

Предоставление услуги ремонта двигателя Ford Fiesta 1.1 L 75 л.с. (2017–2023) включает диагностику‚ оценку состояния и работы.
Назначение документа
Документ предназначен для регламентации работ по ремонту двигателя Ford Fiesta 1.1 L 75 л.с. (2017–2023). Описание охватывает последовательность операций от диагностических процедур до доводочных мероприятий после сборки. Указаны объём работ‚ требования к измерениям и методикам фиксации результатов. Формат документации обеспечивает единую структуру ведения записей при оценке состояния‚ приёме деталей к ремонту и при оформлении акта выполненных работ. Регистрация результатов измерений должна обеспечивать прослеживаемость принятых решений и использованных комплектов деталей.
Область применения
Оказание комплексных работ по двигателю Ford Fiesta 1.1 L 75 л.с. (2017–2023) предназначено для агрегатов с эксплуатационным пробегом и заявленными признаками неисправности механической или гидравлической части. Применение регламентированных процедур допускается при обнаружении нестабильной работы‚ падения компрессии‚ повышенного расхода масла‚ посторонних шумов‚ вибрации и ошибок системы управления. Работы охватывают диагностику‚ измерение компрессии и давления масла‚ полную разборку‚ дефектовку‚ шлифовку цилиндров и коленвала‚ подбор вкладышей‚ замену поршней и колец‚ ремонт ГБЦ‚ сборку‚ обкатку и последующую настройку систем управления.

Общие данные по мотору
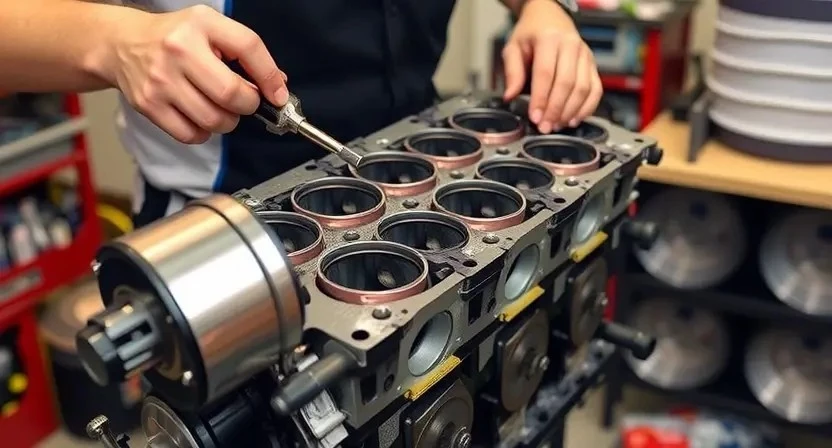
Двигатель 1.1 L‚ мощность 75 л.с.‚ рядный четырехцилиндровый‚ система распределенного впрыска‚ алюминиевый блок‚ ременной привод ГРМ.
Технические характеристики двигателя
Двигатель бензиновый‚ атмосферный‚ рядный трехцилиндровый. Рабочий объём 1.1 л. Номинальная мощность 55 кВт (75 л.с.) при установленном диапазоне оборотов. Максимальный крутящий момент указан в паспортной документации. Степень сжатия определяется по спецификации производителя. Система питания ⎯ инжекторная. Система газораспределения ⸺ верхняя распредвал с цепным или ременным приводом в зависимости от модификации. Охлаждение жидкостное с термостатом и насосом. Смазочная система ⎯ под давлением‚ с масляным насосом и фильтром тонкой очистки. Электрооборудование соответствует стандарту 12 В. Формат крепления двигателя и размеры фланцев описаны в монтажной документации.
Особенности конструкции и уязвимые узлы
Конструктивные особенности двигателя 1.1 L предусматривают алюминиевый блок цилиндров с чугунными гильзами‚ уменьшенный ход поршня и повышенную частоту вращения при пиковых нагрузках. Система ГРМ выполнена с ременной передачей‚ натяжение которой влияет на фазирование клапанов. Местами повышенного износа признаются направляющие клапанов и седла‚ особенно при эксплуатации с нестабильным качеством топлива. Масляная система содержит масляный насос шестерного типа и канализацию с чувствительными к загрязнению фильтрами.
Частые дефекты включают износ вкладышей коренных и шатунных‚ задиры цилиндров при перегреве‚ повышенный расход масла при износе маслосъёмных колец. Электроника управления отдельными датчиками критична для правильного холостого хода и времени впрыска. При снятии и разборке отмечается риск повреждения резьбовых соединений на корпусе и головке блока при длительной эксплуатации. Контроль состояния уплотнений коллектора и прокладки ГБЦ обязателен из-за возможности появления масляных и охлаждающих утечек.

Подготовка к работам
Организация рабочего места произведена: освещение‚ подъёмник‚ защита поверхностей. Инструменты подготовлены по каталогу‚ калибровка выполнена.
Организация рабочего места и инструментов
Освещение и вентиляция рабочей зоны должны быть обеспечены в полном объёме. Рабочая площадка разграничена по зонам: приёмка‚ демонтаж‚ очистка‚ складирование деталей‚ сборка. Стол для мелких деталей маркирован и оснащён тарой для болтов и шайб. Поддоны для жидкостей установлены под местом слива. Сборочный стенд подготовлен для фиксации блока цилиндров. Набор измерительных приборов включён: манометр для давления масла‚ компрессометр‚ микрометр‚ щупы‚ индикатор часового типа. Набор ремонтных инструментов заявлен: торцевые ключи‚ динамометрический ключ‚ съемники‚ оправки для поршней. Средства индивидуальной защиты выделены: перчатки‚ очки‚ комбинезон. Журналы работ и бланки приёмки размещены в зоне документации. Инструменты подлежат калибровке и учёту.
Подготовка комплектов запасных частей и расходных материалов
Формирование перечня деталей и материалов по типоразмеру двигателя 1.1 L 75 л.с. (2017–2023). Включение поршней‚ поршневых колец‚ шатунных и коренных вкладышей‚ прокладок комплекта ГБЦ‚ направляющих клапанов. Учет состояния датчиков и фильтрующих элементов для замены в рабочей операции. Определение классов износа по результатам диагностики и оформление спецификации с номерами деталей. Упаковка компонентов помарочно и маркировка для сохранения комплектации. Подготовка расходных материалов: моторное масло по классу вязкости‚ масляный фильтр‚ герметики‚ болты с предельными моментами затяжки‚ смазочные пасты. Хранение комплектов в условиях‚ исключающих загрязнение и коррозию. Регистрация партии и сроков годности.

Диагностика состояния двигателя
Визуальный и акустический осмотр произведён. Фиксация внешних повреждений и утечек. Замеры параметров для последующей оценки.
Первичный визуальный и акустический осмотр
Визуальное обследование двигателя производится для фиксации внешних дефектов корпуса‚ соединений и магистралей. Осмотр включает обнаружение утечек масла из сальников‚ прокладок и резьбовых соединений. Фиксация следов нагара и коррозии на поверхностях производится с указанием локализации. Оценка состояния ремней и шлангов производится по наличию трещин‚ вздутий и загрязнений.
Акустический контроль выполняется при запуске и на режиме холостого хода для выявления посторонних шумов. Регистрация звуков производится с указанием частоты и характера вибраций. Сопоставление акустических сигналов с типовыми дефектами проводится по каталогу симптомов.
Измерение компрессии
Подготовка: демонтаж свечей и подключение манометра. Прокрутка коленвала стартером для трёх оборотов. Результаты фиксируются.
Порядок проведения измерений и регистрация результатов
Подготовка двигателя к измерению компрессии и давления масла производится путем вывода системы впрыска из рабочего режима и обеспечения доступа к свечам и масленому штуцеру. Для измерения компрессии применяется манометр с рабочим диапазоном‚ фиксируется опорное напряжение аккумулятора. По каждому цилиндру производится три последовательных замера с указанием времени и температуры охлаждающей жидкости. Для давления масла производится запуск двигателя на холостом ходу до прогрева‚ затем фиксируется давление при холостом ходу и при повышенной частоте вращения. Регистрация результатов производится в журналах с указанием даты‚ рабочего состояния и применённых приборов. Ошибки измерений отмечаются с описанием влияющих факторов и условиями повторного замера.
Измерение давления масла
Подключение манометра к масляному каналу производится через резьбовой штуцер‚ измерение выполняется при холодном и рабочем состояниях двигателя.
Методика замера и оценка полученных значений
Подготовка измерительной схемы производится путем установки манометра масла на маслопровод и компрессометра в свечной коллектор. Снятие показаний выполняется при прогретом моторе до рабочей температуры и при стандартных оборотах холостого хода. Для давления масла фиксируется минимальное и максимальное значения при холостых и повышенных оборотах. Для компрессии регистрируется давление в каждом цилиндре при проворачивании коленвала стартером с отключенной системой подачи топлива и зажигания.
Сопоставление с нормативами производится по заводским таблицам. Отклонения оцениваются по величине разницы и по симметричности между цилиндрами. Для компрессии признание дефекта производится при снижении более чем на 20 процентов относительно номинала или при разнице между цилиндрами свыше 10 процентов. Для давления масла дефект фиксируется при показателях ниже паспортных значений при заданных оборотах. Результаты регистрируются в отчётной форме с указанием условий измерений и применённого оборудования.
Оценка технической пригодности агрегата
Сопоставление измерений с нормативами выполнено. Классификация повреждений проведена. Отметить необходимость дальнейших восстановительных операций.
Сопоставление замеров с нормами и классификация повреждений
Результаты измерений компрессии и давления масла регистрируются в бланке. Показатели сравниваются с заводскими пределами для модели Ford Fiesta 1.1 L 75 л.с. (2017–2023). Отклонения до установленной величины допускаются как допустимые. Превышение допустимого порога фиксируется как дефект. Различение дефектов производится по категориям: эксплуатационный износ‚ локальное повреждение‚ критическое разрушение. Для каждой категории указывается рекомендуемая степень вмешательства и возможный перечень заменяемых узлов. Включение в отчет данных о температурных условиях и использованных приборах. Классификация сопровождается указанием риска дальнейшего разрушения и ориентировочным сроком службы после ремонта.
Снятие и демонтаж двигателя
Слив топлива и охлаждающей жидкости выполнен. Электропроводка и магистрали маркированы. Крепления двигателя отвинчены‚ двигатель демонтирован.
Последовательность операций при снятии и маркировке соединений
Подготовка к отсоединению включает отключение аккумулятора и слив рабочих жидкостей при условии безопасного сбора. Маркировка электрических разъёмов осуществляется нанесением кодов на обжатые контакты и корпусные части. Трубопроводы топливной и охлаждающей системы фиксируются номерными бирками с указанием направления потока. Разъединение механических соединений производится по схеме‚ в которой каждому болту присваивается уникальный идентификатор.
Фиксация узлов на подставках выполняется с указанием стороны установки. Шланговые хомуты регистрируются с привязкой к номеру изделия и месту установки. Откручивание креплений фиксируется протоколом с указанием момента затяжки и порядка ослабления. Снятые детали складируются по группам на поддонах с маркировочными этикетками.
Записи в журнале содержат дату‚ время операции и идентификаторы элементов.
Разборка агрегата
Демонтаж навесных узлов и снятие головки блока произведены. Блок цилиндров освобожден от поршней и картерных элементов. Маркировка деталей выполнена.
Технология разборки блока цилиндров и навесных деталей
Отключение электрических цепей и слив технических жидкостей выполняются перед началом работ. Фиксация двигателя в подъёмном устройстве проводится для обеспечения устойчивости конструкции. Снятие навесных агрегатов производится в последовательности‚ обеспечивающей доступ к головке блока: выпускной коллектор‚ впускной тракт‚ топливная аппаратура и электроразъёмы. Демонтаж ГБЦ выполняется после маркировки и фотографии соединений. Болтовые соединения откручиваются по схеме‚ исключающей деформацию плоскости. Сборочные элементы маркируются и укладываются в контейнеры. Возможная коррозия и повреждения фиксируются в акте дефектовки. Санитарная обработка места работ проводится по регламенту.
Дефектовка деталей
Осмотр деталей выполняется по списку: измерения‚ проверка трещин магнитопорошковым методом‚ оценка износа микрометром.
Методы определения износа и повреждений
Визуальный осмотр поверхности деталей производится при освещении не менее 1000 лк. Фиксация трещин‚ выкрашиваний‚ задиров выполняется фотографированием и занесением в акт дефектовки. Контроль размеров проводится измерительными инструментами: микрометр‚ нутромер‚ щупы‚ индикатор часового типа. Измерение биений выполняется индикатором при фиксации детали в приспособлении. Поверхностная твердость определяется переносным твердомером с протоколом замера. Испытание на герметичность седел клапанов и каналов выполняется продувкой с манометром и фиксацией утечки в процентах. Балансировка деталей регистрируется по амплитуде вибраций. Проверка масляных каналов и фильтров проводится промывкой и контролем давления по эталонным кривым. Результаты сводятся в таблицу с указанием износа в мм и оценочной категорией пригодности.
Шлифовка и расточка цилиндров
Подготовка блока к обработке включает обезжиривание‚ демагнитизацию и фиксацию в приспособлении для расточки.
Измерение диаметра выполняется микрометром и внутренним калибром; отклонения фиксируются в протоколе.
Расточка цилиндров производится на станке с контролем соосности и радиального биения; допуск обработки указывается в техкарте.
Шлифовка осуществляется абразивными головками с подачей охлаждающей жидкости; шероховатость поверхности регистрируется.
Контроль размеров после обработки включает замер диаметра и конусности; регистрация результатов производится в карте работ.
Применение ремонтных поршней и колец согласуется с замерами; подбор размеров отражается в документации.
Технологические требования и контроль размеров
Установлены допуски на диаметры цилиндров‚ шейки коленвала и поршневые посадки согласно технической документации производителя. Измерение диаметров производится микрометром и внутренним индикатором с погрешностью‚ не превышающей предельное значение‚ указанное в нормативе. Контроль овальности и конусности цилиндров выполняется индикатором часового типа. Резьбовые соединения подлежат оценке по классу чистоты резьбы и глубине сорванности. Шероховатость обрабатываемых поверхностей сверяется профилометром. Прилегание колец к канавкам оценивается щупами с указанием зазора. Притирка клапанов регламентируется толщиномером и масляным испытанием посадки. Поверхности опор вкладышей контролируются планшайбой и индикатором; Документирование результатов замеров производится в акте с указанием измерительного оборудования‚ дат‚ серийных номеров приборов и значений с точностью до 0‚01 мм.
Ремонт коленчатого вала и вкладышей
Проверка биения выполняется по наружному диаметру коленвала. Измерение шейки производится микрометром с фиксацией данных.
Проверка биения‚ шлифовка шейки‚ подбор вкладышей
Измерение биения коленчатого вала выполняется на установке с индикатором часового типа. Регистрация показаний производится при вращении вала вручную и при проворачивании через стартер. Зафиксированы места износа и отклонения‚ сопоставлены с допусками производителя. Шлифовка шейки коленвала производится на токарно-центровочном оборудовании с использованием абразивных кругов заданной зернистости. Контроль диаметра проводится микрометром и нутромером. Подбор вкладышей осуществляется по измеренным диаметрам и табличным номерам; соответствие маркировки сверяется с каталогом. Фитмент вкладышей осуществляется с применением монтажной смазки. После сборки производится проверка масляного давления и контроль биения.

Замена поршней и поршневых колец
Подбор поршней по размеру и массе. Монтаж поршней с кольцами выполнять с указанием ориентации канавок и зазоров. Контроль зазоров.
Выбор комплектов‚ прилегание колец‚ зазоры
Выбор поршневых комплектов производится по марке двигателя и номинальным размерам цилиндров. Подбор комплектов производится на основании измерений диаметра цилиндра и канавок поршня. Прилегание компрессионных и маслосъёмных колец контролируется замером бокового зазора в канавке поршня с применением щупов и калибров. Зазор в замкнутом кольце измеряется путем установки кольца в цилиндр и замера по внутреннему диаметру с использованием щупа.
Допуски приводятся в руководстве производителя; Регистрация результатов измерений выполняется в акте дефектовки. Применение неподходящих комплектов исключается.

Ремонт головки блока цилиндров (ГБЦ)
Демонтаж головки производится‚ дефектовка клапанов и седел выполняется‚ плоскости шлифуются‚ направляющие заменяются при износе.
Проверка плоскостей‚ ремонт седел клапанов‚ замена направляющих
Визуальный осмотр плоскостей ГБЦ выполнен с использованием измерительного инструмента и осветительного оборудования. Параметры плоскостности зарегистрированы; превышение допуска отмечено при обнаружении биения более установленного значения. Планшировка плоскостей выполняется при выявлении искривления; контроль проводится микрометром и щупами. Исследование седел клапанов производится методом опрессовки и маркировки посадочных поверхностей. Снятие нагарных отложений осуществляется абразивной и химической обработкой с последующей промывкой.
Притирка клапанов выполнена с применением пасты и приспособлений для центровки. Измерение углов торцевой поверхности и диаметра чашки проводится микроскопом или универсальным измерителем. Замена направляющих производится при износе отверстия выше допустимого люфта; подбор новых направляющих осуществляется по внутреннему диаметру и материалу. Сверление и запрессовка направляющих выполняются на специализированном прессе с контролем соосности. После сборки контроль герметичности камер сгорания производится методом давления с записью результатов.
Сборка двигателя
Сборка производится по заданной последовательности: очистка деталей‚ смазка‚ установка вкладышей и поршней с контролем зазором;
Очистка деталей‚ применение смазки‚ заданные моменты затяжки
Операции по очистке деталей производятся до сборки с классификацией загрязнений по типу: масляные отложения‚ нагар‚ коррозионные продукты. Применение растворителей и щадящих неабразивных средств. Сушка компонентов производится при контролируемой температуре до удаления влаги. Нанесение смазки на поверхности трения производится тонким равномерным слоем специализированного высокотемпературного состава. Смазка выборочно наносится на вкладыши‚ направляющие‚ шейки вала и поршневые пинты. Маркировка обработанных узлов выполняется для исключения путаницы. Контроль моментов затяжки осуществляется динамометрическим ключом с поэтапным увеличением момента. Заданные моменты и очередность затяжки фиксируются в технологической карте. Величины моментов соответствуют заводским нормативам и приводятся в отчёте.
Обкатка и доводка после ремонта
Обкатка производится на холостом ходу и под нагрузкой по регламенту; контроль температур и давлений; регистрация параметров в журнале сервисного контроля.
Режимы обкатки‚ контроль параметров в процессе
Обкатка нового или восстановленного двигателя Ford Fiesta 1.1 L 75 л.с. производится по этапам с регламентированными режимами нагрузки и оборотов. Первый этап включает холодный запуск и холостой ход до достижения рабочей температуры без длительных прогревов. Второй этап предусматривается переменный режим движения с плавными ускорениями и удержанием оборотов в диапазоне 1500-3000 об/мин. Третий этап подразумевает увеличение длительности нагрузочных интервалов при удержании оборотов до 3500 об/мин с ограничением времени непрерывной нагрузки.
Контроль параметров проводится непрерывно. Давление масла фиксируется манометрическими показателями в точках подачи и обратки. Температура охлаждающей жидкости регистрируется датчиками в рубашке охлаждения. Уровень вибраций оценивается измерителями ускорений на кронштейне блока. Параметры компрессии и утечек в цилиндрах проверяются после прогрева и стабилизации давления масла. Фиксация значений производится в отчетной форме с указанием времени‚ режима и показателей.
Настройка системы управления и холостого хода
Настройка ЭБУ производится через диагностический порт. Калибровка датчиков выполняется по таблицам производителя. Адаптация холостого хода производится после замены датчиков и регламентных работ.
Адаптация ЭБУ‚ калибровка датчиков и регулировка холостого хода
Адаптация ЭБУ производиться после сборки и установки компонентов двигателя. Инициирование процесса осуществляется через диагностическое оборудование‚ поддерживающее протоколы Ford. Сброс параметров топливной смеси и угла опережения зажигания выполняется автоматизированно. Калибровка датчиков массового расхода воздуха‚ положения дроссельной заслонки и положения коленчатого вала проводится с фиксацией исходных значений в памяти контроллера. Сопряжение датчиков проводится с регистрацией серийных номеров и версий ПО. Регулировка холостого хода выполняется путем адаптации положения дросселя в рабочем диапазоне оборотов с контролем устойчивости работы на диапазоне температур. Параметры холостого хода фиксируются в журнале измерений. Завершение процедуры сопровождается чтением кодов неисправностей и протоколированием результатов.
Приёмочные испытания и контроль качества
Испытание под нагрузкой производится; контроль вибраций и утечек фиксируется; соответствие параметров нормам документируется.
Испытание под нагрузкой‚ анализ вибраций и утечек
Проведение испытаний проводится на динамометрическом стенде с контролем рабочих параметров. Фиксация оборотов‚ крутящего момента и потребления топлива проводится синхронно с регистрацией параметров датчиков. Анализ вибраций осуществляется посредством акселерометров‚ монтируемых на опорах двигателя и на корпусе трансмиссии. Частотный спектр анализируется для выявления резонансов и локализации дефектов. Утечки масляной и охлаждающей систем выявляются методом повышения давления в замкнутой системе с применением индикаторов потока. Регистрация дефектов производится в журнале с указанием величин и локализации. Результаты сводятся в отчёт для принятия решения о необходимости дальнейшей разборки.

Документация и гарантийные обязательства
Выполнение работ документируется актом‚ перечень замененных узлов фиксируется‚ гарантийный срок указывается для выполненных работ.
Составление отчёта о выполненных работах и условия гарантии
Оформление отчёта производится на основании результатов диагностики и выполненных операций по ремонту двигателя Ford Fiesta 1.1 L 75 л.с. (2017–2023). Включение в документ перечня проведённых измерений компрессии и давления масла‚ перечня заменённых компонентов‚ указание применённых заводских или аналогичных деталей‚ указание стандартизированных величин и допусков. Фиксация серийных номеров и маркировки заменённых узлов. Указание сроков выполнения работ и порядковых номеров протоколов технических операций.
Гарантийные условия оформляются отдельно. В графе гарантийный срок указывается период покрытия на выполненные работы и поставленные детали. Условия по возмещению работ по гарантийному обращению описываются в таблице и включают перечень исключений‚ порядок предъявления рекламации и требуемую сопроводительную документацию. Для гарантийного обслуживания прилагаться акт приёма-передачи и копии используемых расходных материалов.