этап 90°‚ второй этап 90°. Применение динамометрического ключа и угломера обязательно. Контроль углов проводится после каждой доборки. Протяжка фиксируется в отчете с указанием величин момента и углов. Допуски углов указаны в сопроводительной документации производителя.
Пусконаладочные работы и обкатка
Первичный запуск двигателя производится с контролем давления масла и температурных параметров; последующая обкатка выполняется по регламенту.
Первичный запуск и контроль параметров
Первичный запуск двигателя производится после окончательной сборки. Включение системы зажигания и топливной системы осуществляется с контролем давления в рампе. Регистрация кодов ошибок выполняется через диагностический интерфейс. Фиксация оборотов холостого хода‚ температуры ОЖ и давления масла производится в течение первых пяти минут работы; Прослушивание на предмет аномальных шумов и вибраций проводится в режимах прогрева и устойчивой работы. Фиксация утечек выполняется визуально и инструментально.
Программа обкатки и измерение изменений параметров
Обкатка производится по этапной схеме для прогрева и приработки новых компонентов. На первом этапе запуск двигателя выполняется на холостом ходу до стабилизации рабочих температур. На втором этапе нагрузочное чередование применяется в пределах умеренных оборотов при контролируемом увеличении нагрузки. На третьем этапе длительная эксплуатация под нагрузкой проводится с постепенным выходом к нормальным режимам работы. Измерение параметров включает регистрацию давления масла‚ температуры охлаждающей жидкости‚ давления наддува и оборотов коленчатого вала. Параметры фиксируются в журнале с интервалом записи 1 минута и сохраняются для сравнения с начальными значениями. Анализ изменений проводится по таблице динамики и по заданным допускам производителя.
Настройка и проверка после обкатки
Настройка системы управления выполняется. Контроль параметров работы двигателя и фиксация измеренных значений производится.
Электронная коррекция и адаптация систем
Настройка блоков управления двигателя производится с применением специализированного диагностического оборудования и фирменных программ. Выполнение процедуры адаптации датчиков положения коленвала и распредвала проводится после сборки и установки компонентов‚ включая заменённые поршни‚ вкладыши и ГБЦ. Сброс адаптаций и запись новых параметров выполняется при заполненном топливном контуре и отключенных потребителях. Контроль впрыска и турбонаддува осуществляется по управляющим импульсам и логам ошибок. Завершение работ фиксируется протоколом.