

Описана услуга ремонта двигателя Ford Focus ST 2․3 EcoBoost 280 л․с․ (2019–н․в․): диагностика, оценка состояния, комплекс работ по восстановлению․
Область применения услуги
Обслуживание предназначено для автомобилей Ford Focus ST с двигателем 2․3 EcoBoost мощностью 280 л․с․, выпуска с 2019 года до текущего времени․ Применение охватывает диагностирование и комплекс восстановительных работ на силовых агрегатах данного типа․ Включён набор процедур: оценка состояния, измерение компрессии, измерение давления масла, снятие агрегата, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец, ремонт головки блока цилиндров, обкатка и настройка․
Работы выполняются в условиях специализированного сервиса с применением инструментов и стендов, подходящих по техническим требованиям к моделям с турбонаддувом․
Техническая спецификация двигателя
Указаны основные параметры: рабочий объём 2․3 л, турбонаддув, мощность 280 л․с․, система непосредственного впрыска, алюминиевый блок, чугунные гильзы отсутствуют․
Основные параметры и идентификация
Идентификация двигателя производится по коду, выбитому на блоке цилиндров и клапанной крышке․ Указаны тип двигателя 2․3 EcoBoost, номинальная мощность 280 л․с․, рабочий объем 2299 см3, конфигурация четырехцилиндровая с турбонаддувом․ Применены прямой впрыск и цепной привод ГРМ․ Маркировка на шильдике содержит VIN автомобиля и заводской номер мотора․ Серийные номера и коды прошивки фиксируются для подбора запчастей и программного обеспечения․ Паспортные допуски по компрессии и масляному давлению представлены в технической документации производителя․ Информация о типе масла и интервалах обслуживания указана в регламенте․
Общая последовательность работ
Последовательность работ: диагностика ЭБУ, измерение компрессии и давления масла, демонтаж агрегатов, разборка, дефектовка, восстановление и сборка․
Блок этапов ремонта
Идентификация комплекса работ производится документально․ Диагностика кодов электронной системы выполняется с привязкой к VIN и версии ПО․ Измерение компрессии проводится поршнево с фиксацией результатов в протоколе․ Измерение давления масла производится под рабочими и холостыми режимами с регистрацией мгновенных и средних значений․ Снятие двигателя выполняется по этапам с маркировкой магистралей и крепежа․ Разборка агрегата осуществляется в порядке уменьшения сборочных узлов с хранением деталей по классам․ Дефектовка компонентов проводится с применением измерительных инструментов и контрольных карт․ Шлифовка и расточка выполняються с соблюдением технологических допусков и контрольной записи․ Замена поршней, колец и вкладышей производится по каталожным номерам с протоколом допусков․ Ремонт головки блока осуществляется через проверку плоскостности и притирку седел с заменой уплотнения․ Сборка производится с контролем моментов затяжки и фиксацией фаз газораспределения․ Обкатка и финальная настройка выполняются по программе с регистрацией параметров работы․

Подготовка к диагностике
Организация рабочего места․ Инструмент калиброван․ Элементы электросети обеззаряжены․ Слив топлива и масла произведён․ Маркировка узлов выполнена․
Организация рабочего места и инструмента
Определение зоны работ производится с выделением площадки под двигатель и подъемное оборудование․ Поверхность рабочего пола должна быть ровной, очищенной от посторонних предметов․ Освещение организуется с обеспечением равномерного освещённого поля по рабочему объёму․ Рабочее место обустраивается стойками для двигателя и набором ящиков с маркировкой․ Инструмент комплектуется торцевыми головками, динамометрическим ключом, набором микрометров и щупов․ Измерительные приборы калибруются перед применением․ Защитные приспособления и поддоны для жидкости располагаются в зоне слива․ Контрольные листы заполняются при приёме и при передаче этапов․ Хранение мелких деталей обеспечивается в комплектующих лотках с маркировкой позиции и номера операции․
Диагностика электронных систем
Считывание кодов ошибок производится специализированным сканером․ Анализ логов выполняется по циклам запуска, холостого хода и нагрузке․ Оценка адаптаций и параметров датчиков выполняется․
Считывание кодов ошибок и логов
Считывание кодов ошибок выполняется специализированным диагностическим оборудованием, совместимым с протоколами Ford․ Подключение диагностического разъема производится через OBD-II, питание диагностического интерфейса обеспечивается от бортовой сети․ Считывание статических и предшествующих кодов выполняется в первичном режиме․ Загрузка журналов параметров двигателя производится в реальном времени с сохранением временных меток․ Интерпретация кодов производится по официальным таблицам расшифровки производителя, сопоставление осуществляется с параметрами датчиков и исполнительных механизмов․ Полный дамп логов архивируется на внешний носитель в формате, обеспечивающем последующую аналитическую обработку․ Регламент сохраняет последовательность: подключение, идентификация контроллера, запрос кодов, чтение PID, запись логов․ Ошибки хранения и передачи регистрируются отдельно; протокол инцидента формируется с указанием идентификаторов событий․
Оценка состояния двигателя визуально и инструментально
Визуальный осмотр узлов выполнен․ Измерение зазоров и утечек произведено․ Фиксация дефектов выполнена в отчётной форме для дальнейшей дефектовки․
Осмотр узлов и измерение базовых параметров
Визуальный осмотр проводится по регламенту производителя․ Осмотр головки блока, коллектора и турбины на наличие трещин, следов перегрева, утечек․ Осмотр клапанного механизма на зазоры, следы износа и задиров․ Осмотр системы впуска и впрыска на наличие загрязнений, изломов и потерь герметичности․ Осмотр системы охлаждения на коррозию, состояние шлангов и патрубков, плотность соединений․ Осмотр масляной магистрали на состояние фильтра, состояние уплотнений и наличие стружки․ Замеры толщины стенок трубопроводов при необходимости․
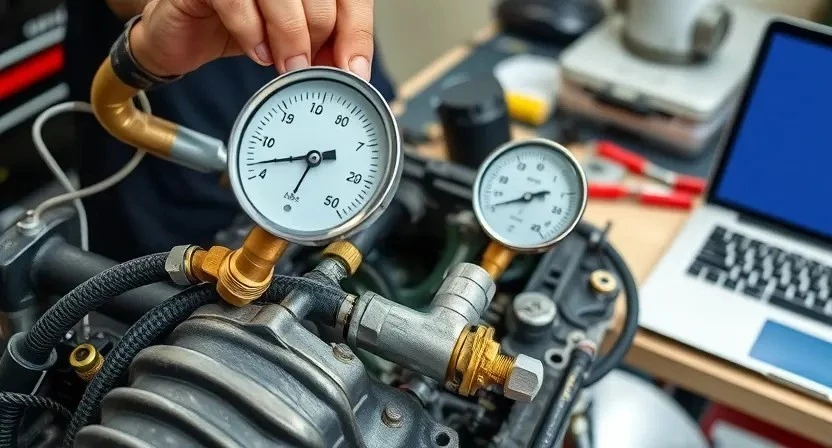
Измерение базовых параметров выполняется после визуального осмотра․ Давление топлива измерено манометром с рабочим диапазоном до 10 бар․ Давление наддува фиксируется датчиком с абсолютной шкалой․ Показатели давления масла снимаются при холодном и рабочем состояниях․ Электрические параметры системы управления реистрируются сканером с доступом к сервисным протоколам․ Измерение компрессии выполняется по отдельной методике․
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром․ Применение манометра высокого давления․ Фиксация результатов в протоколе для сравнения․
Методика измерения и критерии оценки
Подготовка: двигатель прогреть до рабочей температуры․ Отсоединение высоковольтных цепей и подача питания на стартер исключаются․ Для измерения компрессии применяется манометр со шкалой, соответствующей диапазону давления бензиновых турбированных моторов․ Подготовка цилиндров предусматривается установкой всех поршней в рабочее положение и закрытием впускных трактов․ Измерение выполняется при провороте коленвала стартером до стабилизации показаний․ Для каждого цилиндра фиксируется максимальное давление и время нарастания․
Критерии оценки: для цилиндров допускается разброс давления не более 1 бар․ Абсолютное значение давления сравнивается с заводскими данными для модели 2․3 EcoBoost 280 л․с․ (2019–н․в․)․ Давление ниже минимального допуска считается признаком износа поршневой группы, клапанных неплотностей или утечки через системы наддува․ Разница между цилиндрами рассматривается как основание для дефектовки и последующей разборки․
Измерение давления масла
Подготовка манометра и адаптера․ Подключение к масляному каналу производится при прогретом двигателе․ Снятие показаний при разных режимах․
Порядок подключения и интерпретация показаний
Подготовка оборудования: манометр масляного давления с адаптером для давления в системе двигателя, адаптер для подключения к штуцеру масляного фильтра или к предусмотренному технологическому отводу․ Обеспечение чистоты соединений и отсутствие напряжения питания на электронных узлах при подключении датчиков․ Подключение манометра производится к магистрали масла после прогрева двигателя до рабочей температуры, при нейтральном положении коробки передач и зафиксированных оборотах холостого хода․ Для получения диагностики в режиме нагрузки выполняется принудительная фиксация оборотов до заданных значений, при этом регистрируются пики и средние значения давления․ Интерпретация показаний проводится по нормативам производителя: давление на холостых оборотах сравнивается с паспортными значениями; превышение верхнего предела свидетельствует о засоре обратного клапана или повышенной вязкости масла; пониженное давление указывает на износ масляного насоса, увеличенные зазоры в подшипниках или забитый масляный радиатор․ Длительная фиксация показаний рекомендуется для выявления пульсаций, амплитуд которых свыше норм указывают на дефекты клапанного механизма или дисбаланс кривошипа․ Результаты измерений вносятся в протокол с указанием температуры масла, частоты вращения коленчатого вала и использованного манометра․
Подготовка к снятию двигателя
Разметка места крепления и маркировка разъёмов выполнены․ Слив топлива и охлаждающей жидкости произведён․ Электропитание отключено, силовые цепи обезврежены․
Разметка, маркировка и слив технических жидкостей
Разметка кабинета работ производится по закрепленным контрольным точкам кузова и двигательного отсека․ Маркировка соединений выполняется с применением стойких бирок и цветовых кодов для магистралей топлива, охлаждения, вентиляции картера и электропроводки․ Маркировочные элементы фиксируются на деталях и на схеме автомобиля в бумажном или электронном виде․ Слив моторного масла производится через сливной патрубок с последующим измерением объема и внесением данных в акт․
Слив охлаждающей жидкости выполняется при остывшем агрегате через радиатор или дренажный кран в емкость с контролем загрязнений․ Слив гидросистемы осуществляется в герметичные емкости с последующей утилизацией․ Применение защитных средств и сборников предусмотрено․ Заполнение актов учета и фиксация проб выполняется до начала демонтажа;

Снятие и демонтаж агрегатов
Отключение электрооборудования и слив жидкостей․ Маркировка труб и разъёмов․ Снятие навесных узлов․ Демонтаж выпускной системы и турбокомпрессора․
Последовательность отсоединения магистралей и узлов
Определение последовательности отсоединения магистралей и узлов выполнено по функциональным группам․ Электропитание отключается первым, питание батареи подается к клемме после полной разрядки системы безопасности․ Топливная магистраль демонтируется с использованием приспособлений для сброса давления․ Воздушные патрубки сняты перед турбокомпонентами․ Охлаждающие контуры слиты и закрыты заглушками․ Масляные магистрали отключены после сброса давления масла и маркировки линий․
Трубопроводы кондиционирования изолированы и упакованы в защитную пленку․ Вакуумные шланги промаркированы․ Датчики отсоединены по очереди с применением фиксирующих шайб․ Электрические разъемы освобождены с применением инструментов для предотвращения деформации контактов․ Маркировка гибких соединений выполнена для сохранения взаимного расположения при последующей сборке․
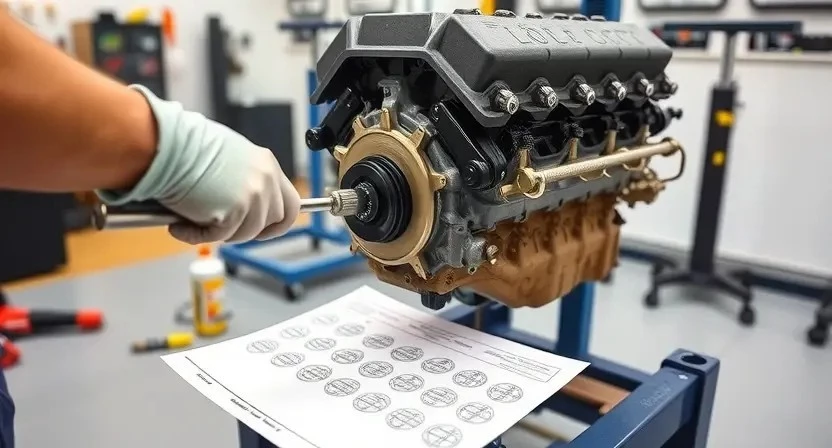
Разборка двигателя
Разборка выполняется по этапам: снятие навесного, отсоединение магистралей, маркировка соединений, демонтаж головки, извлечение поршней, сортировка деталей․
Порядок разборки и хранение деталей
Разборка двигателя производится этапами․ Снятие навесного оборудования выполняется первым․ Демонтаж рулевых и топливных магистралей производится с маркировкой соединений․ Электрические разъёмы фиксируются в пакетах с идентификаторами․ Болты и крепления группируются по секциям в промаркированные контейнеры․ Сборочные единицы подаются на мойку обезжиривающим составом․ Очистка поверхностей выполняется с контролем за сохранением маркировочных штампов․ Детали, подлежащие дефектовке, укладываются в индивидуальные поддоны с указанием номера цилиндра․ Измерительная документация привязывается к партии детали․ Хранение подшипников производится в индивидуальной упаковке, защищённой от влаги и механических воздействий․ Коленчатый вал размещается на опорах с мягкими вкладышами․ Головки блока хранить раздельно от корпуса блока, с прокладками в отдельных пакетах, пометить состояние седел и клапанов․ Поршни и шатуны маркируются по цилиндрам и укладываются в лотки с амортизирующей прокладкой․ Мелкие элементы размещаются в прозрачных ёмкостях с паспортами․ Контроль чистоты и состояния упаковки осуществляется регулярно, регистрация перемещения деталей в журнале обязательна․
Дефектовка компонентов
Выполнение дефектовки: визуальный осмотр, измерение износа, измерение биения, контроль зазоров, проверка трещин, документирование результатов и выводов․
Методы контроля износа и допустимые отклонения
Визуальный осмотр картерных полостей, поршневых групп и коренных опор с применением оптических методов․ Измерение задиров и рисок производится с помощью лупы 10х и микрометра․ Измерение наружных диаметров поршней и шатунных шеек производится микрометром с точностью 0,01 мм․ Измерение внутреннего диаметра цилиндров производится индикатором часового типа с круговым обходом и калиброванными шаблонами․ Замер овальности и конусности цилиндров осуществляется нутромером в трёх плоскостях на двух уровнях по высоте гильзы․ Контроль масляных каналов производится измерением проходимости потоком воздуха под давлением и визуальной оценкой поверхности․ Износ коренных и шатунных вкладышей определён по толщине замера щупом: предел замены 0,05 мм от номинала․ Измерение биения коленвала выполняется индикатором, допустимое радиальное биение до 0,03 мм․ Контроль плоскостности ГБЦ и блока цилиндров осуществляется щупом и поверочной плитой; допустимый прогиб 0,05 мм на длине 300 мм․ Измерение поршневых колец производится штангенциркулем и щупом для определения зазора в замке: пределы 0,20–0,40 мм в зависимости от диаметра цилиндра и марки поршня․ Оценка состояния клапанных седел производится при помощи индикаторов угла и прямых шаблонов; уплотнение считается нарушенным при видимых следах выработки и превышении масляного пропуска․ Испытание компрессии и утечек с использованием компрессометра и прибора для теста на утечку воздушного потока; предельная потеря компрессии по цилиндру составляет 15% от среднего по группе․ Контроль натяга цепи ГРМ производится измерением прогиба при заданной силе; допустимый прогиб определяется заводскими допусками․ Замер давления масла выполняется манометром с классом точности не ниже 1,6; допустимые отклонения по давлению при рабочих оборотах и температуре в инструкции производителя․ Протяжка крепежных соединений оценивается по моментах затяжки с применением динамометрического ключа; допустимое отклонение момента 5% от номинального значения․ Фиксация результатов производится в акте дефектовки с указанием измеренных значений, допусков и рекомендованных операций по устранению обнаруженных несоответствий․

Шлифовка и расточка блоков и коленвала
Выполнение шлифовки головы и расточки цилиндров по допускам․ Контроль биения и шероховатости․ Применение специфицированного абразива и охлаждения․
Технологические параметры обработки
Определение режимов шлифовки и расточки производится исходя из материалов блока и коленвала․ Допуск на цилиндрическую деформацию и биение фиксируется в протоколе контроля; предельное значение биения головки блока указывается для конкретной модели․ Для шлифовки коленвала применяется чистота поверхности Ra не выше 0․8 мкм; шаг дискретизации обработки указывается в технологической карте․ Зазоры вкладышей выбираются согласно каталожным таблицам и проверяются микрометром․ Скорость резания и подача в миллиметрах на оборот указываются для каждого инструмента․ Применение охлаждающей жидкости регламентируется концентрацией и расходом․ Строгое соответствие калибровочным инструментам фиксируется в акте приемки; измерения дублируются вторичным прибором․
Замена поршней, колец и вкладышей
Выполнение замены поршневой группы производится после дефектовки․ Подбор по коду двигателя․ Контроль зазоров и торцовка колец обязательны․
Подбор деталей и контроль допусков
Подбор деталей осуществляется на основании заводских размеров и серийных обозначений․ Допуски поршней, колец и шатунных вкладышей соотнесены с паспортными данными двигателя 2․3 EcoBoost․ Подбор вкладышей производится по коды и по замеру посадочных мест в блоке и шатунах․ Подбор поршней производится по внутреннему диаметру цилиндров после расточки․ Подбор колец осуществляется по наружному диаметру поршня и зазорам в канавках․ Подбор ГБЦ и прокладки осуществляется по маркировке и плоскостности посадочных поверхностей․ Контроль размеров производится калиброванными инструментами и записывается в акт․
Ремонт или замена головки блока цилиндров (ГБЦ)
Проверка плоскостности ГБЦ․ Притирка седел клапанов выполняется при выявленных дефектах․ Замена прокладки проводится при деформации или утечке․
Проверка плоскостности, притирка седел, замена прокладки
Контроль плоскостности ГБЦ производится на поверочной плите с использованием щупа и индикатора часового типа․ Замер выполняется по двум взаимно перпендикулярным направлениям в три точки на каждой плоскости․ Отклонение от заводской величины фиксируется в протоколе․ При превышении допустимого предела назначается шлифовка․ Притирать седла клапанов допускается при выявлении локальных дефектов посадочных поверхностей․ Применение притирочных паст с указанной зернистостью и эксплуатационная смазка регламентируются карточкой операции․
Уплотнение между ГБЦ и блоком обеспечивается новой прокладкой, подобранной по каталожному номеру․ Монтаж прокладки выполняется на чистую поверхность․ Контроль затяжки болтов производится по указанной схеме и моментам с применением динамометрического ключа․

Сборка и установка двигателя
Сборка выполнена по спецификации производителя․ Контроль моментов затяжки выполнен․ Установка двигателя на раму произведена с применением фиксаторов, герметизация проведена․
Контроль моментов затяжки и установки фаз газораспределения
Определены контрольные значения моментов затяжки для крепежа головки блока, коренных и шатунных болтов согласно заводской спецификации․ Применение динамометрического ключа предусмотрено для фиксации и последовательности затяжки․ Установка фаз газораспределения выполняется с использованием фиксаторов распредвалов и коленчатого вала․ Совмещение меток производится по канавкам и рискам на шестернях․ Регистрация моментов затяжки и фаз производится в акте работ․ Ведомость параметров включает исходные углы опережения впрыска, допустимые отклонения и величины угловых поворотов при затяжке ступенчато․ Контроль выполняется повторным измерением после тепловой обработки головки и отстоя деталей․
Обкатка и настройка после ремонта
Обкатка проводится по регламенту: постепенное увеличение оборотов, контроль давления масла и температуры․ Настройка производится стендом и диагностикой ЭБУ․
Программа обкатки, проверки давления и регулировки системы
Проведение обкатки двигателя выполняется в несколько этапов для восстановления эксплуатационных характеристик после капитального ремонта․ Запуск производится при минимальной нагрузке; период прогрева контролируется до достижения рабочей температуры․ Измерение давления масла выполняется при холодном и горячем состоянии с использованием манометра класса точности не ниже 1,6․ Фиксация показаний производится при холостом ходе, 2000 об/мин и при повышенной нагрузке․ Регулировка масляной системы производится посредством замены редукционных элементов и регулировочных шайб при отклонении показаний от заводских значений․ Контроль компрессии проводится после прогрева и предварительной промывки маслосъемных канавок․ Испытательный цикл включает последовательное увеличение нагрузки и мониторинг давления в маслопроводе, температур и присутствия посторонних шумов․ Операция завершается протоколированием результатов и маркировкой компонентов, подлежащих дополнительной проверке или повторной регулировке․