
Предмет обслуживания: двигатель Ford Explorer 2.3 EcoBoost 300 л.с. (2020–н.в.). Описание объема работ: диагностика, оценка состояния и план ремонта.
Описание объекта обслуживания
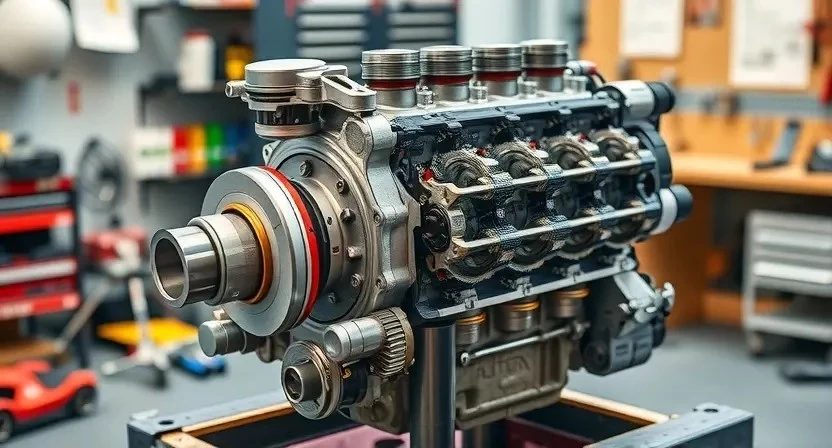
Объект: бензиновый двигатель с турбонаддувом 2.3 EcoBoost, мощность 300 л.с., модельный ряд 2020–н.в., установлен в Ford Explorer. Конструктивные особенности: алюминиевый блок цилиндров, комбинированная система впрыска топлива, цепной привод газораспределительного механизма, двойной турбокомпрессор отсутствует ⸺ применяется одиночный компактный турбонагнетатель. Состояние эксплуатации фиксируется по пробегу, масляному интервалу и истории сервисных операций. Типичные дефекты: повышенный расход масла, падение компрессии в цилиндрах, задиры в гильзах, износ шатунных и коренных вкладышей, деградация поршневых колец, нарушение геометрии плоскости ГБЦ. Техническая документация и каталожные номера компонентов использованы для идентификации узлов и подбора заменяемых деталей. Стандартные допуски и нормативы производителя применяются при измерениях и оценках.
Перечень предоставляемых услуг
Перечень услуг включает диагностику, измерение компрессии и давления масла, снятие двигателя, разборку, дефектовку, шлифовку и сборку.
Комплекс работ по ремонту двигателя
Объем работ включает последовательные операции, направленные на восстановление работоспособности двигателя Ford Explorer 2.3 EcoBoost 300 л.с. (2020–н.в.). Диагностирование проводится с использованием специализированного сканера и стендовых методик. Измерение компрессии выполняется с применением манометра, результаты фиксируются в протоколе. Давление масла измеряется под нагрузкой с подключением манометра к масляной магистрали. Снятие двигателя производится с фиксацией состояния креплений и коммуникаций. Разборка осуществляется по технологической карте с маркировкой деталей. Дефектовка включает визуальный осмотр, неразрушающий контроль и измерения по допускам. Шлифовка коленчатого вала выполняется в соответствии с технологическими параметрами и протоколируется. Расточка блока цилиндров производится с сохранением заданных размеров и допусков. Подбор поршней, колец и вкладышей осуществляется по заводским номерам и измерениям с последующей установкой по последовательности сборки. Ремонт или замена головки блока цилиндров выполняется после проверки на трещины и правки плоскостей. Сборка производится с контролем крутящих моментов и очередности операций. Обкатка проводится согласно протоколу обкаточных режимов с последующей финальной диагностикой и настройкой фаз газораспределения.
Порядок приёма автомобиля
Оформление приёма проводится с фиксацией VIN, пробега и визуальных дефектов. Заполнение заявки и согласование перечня работ выполняется документально.
Оформление документации и фиксация дефектов
Фиксация данных производится в электронном и бумажном форматах. Идентификационные параметры двигателя вносится в бланк приемки. Перечень выявленных неисправностей регистрируется с указанием места, характера повреждения и кода дефекта. Измерения компрессии и давления масла документируются протоколом с указанием методики и применяемого оборудования. Фотофиксация распространена: снятие крупногабаритных узлов сопровождается серией снимков для последующей сопоставительной оценки. Акт предремонтной оценки составляется с перечислением необходимых операций и ориентировочных трудозатрат, присваивается регистрационный номер. Подписи ответственных лиц в форме ставятся печатью. Архивация материалов обеспечивается в соответствии с внутренним регламентом, сроки хранения указываются в карточке дела.
Входная визуальная диагностика
Осмотр проводится по этапам: выявление подтёков, состояние шлангов и креплений, внешний вид масляного фильтра и масляного поддона, наличие механических повреждений.
Осмотр узлов и агрегатов с фиксацией дефектов
Визуальный осмотр выполняется по контрольному списку. Корпусные поверхности осматриваются на трещины, сколы, коррозию. Крепежные элементы проверяются на деформацию и наличие усиливающих следов. Соединительные трубопроводы топливной и охлаждающей систем осматриваются на течи и утечки. Ремни и цепи привода газораспределения проверяются на износ и растяжение. Турбокомпрессор исследуется на люфт вала и следы масляного подтекания. Электрические разъемы и проводка осматриваются на повреждения изоляции и признаки перегрева. Клапанные крышки демонтируются при необходимости для выявления отложений и износа направляющих. Корпус масляного фильтра оценивается на деформацию и растрескивание. Поддон картера осматривается на механические повреждения и магнитные загрязнения. Фиксация дефектов производиться в протоколе с указанием места, типа повреждения и ориентировочной степени влияния на работу двигателя.
Электронная диагностика
Считывание кодов ошибок выполнено. Расшифровка записана. Данные параметров двигателя считаны по шине CAN. Журнал диагностики сформирован.
Считать и расшифровать коды ошибок
Подключение диагностического сканера к распределённой диагностической шине выполняется через OBD-II разъём. Считывание параметров производится при стабилизированном напряжении бортовой сети. Полученные коды сохранены в журнале диагностики.
Идентификация кодов проводится по заводским каталогам. Для каждого кода указывается положение датчика, зона контроля и возможные причины. Коды неисправностей подразделены на постоянные и временные. Временные коды подлежат удалению после подтверждения отсутствия повторной регистрации.
Расшифровка сопровождается фиксацией параметров живых данных. Запись производится с указанием оборотов холостого хода, температуры ОЖ и давления топлива. Результат расшифровки включает перечень контрольных действий и первичную приоритизацию вмешательств.
Оценка состояния двигателя по внешним параметрам
Анализ выхлопа выполнен: цвет и запах зафиксированы. Шумы и вибрации измерены при разных оборотах. Изменение параметров записано в протокол.
Анализ выхлопа, шумов и вибраций
Проведение оценки выхлопа производится с целью идентификации признаков неполного сгорания, попадания моторного масла в камеру сгорания и работы турбокомпрессора. Отбор проб газов осуществляется в месте выхода коллектора. Газовый анализатор применяется для определения концентраций CO, HC, O2 и СО2. Регистрация звукового фона производится с помощью калиброванного шумомера при холостом ходе и при прогазовке под нагрузкой. Вибрационный контроль выполняется с применением акселерометров на кронштейнах блока и опорах двигателя. Полученные сигналы анализируются в частотной области для выделения гармоник и определения источника. Документирование результатов производится в протоколе с указанием режимов измерений, точек отбора и усреднённых значений. Выявленные отклонения сопоставляются с нормативными параметрами и фиксируются для дальнейшей дефектовки и планирования ремонтных операций.

Измерение компрессии
Проведение замера компрессии цилиндров с использованием манометра высокого давления. Протокол с фиксацией значений и сравнением с нормативами.
Процедура проведения и протокол регистрации результатов
Описание процедуры включает этапы подготовки стенда и документации. Подготовка состоит из крепления двигателя в испытательном приспособлении, подключения манометра для измерения давления масла, подключения компрессометра для измерования компрессии, подключения модульного сканера для регистрации кодов ошибок и параметров. Проверка герметичности производится перед нагружением. Испытания выполняются при холодном и рабочем состоянии двигателя. Каждое измерение фиксируется в бланке испытаний с указанием даты, времени, идентификационного номера двигателя и точек измерений. Значения компрессии заносятся в таблицу по цилиндрам с указанием допустимых допусков. Давление масла фиксируется в режиме холостого хода и при нагрузке с указанием оборотов. Расшифровка кодов ошибок производится с указанием номера кода, описания и вероятной причины. Протокол включает разделы: исходные данные, инструментальная оснастка, параметры испытаний, измеренные значения, отклонения от норм, заключение по работоспособности и перечень рекомендуемых операций. Подписи ответственных специалистов и печать заведения проставляются в конце документа.
Измерение давления масла
Подключение манометра производится к масляному каналу; фиксирование значения на холостом ходу и под нагрузкой; запись данных в протокол сервисного осмотра.
Подключение манометра и фиксирование значений под нагрузкой
Подключение манометра производится через стандартный порт системы смазки или через место установки датчика давления. Применение адаптера резьбы и уплотнительного кольца обеспечивается для герметичного соединения. Манометр калиброван в соответствии с метрологическими требованиями. Запись исходных показаний проводится при холодном запуске и при выходной температуре масла 80–100 °C. Нагрузка создается последовательным включением режимов движения на стенде или при кратковременном повышении оборотов на холостом ходу. Фиксация значений выполняется по циклам: холостой ход, 2000 об/мин, 3000 об/мин, под нагрузкой на стенде; регистрируются минимум, максимум и среднее значение за интервал 30 секунд. Отмечается наличие пульсаций и провалов давления при переходных режимах. Протокол испытаний заполняется с указанием модели манометра, температуры масла, давления на каждом режиме, времени замера и подписывается ответственным техником. В случае отклонений от заводских параметров производится пометка о возможной утечке, износе масляного насоса или засоре маслопроводов для дальнейшей дефектовки.

Дополнительные функциональные тесты
Испытание топливной системы проведено: давление, форсунки, насос. Смазочная система проверена: подача, фильтрация, утечки. Функциональные протоколы оформлены.
Испытание топливной и смазочной систем
Подготовка стенда и подключение измерительного оборудования. Подача топлива осуществляется через калиброванные насосы с измерением расхода в реальном времени. Давление топлива фиксируется манометрически в рейке при разных режимах оборотов. Оценка герметичности топливной магистрали производится методом опрессовки при заданном давлении с регистрацией падения. Испытание форсунок выполняется на стенде с определением факела распыла и объема впрыска за цикл. Испытание смазочной системы начинаеться с подключения манометра к масляной магистрали и прогрева до рабочей температуры. Давление масла фиксируется при холостых оборотах, при средних и при повышенных оборотах с записью кривой давления. Анализатором масла определяется содержание металлических частиц, воды и топлива. Пробоотбор проводится из масляного поддона по регламенту. Оценка фильтрационной способности масляного фильтра производится путем измерения перепада давления до и после фильтра при заданном расходе. Результаты испытаний оформляются протоколом с указанием измеренных параметров, допусков производителя и заключением о работоспособности систем.
Принятие решения о капитальном ремонте
Оценка параметров компрессии и давления масла сопоставлена с нормативами. При отклонениях выше допустимых предельных значений план ремонта включается.
Критерии перехода к разборке и дефектовке
Фиксация результатов входной диагностики и измерений. При снижении компрессии более чем на 20% относительно паспортного значения или при разбросе по цилиндрам свыше 15% переход к разборке считается оправданным. При давлении масла ниже минимального значения датчика под нагрузкой предусмотрена контрольная проверка масляного тракта. При наличии кодов неисправностей, указывающих на механические повреждения, планирование демонтажа считается обоснованным. При обнаружении посторонних включений в масле или металлической стружки фиксирование факта и принятие решения о полной дефектовке. Резонансные шумы и вибрации с частотной характеристикой, превышающей нормативы производителя, регистрируются как основание для разборки. При видимых трещинах на корпусных деталях или деформациях головки блока переход к дефектовке оценивается как необходимый. При несоответствии температуры рабочих поверхностей установленным предельным значениям производится дополнительное инструментальное исследование перед окончательным решением.

Снятие двигателя с автомобиля
Отключение электропроводки и коммуникаций. Демонтаж навесного оборудования. Фиксация кронштейнов. Подвеска мотора к траверсе. Снятие с рамы.
Фиксация состояния креплений и коммуникаций
Осмотр крепежных элементов двигателя проводится с документированием дефектов. Фиксация включает состояние болтов крепления, шпилек, гаек, стопорных элементов, меток установки. Фотофиксация выполняется под разными углами для последующей идентификации повреждений. Регистрация проводится в журнале приемки с указанием номера детали, гайки или болта и места расположения. Оценке подвергаются корпуса опор, кронштейны генератора, компрессора кондиционирования, усилителя рулевого управления и крепления подвески двигателя. Осмотр коммуникаций предполагает контроль шлангов высокого давления, топливных линий, вакуумных трубопроводов и электропроводки на предмет повреждений, трещин, надрывов и следов подтеков. Фиксация утечек производится с указанием характера, локализации и предполагаемого источника. При наличии коррозии отмечается вид коррозионного поражения и глубина воздействия. Состояние резьбовых соединений документируется с указанием класса прочности и наличия сорванной резьбы. Отдельной строкой регистрируется состояние крепежных шайб и распорных элементов. При обнаружении деформаций указывается тип деформации и предполагаемая необходимость замены.
Разборка двигателя
Демонтаж компонентов двигателя выполнен по этапам. Снятие навесного оборудования, коллектора и цепей. Маркировка деталей произведена для сборки.
Последовательность демонтажа компонентов
Подготовка места работ проведена: установка опорных стоек и приготовление съемных приспособлений. Сброс системы питания произведен: слив топлива и отсоединение топливных магистралей. Снятие навесного оборудования выполняется по этапам: приводные агрегаты, компрессор турбины, генератор, кондиционер демонстрируются отдельно. Электрические соединения маркируются и отсоединяются. Системы охлаждения и впуска отключаются с промаркировкой шлангов. Отсоединение выхлопной системы проводится с фиксацией состояния фланцев. Подвес двигателя крампы и траверсы устанавливаются с расчетом центра тяжести. Крепления двигателя откручиваются последовательностью, указанной в регламенте. Двигатель извлекается на подъемнике с контролем перекосов. Все снятые детали маркируются, упаковываются и направляются на промывку и дефектовку.
Дефектовка деталей
Проведение измерений геометрии и износа. Контроль микротрещин методом жидкости и магнитопорошкового контроля. Оформление протокола дефектов.
Методы контроля износа и измерения допусков
Проведение измерений кривошипно-шатунного механизма выполняется с применением микрометров, нутромеров и индикаторных стойок. Применение контрольно-измерительных инструментов предусматривает поверку перед работой. Замеры диаметров шеек коленчатого вала выполняются микрометром с точностью до 0,01 мм. Измерение овальности и конусности цилиндров осуществляется нутромером и хонинг-пробойником с записью показателей в протокол.
Контроль зазоров коренных и шатунных вкладышей производится путем измерения отверстий блока цилиндров и шеек вала с последующим вычислением зазора. Контрольный расчет проводится по формуле вычитания диаметров; результаты сопоставляются с нормативами производителя. При выявлении отклонений проводится классификация износа по категориям и фиксирование предельных значений.
Измерение биения коленвала осуществляется индикаторной стойкой при установке на опоры; отмечается максимальное отклонение. Оценка состояния поршневых колец и канавок производится визуально и с применением щупов толщины для определения зазора в замке. Измерение толщины стенок проводится микрометром, результаты вносятся в карту дефектов. Контроль герметичности каналов и седел клапанов выполняется испытанием давлением и столом для притирки; фиксируются места протечек. Протокол измерений формируется с указанием методов, инструментов, полученных значений и допусков согласно заводским спецификациям.
Шлифовка коленчатого вала
Шлифовка выполнять по чертежу. Контроль диаметра шеек производится. Обработка до ремонтного размера. Финишная чистота фиксируется в протоколе.
Технологические параметры и протокол контроля
Установлены допуски и режимы обработки для шлифовки коленчатого вала и расточки блока цилиндров. Значения межцентровых биений и круглости указываются в протоколе. Контроль размеров проводится микрометрами, индикаторами и специализированными измерителями поверхности. Предельные отклонения подшипниковых шеек и отверстий цилиндров фиксируются в протоколе с указанием фактических величин и допусков.
При абразивной обработке задана зернистость и скорость подачи. Заполнение технологических карт производится с указанием режимов резания, глубин съема металла и количества проходов. Испытание балансировки проводится на станке с протоколом дисбаланса и допусков.
Протокол контроля включает дату, номер заказа, измеренные величины, заключение о годности деталей и перечень дальнейших операций.
Расточка блока цилиндров
Расточка блока выполняется по замерам износа. Заданы технологические диаметры, шаги обработки и протокол измерений с фиксацией допусков и шероховатости.
Технические параметры, допуски и протокол измерений
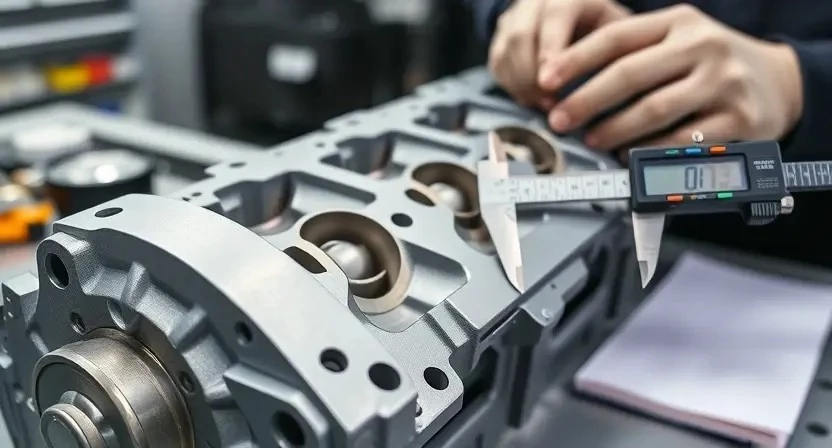
Перечень контрольных параметров включает диаметр цилиндров, овальность, конусность, биение плоскости блокa цилиндров, посадочные диаметры коренных и шатунных шеек коленчатого вала, радиальные и торцевые зазоры вкладышей, высоту поршня, компенсационные размеры поршневых колец, рабочие размеры направляющих клапанов и направляющих втулок, давление масляной системы при холостом ходе и под нагрузкой, компрессию по каждому цилиндру.
Допуски устанавливаются согласно технической документации производителя двигателя. Для диаметров цилиндров и разрешенных износов указывается предельное растачивание в мм. Для шейки коленвала указывается ремонтный размер и предельный износ. Для вкладышей указывается минимальная масляная пленка. Для поршневых колец указываются допустимые зазоры в канавках и в замке.
Протокол измерений составляется в печатном виде с указанием даты, используемых инструментов и калибровочных отметок. Измерения выполнять контактными и бесконтактными приборами с протоколом поверки. Результаты фиксировать по каждому элементу в таблице с исходными размерами, измеренными значениями, отклонениями и решением о применимости детали.
Замена поршней и поршневых колец
Подбор поршней по номерам допуска. Установка колец с соблюдением зазоров. Смазка посадочных поверхностей. Регистрация размеров и серий.
Подбор комплектующих и порядок установки
Определение перечня деталей производится по идентификационному номеру двигателя и спецификациям производителя. Подбор поршней, колец и вкладышей осуществляется по номинальным диаметрам и классу износа, с указанием кода поставщика. Выбор прокладок и сальников согласуется с допускаемыми материалами и рабочими температурами. Подбор болтов и шпилек производится по классам прочности и моментам затяжки, указанным в регламенте.
Контроль комплектности выполняется при приеме деталей в цех. Поверхности сопряжения оцениваются на соответствие микронной чистоты. Установка поршней и колец производится согласно номерам цилиндров, сориентированием замков колец и соблюдением зазоров. Вкладыши устанавливаются с маркировкой наружу, проверяется биение и зазор масляной пленки. Болты крепления головки блоков заменяются на новые. Моменты затяжки фиксируются в протоколе. Смазочные материалы подбираются по вязкости и допуску производителя. Завершающая проверка проводится через протокол обкатки, где фиксируются первые эксплуатационные параметры.
Замена коренных и шатунных вкладышей
Демонтаж коленвала производится. Снятие вкладышей выполняется. Измерение зазоров по ГОСТ. Установка новых вкладышей с фиксацией момента.
Проверка взаимного расположения и зазоров
Контроль взаимного расположения коренных и шатунных вкладышей производится по технологической карте. Измерение боковых зазоров выполняется микрометром и щупами с указанием предельных значений. Регистрация результатов производится в протоколе с указанием номера шатуна, положения в блоке и измеренных размеров. Отклонения от спецификации фиксируются и сопровождаются перечнем рекомендаций по восстановлению посадок. Измерение конусности и овальности вкладышей выполняется при установке на калиброванный оправок. Согласование размеров производится с учетом величин посадки коленчатого вала и допусков производителя. Взаимное расположение коленвала и блок-картера документируется для последующей сборки.
Ремонт или замена головки блока цилиндров (ГБЦ)
Диагностика ГБЦ выполнена. Обнаружены трещины и износ плоскостей. Правка плоскостей и замена прокладок предусмотрены. Испытание герметичности запланировано.
Диагностика трещин, правка плоскостей, замена сальников
Проведение неразрушающего контроля поверхности головки блока цилиндров и прилегающих деталей с целью выявления трещин. Применение методик магнитной дефектоскопии и ультразвукового сканирования для получения документированного заключения. Фиксация обнаруженных дефектов в протоколе дефектовки с указанием координат и параметров повреждений. Правка плоскостей обеспечивается обработкой на плитах с контролем параллельности и плоскостности по шаблонам и индикаторным измерениям, с последующей оценкой остаточных допусков. Замена сальников производится на основании изношенности и утечек, с использованием деталей по каталогу производителя. Испытание уплотнений выполняется под давлением с регистрацией утечек и повторной фиксацией результатов в акте.
Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней с кольцами, герметизация ГБЦ, крепление навесного оборудования, фиксация моментов.
Контроль крутящих моментов, очередность операций и фиксация
Контроль крутящих моментов производится по регламентированным значениям для двигателя Ford Explorer 2.3 EcoBoost 300 л.с. Значения моментов и последовательность затяжки вкладышей, шатунов и крышек коленчатого вала фиксируются в рабочем листе.
Очередность операций определяется технологической картой. Сборочные операции выполняются в фазах: предварительная сборка, окончательная затяжка в два этапа с указанными моментами и угловой добивкой. Крутящие моменты указываются в Н·м с допуском, указанным производителем.
Фиксация параметров производится в журнале работ. Запись включает модель двигателя, номера деталей, номинальные значения, фактические значения моментов, дата и время операций, подписи ответственных лиц, используемые инструменты и калибровочные сертификаты. Отклонения от регламента отражаются отдельной записью с описанием корректирующих мероприятий.
Протокол обкатки, регулировка фаз газораспределения и финальная диагностика
Установить документирование этапов обкатки. Временные интервалы и режимы нагрузки фиксироваться в протоколе. Скоростные и температурные режимы указываться числовыми значениями. Параметры масляного давления и температуры регистрироваться с интервалом. Аддитивные процедуры исключаться из записи, если не применялись.
Регулировка фаз газораспределения описываться как последовательность операций с указанием натягов и углов. Положение распредвалов регистрироваться до и после регулировки. Измерения проводиться инструментом с поверкой. Коды угловых смещений фиксироваться в протоколе.
Финальная диагностика включать контроль компрессии, давления масла, утечек и ошибок ЭБУ. Результаты сопоставляться с эталонными значениями и оформляться протоколом.