
Описание услуги: выполнение комплексной диагностики и ремонта двигателя Ford Mondeo 2.0 EcoBoost 240 2014–2022, включая оценку состояния и операции.
Назначение документа
Документ предназначен для формализации объема работ по ремонту двигателя Ford Mondeo 2.0 EcoBoost 240 2014–2022. Описание включает перечисление операций и фиксирует границы ответственности за выполненные процедуры. Структурирование материалов направлено на обеспечение сопоставимости этапов между приемкой и сдачей агрегата. Приведение процедур в единую форму позволяет унифицировать методику оценки состояния, измерений и дефектовки. Указаны элементы контроля качества при выполнении диагностики, измерении компрессии и давления масла. Регистрация результатов измерений и фотографическая фиксация предполагается обязательной. Принятие решения о дальнейшем ремонте основывается на документированных данных, отображенных в отчете.
Область применения
Применение услуги ограничено двигателями Ford Mondeo 2.0 EcoBoost 240 2014–2022. Обслуживание проводится в условиях специализированной мастерской.
Модель и период выпуска
Определение модели: двигатель 2.0 EcoBoost мощностью 240 л.с. устанавливался на Ford Mondeo в кузовах, производившихся в период 2014–2022 годов. Указанный агрегат относится к серии EcoBoost с непосредственным впрыском и турбонаддувом, оснащён системой изменения фаз газораспределения и высоконапорной топливной рампой. Серийные обозначения и коды мотора фиксируются в документации автомобиля и идентифицируются по VIN и шильдику на блоке; сопоставление данных выполняется с заводскими спецификациями. Конфигурации системы охлаждения, турбокомпрессора и электрической части учитываются при планировании операций. История модификаций по годам выпуска учтена при подборе расходных материалов и запчастей; применяются оригинальные и совместимые элементы с подтверждёнными параметрами. Комплектность агрегата проверяется перед выполнением работ.
Перечень выполняемых работ
Перечень операций: диагностика электроники; измерение компрессии и давления; снятие агрегатов; разборка; дефектовка; шлифовка; замена деталей; сборка.
Комплект операций
Перечень операций определяется как набор стандартных и специальных процедур, выполняемых при ремонте двигателя Ford Mondeo 2.0 EcoBoost 240 2014–2022. Включение диагностических процедур предусматривается перед демонтажем агрегатов. Измерение компрессии и давления масла выполняется до разборки для определения исходных параметров. Снятие двигателя и его узлов производится по последовательности, обеспечивающей сохранность прилегающих деталей. Разборка блока и головки проводится с фиксацией дефектов и замером износа. Дефектовка деталей осуществляется согласно критериям отказа и регламентам. Обработка поверхностей включает шлифовку и расточку с заданными технологическими допусками. Замена комплектующих предполагает установку поршней, колец и вкладышей с контролем зазоров. Сборка производится с применением установленных torque-моментов и порядка затяжки. Выполняется проверочная обкатка с мониторингом параметров. Настройка системы управления двигателя производится после окончательной сборки. Оформление отчета о выполненных работах и списке замененных деталей производится в документации.

Подготовка к приему автомобиля
Осмотр внешнего состояния и фиксация дефектов. Заполнение приемного листа. Диагностические приборы подготовлены. Техническая документация приложена.
Оформление и фиксация состояния
Фиксация состояния автомобиля производится при приеме. Визуальная регистрация внешних повреждений кузова и подкапотного пространства выполняется с фотографии и письменной отметкой. Описание пробега и эксплуатационных следов вносится в документ приёма. Указание комплектации двигателя и идентификационных номеров проводится с сопоставлением с регистрационными данными. Состояние уровней рабочих жидкостей фиксируется с указанием величин и маркировок. Наличие утечек отмечается с локализацией по узлам. Перечень требуемых диагностических операций вносится в заказ-наряд. Подпись ответственного лица и дата проставляются на всех копиях акта.
Входная проверка двигателя
Входная проверка включает регистрацию состояния, измерение внешних утечек, контроль уровня и цвета масла, фиксацию посторонних запахов и механических следов.
Визуальный осмотр и выявление повреждений
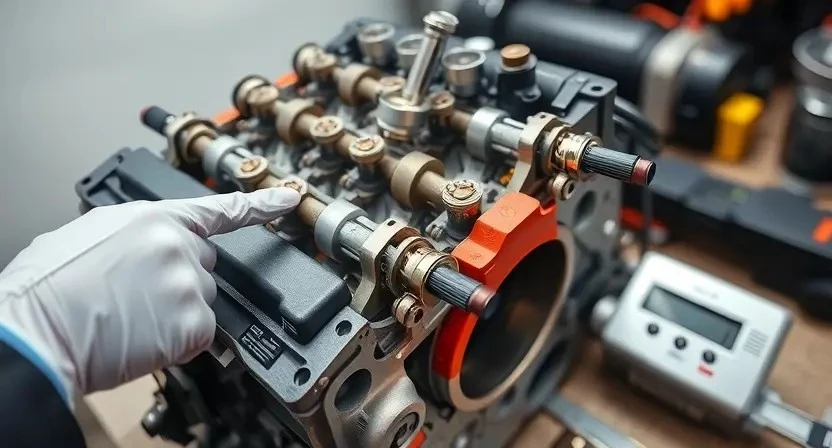
Осмотр двигателя производится с целью фиксации внешних дефектов и повреждений, влияющих на работоспособность. Поверхности корпуса, магистрали и соединения исследуются на наличие трещин, коррозии, механических деформаций и масляных следов. Ремонтопригодность элементов определяется по степени разрушения и признакам усталостного износа. Состояние уплотнений и прокладок фиксируется с указанием мест протечек и характера утраты эластичности. Крепежные детали оцениваются по сохранности резьбы и наличию раскручивания. Состояние шлангов и проводки регистрируется в протоколе с указанием повреждений поверхности и наличия перегибов. Корпус турбины и впускной тракт осматриваются на предмет попадания инородных предметов и механических повреждений. Повреждения седел клапанов и видимые следы детонации отмечаются отдельно. Фотофиксация осуществлена для всех критических участков.
Диагностика электроники и системы управления
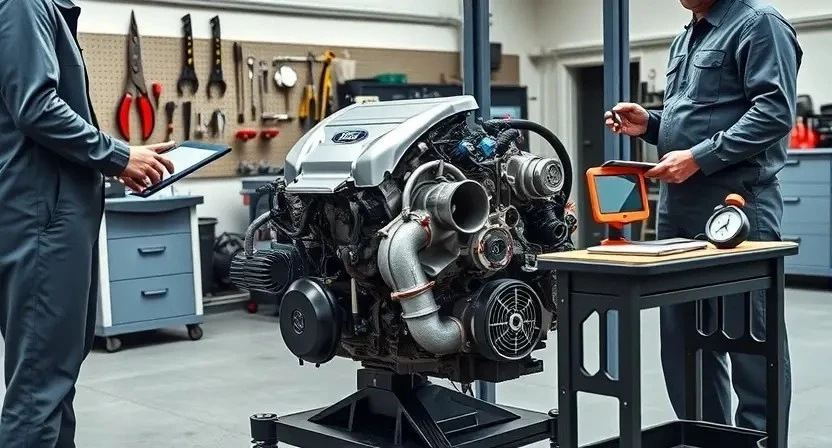
Считывание кодов выполняется через диагностический интерфейс. Анализ параметров двигателя проводится по логам. Сигналы блоков фиксируются.
Считывание кодов и анализ параметров
Считывание кодов неисправностей выполняется с использованием диагностического интерфейса OBD-II. Считывание проводится до начала восстановительных операций. Полученные коды сохраняются в отчете с указанием временных меток. Расшифровка кодов производится по официальной таблице производителя. Параметры в реальном времени фиксируются: обороты холостого хода, давление наддува, температура охлаждающей жидкости, давление масла, угол опережения зажигания и показания датчиков детонации. Логирование производится для последующего анализа.
Анализ параметров производится с сопоставлением с эталонными графиками. Выявленные отклонения классифицируются по уровню критичности. Для каждого кода формируется перечень диагностических операций и последовательность тестов. Диагностические следствия документируются с указанием вероятных причин и рекомендации по последующим измерениям и испытаниям. Результаты вносятся в карточку работ.
Измерение компрессии
Измерение компрессии проводится цилиндр за цилиндром. Подготовка: снять катушки, обеспечить закрытие впуска. Замеры фиксируются манометром и протоколом.
Методика проведения и нормативные значения
Описание методики измерения компрессии и указание нормативов для двигателя Ford Mondeo 2.0 EcoBoost 240 2014–2022. Применение манометра с резьбовым адаптером и поверенного компрессометра. Подготовка: снять высоковольтные элементы зажигания и обеспечить доступ к цилиндрам, угол коленвала установить по метке. Процедура: прокрутка стартером при открытой дроссельной заслонке до стабилизации показаний, чтение показателей после трёх последовательных прокруток. Норматив: давление в пределах 10,5–12,5 бар с допустимым разбросом по цилиндрам до 0,5 бар. Фиксация результатов производится в акте измерений.
Измерение давления масла
Замер давления масла производится манометром на холодном и прогретом двигателе. Результаты фиксируются по каждому режиму работы агрегата.
Порядок замера и контрольные параметры
Подготовка к замеру давления масла включает прогрев двигателя до рабочей температуры 90–105°C и установка манометра на масляный штуцер. Снятие показаний производится при холостом ходе и при 3000 об/мин. Контрольные значения: холостой ход 1,0–1,6 бар, 3000 об/мин 3,0–4,5 бар. Допустимое падение при прогреве не более 0,3 бар. Фиксация значений производится в протоколе с указанием времени измерения и температуры. При отклонениях выполняется последовательная диагностика масляного насоса, фильтра, редукционного клапана и масляных каналов. Оценка состояния масла и фильтра включается в отчет.

Демонтаж агрегатов для разборки
Последовательность снятия узлов описана: отсоединение коммуникаций, маркировка деталей, опорожнение систем, фиксация положения механизмов перед разборкой.
Последовательность снятия узлов
Операционная последовательность представлена по этапам для демонтажа агрегатов с двигателя Ford Mondeo 2.0 EcoBoost 240 2014–2022. Снятие проводится в порядке, минимизирующем контакт с рабочими поверхностями и обеспечивающем сохранность фурнитуры.
Отключение бортовой сети и изъятие аккумулятора выполняются первыми. Съём воздушного фильтра и впускного коллектора производится перед демонтажем топливной аппаратуры. Слив охлаждающей жидкости и масла организован до снятия радиатора и масляного фильтра. Отсоединение топливных магистралей и трубопроводов высокого давления выполняется под давлением сниженным посредством специализированного оборудования. Электрические разъёмы маркируются и изолируются. Снятие навесного оборудования ― генератора, компрессора кондиционера, насоса гидроусилителя ⏤ выполняется по очереди с фиксированием крепёжных элементов. Снятие ремней и шкивов производится после освобождения натяжителей. Демонтаж головки блока осуществляется при снятом впускном коллекторе и распределительных валов, с маркировкой положения для последующей сборки. Снятие масляного поддона и масляного насоса производится при опорожненном картере. Блок цилиндров вынимается после отделения коробки передач и опорных соединений. Все снятые детали упаковываются с идентификацией места установки и уровнем износа, что обеспечивает прослеживаемость на следующих этапах ремонта.
Разборка блока цилиндров и ГБЦ
Демонтаж узлов произведён. Фиксация дефектов выполнена. Детали маркированы. Снятие проводится по технологической карте с учётом моментов затяжки.
Фиксация дефектов и учет износа
Фиксация дефектов производится на каждом этапе дефектовки. Визуальная регистрация повреждений цилиндров, поршней, колец, вкладышей и ГБЦ оформляется в виде перечня с указанием места и характера дефекта.
Измерения задокументированы: износ посадочных мест, радиальные и торцевые биения, размеры расточки и шлифовки, задиры и трещины. Допуски сравниваются с нормативными значениями производителя. Результаты измерений заносятся в шаблон дефектовочного акта.
Критерии отказа указаны по каждому элементу. Предельные размеры и условие списания указаны в акте. Решение о восстановлении или замене подтверждается протоколом.
Дефектовка деталей
Проведение контроля геометрии и износа деталей. Фиксация повреждений, измерение параметров, классификация пригодности к восстановлению или замене.
Критерии отказа и пригодности к ремонту
Фиксация дефектов производится при входной дефектовке. Признание детали непригодной к восстановлению осуществляется при обнаружении трещин, коррозионного роста с нарушением толщины, деформации с выходом за технологические допуски. Признание ремонта экономически нецелесообразным обозначается при стоимости реставрации, превышающей прайс при замене на новый аналог. При выявлении износа поверхности цилиндров за пределами предела расточки фиксация отказа. При критическом износе шатунных шеек и коренных подшипников ремонт считается нецелесообразным при невозможности восстановления геометрии в пределах конструктивных допусков.
При наличии повреждений каналов охлаждения с нарушением целостности отливки допуск на ремонт отсутствует. При разрушении поршней с образованием больших дефектов поверхность допускается признать утраченной для восстановления. При наличии глубоких рисок на направляющих клапанов с утратой профильной формы применяется замена направляющих. При дефектах, вызванных гидроударами с разрушением блоковой части, ремонт не предусматривается.
Шлифовка и расточка блока цилиндров
Шлифовка поверхности цилиндров производится с контролем допусков. Расточка выполняется по техкарте. Контроль диаметра и соосности проводится прибором.
Технологические допуски и обработка
Установлены размерные и геометрические допуски для блока цилиндров, отверстий под направляющие втулки и опоры коренных подшипников. Приняты предельные износы для посадочных поверхностей, доводочных операций и радиальных биений. Обработка поверхности цилиндров предусматривается расточка до ремонтного диаметра с шлифовкой по заданной шероховатости. Контроль плоскостности осуществляется измерительным инструментом в статических условиях. Допуски на поршни, кольца и вкладыши согласованы с заводскими спецификациями и каталоговыми данными. Резьбовые соединения подвергаются восстановлению методом холодной или горячей накатки при обнаружении дефектов. Тепловая обработка деталей производится в условиях контроля температуры и времени выдержки. Контроль геометрии головки блока цилиндров выполняется по совокупности параметров с допусками отклонений. Применение абразивных материалов и режущих инструментов регламентировано по зернистости и материалу, обеспечивая соблюдение технологических параметров.
Замена поршней, колец и вкладышей
Замена поршней производится с контролем диаметра цилиндров. Кольца подлежат подбору по профилю. Вкладыши заменяются с контролем зазоров.
Сборка комплектующих и контроль зазоров
Сборка производится по установленной последовательности узлов и деталей двигателя. Поршневые группы устанавливаются с применением новых колец и поршневых пальцев. Вкладыши устанавливаются с ориентацией по меткам. Зазоры шатунных вкладышей замеряются микрометром и щупом. Радиальные зазоры коренных подшипников фиксируются в отчетной форме. Зазоры выпускных и впускных клапанов измеряются при температуре, указанной в нормативной документации. Ширина масляных канавок колец контролируется калиброванными инструментами. Притирка седел клапанов выполняется при необходимости. Моменты затяжки болтов указываются в спецификации. Фиксация результатов производится в акте сборки.
Ремонт или замена головки блока цилиндров
Проверка плоскостности ГБЦ выполнена. Рихтовка исключена при трещинах. Замена прокладки головки и комплектующих произведена при износе.
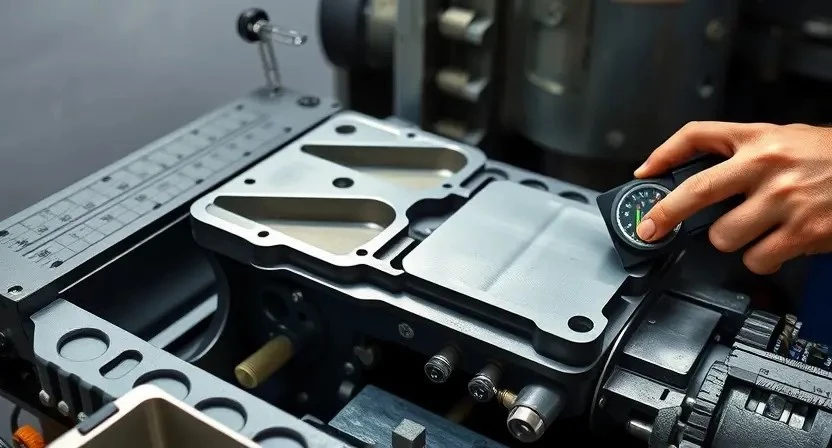
Проверка плоскостности и герметичности
Проведение контроля плоскостности головки блока цилиндров и блока цилиндров предусматривает последовательность измерений и испытаний. Измерение плоскостности выполняется по четырем осям с использованием индикатора часового типа и гладкой шаблонной рейки. Допуск на плоскостность определяется по нормативной документации производителя двигателя. Замеры фиксируются в акте с указанием зон превышения допуска. Испытание герметичности выполняется методом вакуумного испытания камер сгорания или методом опрессовки охлаждающей системы с применением манометра. Давление испытания выбирается в соответствии с техническими условиями модели. Обнаруженные дефекты подлежат фиксации; при выявлении коробления или трещин предусмотрено направление на восстановительную обработку или замену; при необходимости составляется дефектная ведомость с указанием требуемых операций и контрольных характеристик.
Сборка двигателя
Сборка производится по фактической спецификации: установка коленвала, вкладышей, поршней, ГБЦ; контроль зазоров и момент затяжки по таблице.
Torque-моменты и порядок затяжки
Приведение крутящих моментов и последовательности затяжки болтов головки блока цилиндров выполнено в соответствии с заводскими требованиями. Первичный этап предполагает равномерную предварительную затяжку с моментом 10 Н·м, выполненная круговыми переходами от центра к периферии. Вторичный этап предусматривает этап увеличения усилия до 30 Н·м с теми же переходами. Финальная операция состоит из угловой добивки 90° и дополнительной угловой добивки 90° на каждый крепеж. Контроль момента осуществляется динамометрическим ключом с погрешностью не более 3%. Обработка резьбовых соединений включает очистку и проверку на протяженность износа. Применение новых болтов допускается при наличии деформации или потери преднатяга. Заполнение протяженности и фиксация значений производится в акте работ.

Обкатка и первичная проверка после ремонта
Обкатка проводится поэтапно: холостые обороты, плавное увеличение нагрузки, контроль давления масла и температуры, фиксация параметров в протоколе.
Режимы обкатки и контроль параметров
Обкатка двигателя при восстановительном ремонте производится в два этапа. Первый этап включает прогрев до рабочей температуры при минимальной нагрузке, ограничение оборотов до 3000 об/мин и поддержание холостого хода для стабилизации температурных режимов. Второй этап предусматривает постепенное увеличение нагрузки в течение 200–500 км пробега с чередованием нагрузочных циклов и периодов остывания. Контроль параметров осуществляется с применением диагностического сканера и приборов.
Фиксация параметров должна выполняться по следующим показателям: давление масла, температура охлаждающей жидкости, давление в топливной рампе, показания системы управления двигателем по лямбда-датчику и форсункам, расход воздуха и показания датчика детонации. Регистрация выполняется через встроенные каналы связи при каждом контрольном цикле. Временные интервалы замеров указываются в журнале обслуживания.
Оценка результатов включает сопоставление фактических значений с рабочими нормами, при этом выявленные отклонения подлежат документированию и анализу причин. При устойчивых расхождениях выполняется повторная диагностика электроники и повторная проверка гидравлических параметров мотора с последующей корректирующей операцией.

Финальная регулировка и сдача работы
Контроль параметров двигателя проводится после обкатки. Настройка управления производится по эталонным картам. Оформление отчета выполнено документально.
Настройка управления двигателем и оформление отчета
Настройка управляющих параметров проводится после завершения механических и электроусловных работ. Калибровки выполняются в режиме сервисного доступа с применением диагностического оборудования, поддерживающего протокол производителя. Параметры впрыска топлива, углы опережения зажигания и коррекции давления наддува подгоняются к нормативным значениям по паспорту двигателя. Адаптации функций газораспределения и регулирование фаз выполняются с регистрацией исходных и итоговых значений.
Протокол работы формируется в электронном и бумажном видах. В документ вносится перечень выполненных операций, измеренные величины до и после регулировок, примененные программные версии и идентификаторы блоков. Фиксация серийных номеров замененных деталей и методик испытаний включается в отчет. Подпись ответственного лица и дата выполнения указываются в конце документа.