

Оказание сервисных работ по двигателю Forthing T5 1․5 Turbo 150 л․с․ включено: диагностика, измерения, демонтаж, разборка, дефектовка, восстановление․
Объект и область работ
Объектом работ указан бензиновый турбированный двигатель Forthing T5 1․5 Turbo 150 л․с․ выпуска с 2018 года по настоящее время․ Область работ охватывает комплекс диагностических и восстановительных операций, направленных на восстановление функционального состояния узла и его компонентов․
Включены измерения компрессии и давления масла, визуальная и инструментальная оценка состояния, демонтаж агрегата с последующей разборкой, дефектовкой и оценкой износа․ Производятся операции шлифовки и расточки блока цилиндров, подбор и замена поршней, поршневых колец и вкладышей коленвала; Выполняется диагностика головки блока цилиндров, фрезеровка поверхности при необходимости, замена седел клапанов и направляющих․ Осуществляется послойная сборка двигателя с контролем зазоров и моментной затяжки․ Обкатка восстановленного агрегата проводится в регламентированных режимах с контролем температурных, давленых и оборотных параметров; производятся калибровки топливной и системы управления турбонаддувом․ Сопровождающая документация включает дефектные ведомости, протоколы измерений и отчет о проделанных операциях․
Общее описание двигателя
Конструкция: бензиновый турбированный рядный трехцилиндровый двигатель 1․5 Turbo, мощность 150 л․с․, система непосредственного впрыска, электронное управление․
Конструктивные особенности Forthing T5 1․5 Turbo 150 л․с․
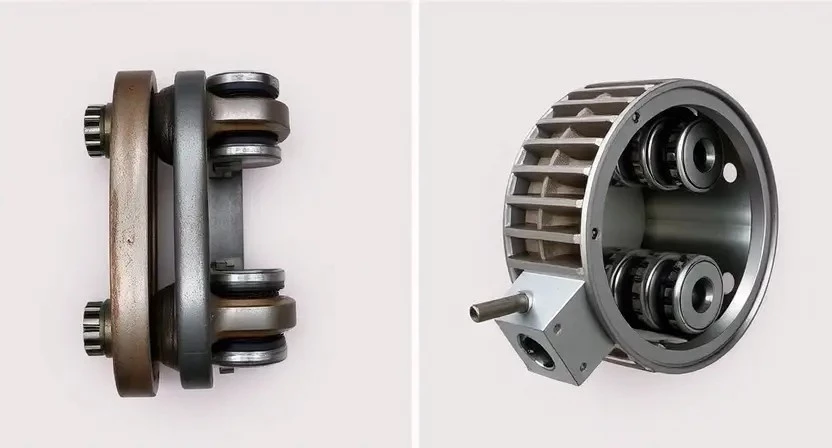
Блок цилиндров отлит из алюминиевого сплава с мокрыми гильзами, обеспечена комбинация лёгкости и тепловой проводимости․ Система смазки представлена давлением с распределением через масляный насос цепного привода, масляный фильтр установлен в стороне блока для минимизации протяжённости маслопроводов․ Объём рабочего цилиндра расположен по стандартной конфигурации, форсировка достигнута за счёт турбокомпрессора с изменяемой геометрией турбины и интеркулером, присоединение системы наддува выполнено с резиновыми и алюминиевыми патрубками․
Головка блока выполнена из алюминия с цепным приводом ГРМ, распредвалы размещены над клапанами, применена система непосредственного впрыска топлива высокого давления․ Клапанный механизм включает гидрокомпенсаторы и пружины стандартного типа․ Коренной и шатунный подшипники выполнены из многослойного сплава с масляной канавкой для оптимизации смазки; Коленчатый вал закален и балансирован, шейки имеют хонинговую обработку для обеспечения заданного диаметра и шероховатости․ Привод газораспределения содержит автоматический натяжитель цепи․ Электроника управления двигателем интегрирована в модуль управления с диагностическим разъёмом OBD-II, обеспечивается обмен данными по CAN-шине․

Перечень выполняемых услуг
Перечень услуг включает диагностику, измерения компрессии и давления масла, демонтаж двигателя, разборку, дефектовку и восстановительные операции․
Состав диагностических и восстановительных операций
Проведение комплексной диагностики двигателя Forthing T5 1․5 Turbo 150 л․с․ включает последовательность измерений и контрольных процедур; Измерение компрессии выполняется с применением манометра с фиксацией значений по каждому цилиндру․ Измерение давления масла производится с использованием прецизионного датчика на холодном и рабочем режимах․ Инструментальная проверка включает диагностику системы турбонаддува, системы управления впрыском и электронной системы управления․ Демонтаж двигателя производится с маркировкой трубопроводов и электрических разъемов․ Разборка сопровождается дефектовкой деталей по каталогу и протоколированием повреждений․ Шлифовка и расточка блоков выполняются в соответствии с технологическими картами и контрольными допусками․ Подбор поршней, колец и вкладышей производится по коду двигателя и фактическим размерам; замена осуществляется с контролем зазоров․ Диагностика головки блока цилиндров включает проверку на трещины, фрезеровку плоскости и замену седел клапанов при необходимости․ Сборочные операции документируются с указанием моментов затяжки и применения новых прокладок․ Обкатка выполняется по регламенту с мониторингом температур и давления масла․ Настройка систем управления производится через калибровку параметров турбины, топливной карты и угла опережения зажигания․ Завершающая документация содержит перечень выполненных операций, измерений и замененных компонентов․
Приемка автомобиля в сервис
Приемка производится с фиксацией VIN, пробега, внешних повреждений; регистрация жалоб; оформление заказ-наряда; назначение приоритетов работ․
Оформление заказ-наряда и фиксация данных
Формирование заказ-наряда производится для фиксации технического состояния и объема работ по двигателю Forthing T5 1․5 Turbo 150 л․с․ В заказ-наряде указывается VIN, пробег, регистрационный номер, дата приема, контактная информация владельца автомобиля, описание обнаруженных симптомов, приоритет выполнения работ и согласованные ограничения по срокам и стоимости․ Диагностические операции и замеры подлежат отдельной графе с указанием инструментов и методик измерений․ Для каждой операции фиксируется время начала и окончания, ответственный за операцию указан в виде должности․ Описание внешних повреждений и утечек оформлено фотографической фиксацией с привязкой к элементам конструкции․ Перечень заменяемых узлов и деталей приводится с указанием кодов деталей, оригинальность или аналогность отмечается в явной форме․ Предварительная смета составляется на основе дефектовки и утверждается в виде подписи владельца автомобиля и специалиста сервиса․ Сведения о гарантийных обязательствах и условиях хранения автомобиля в сервисе вносятся в отдельный раздел заказ-наряда․ Архивирование электронных копий заказ-нарядов производится с индексированием по VIN и дате приема для последующего поиска․
Диагностика состояния двигателя
Визуальный осмотр выполняется․ Инструментальная диагностика производится: измерение компрессии, давление масла, проверка утечек, анализ кодов неисправностей․
Порядок проведения визуального осмотра и инструментальной проверки
Осмотр внешних элементов двигателя производится с фиксированием дефектов корпуса, креплений, патрубков и соединений․ Фотофиксация обнаруженных повреждений выполняется для последующей дефектовки․ Проверка герметичности производится по следам масла и охлаждающей жидкости вокруг уплотнений․ Диагностическое подключение к электронным блокам управления выполняется с целью записи кодов ошибок и параметров работы в режиме реального времени․ Замер компрессии подготавливается путем удаления свечей и установки манометра в свечной колодец․ Испытание системы смазки производится путем подключения манометра давления масла на линию после масляного фильтра․ Проверка привода газораспределения осуществляется визуально и инструментально на совпадение меток и люфт в направляющих․ Оценка состояния турбокомпрессора включает осмотр крыльчатки на наличие зацепов, проверку зазора и люфта вала․ Результаты фиксируются в диагностическом заключении с указанием измеренных величин и отклонений от нормативов․
Измерение компрессии
Подготовка двигателя: снять свечи, отключить систему подачи топлива․ Измерение свечным компрессометром․ Результаты фиксируются в журнале․
Подготовка двигателя и методика измерений
Подготовка агрегата к измерениям производится на холодном двигателе для исключения термических искажений․ Демонтаж декоративных крышек и снятие проводки свечей зажигания предполагается․ Снятие форсунок и отключение топливной рампы выполняется для предотвращения впрыска топлива при прокрутке․ Обеспечение доступа к отверстиям свечей посредством очистки поверхностей․ Подключение манометра компрессии с применением переходников соответствующего профиля․ Прокрутка коленчатого вала стартером производится до стабилизации показаний манометра․ Фиксация давления в цилиндре производится после остановки прокрутки․ Для измерения давления масла предусматривается установка датчика высокого давления в масляную магистраль․ Замеры выполняются при прогретом двигателе, на холостых оборотах и при повышенных оборотах двигателя․ Результаты регистрируются в журнале с указанием температуры охлаждающей жидкости, момента времени и условий испытания․

Измерение давления масла
Подключение манометра к порту масляного канала․ Замер при холодном и рабочем режимах․ Полученные значения сопоставлены с паспортными величинами․
Способы контроля и интерпретация результатов
Измерение давления масла выполняется манометром с присоединением к масляному штуцеру․ Значения регистрируются при прогретом двигателе на холостых и при повышенных оборотах․ Сравнение производится с заводскими диапазонами․ Отклонение выше верхней границы свидетельствует о заклинивании регулятора давления или закупорке магистрали․ Давление ниже нижней границы указывает на износ масляного насоса, увеличенные зазоры в подшипниках или разжижение масла․
Измерение компрессии проводится компрессометром с отключением подачи топлива и зажигания․ Показания фиксируются на всех цилиндрах при одинаковой температуре․ Разница между цилиндрами сверх установленного допуска трактуется как износ колец, пробой клапана или прогар прокладки․ Низкое давление в сочетании с пониженным давлением масла указывает на механический износ и требует дальнейшей дефектовки․
Инструментальная проверка давления топливной рампы, турбокомпрессора и электроники рассматривается отдельно․ Регистрация данных производится в протокол․ Интерпретация результатов документируется с указанием величин, допусков и рекомендаций по этапам восстановления․
Оценка результатов диагностических измерений
Оценка проводится по нормативам компрессии и давления масла․ Выявление отклонений фиксируется․ Принятие решения основывается на данных․
Критерии допустимого состояния и признаки износа
Оценка состояния производится по измеренным параметрам и визуальным признакам; Компрессия считается допустимой при расхождении между цилиндрами не более 10% и абсолютных значений не ниже специфицированных заводом-изготовителем․ Давление масла признаётся удовлетворительным при стабильном показании на холостом ходу и при рабочем режиме, соответствующем нормативам производителя․ Износ поршней оценивается по замерам диаметра и износу канавок под поршневые кольца; превышение допустимых пределов приводит к замене․ Вкладыши коленвала признаются изношенными при обнаружении радиального биения, задиров, контроля зазора шатун-вкладыш выше установленного лимита․ Головка блока признаётся дефектной при трещинах, короблении, износе седел клапанов, при порче направляющих․ Шумовые и вибрационные признаки фиксируются и сопоставляются с параметрами балансировки коленвала и состояния опор․ Наличие антикоррозионных поражений в масляных каналах влияет на ремонтный объём․ Маслянный фильтр и сетки очистки рассматриваются как элементы, состояние которых влияет на точность измерений; при загрязнении проводится очистка с последующей повторной оценкой․ Сопутствующие признаки износа включают повышенный расход масла, дымность выхлопа с различной цветовой характеристикой, нестабильную работу на холостом ходу․ В случае несоответствия параметров ремонтная стратегия определяется на основании таблицы предельных значений и технологических карт․
Принятие решения о восстановлении
Оценка измерений и дефектовки проведена․ Классификация повреждений выполнена․ Выбор объема ремонта производится на основании технических параметров․
Критерии выбора объема ремонта и замены компонентов
Оценка дефектов производится по результатам инструментальных измерений и визуальной дефектовки․ Измерения компрессии и давления масла фиксируются в протоколе для последующей сопоставимости․ При обнаружении износа цилиндров выше допустимых допусков рассчитывается необходимость расточки блока с установкой ремонтных размеров поршней․ При превышении износов коренных и шатунных вкладышей устанавливается замена комплектов вкладышей с подбором посадочных размеров․ При разрушениях поршней и кольцевых канавок указываются замены поршневых групп․ При деформации поверхности головки блока указывается фрезеровка или замена ГБЦ․ При обнаружении износа направляющих клапанов и седел указывается реставрация или установка новых элементов․ Уровень износа турбонаддува учитывается отдельно; при снижении эффективности турбины предлагается ремонт турбокомпонента или замена․ Стоимостной анализ формируется на основе прайс-листа с перечислением работ и деталей; в смете указывается срок выполнения и гарантийные обязательства․
Снятие двигателя
Отсоединение магистралей и электропроводки производится․ Демонтаж узлов по маркировке․ Подготовка подъемного оборудования и фиксация мотора перед снятием․
Последовательность демонтажа и маркировка узлов
Операция демонтажа двигателя проводится по этапам․ Снять внешние агрегаты и узлы, отключить электроразъемы и магистрали․ Слив масел и охлаждающей жидкости производится в герметичные емкости․ Фиксация состояния выполняется фотографированием и занесением в протокол․ Маркировка кабелей и труб производится нумерацией по каталогу․ Крепежные элементы группируются по месту установки и укладываются в промаркированные контейнеры․ Обозначение деталей на корпусе выполняется стойкими маркерами с указанием стороны установки․ Этапы демонтажа записываются в журнал с указанием времени и номера заказ-наряда․ Размещение снятых узлов на поддоны производится с применением подкладок и строповки при необходимости․
Разборка и дефектовка
Разборка производится послойно․ На каждую деталь составляется карта дефектов․ Измерения и визуальная оценка фиксируются в отчёте сервиса․
Технология разборки и методика оценки повреждений
Разборка двигателя выполняется по этапам с фиксацией номера узла и положения компонентов․ Маркировка деталей производится на каждом этапе для сохранения ориентиров при сборке․ Демонтаж навесных агрегатов и систем выполняется до доступа к ГБЦ и блоку цилиндров․ Болты и крепеж маркируются и укладываются по группам․
Корпуса и крышки направляются на дефектовку с визуальным и инструментальным контролем․ Контроль геометрии поверхности производится приборным методом с применением плоскопараллельных щупов и микрометров․ Трещины выявляются методом капиллярного контроля или магнитопорошковой дефектоскопии при наличии ферромагнитных материалов․
Цилиндры измеряются нутромером для определения износа и конусности․ Замеры чередуются и фиксируются в отчете․ Поршни и шатуны оцениваются по износу юбок, задиров и задирам на канавках колец․ Коленвал проверяется на биение и износ шеек путем установки на оправку и последующего замера индикатором часового типа․ Измерения сводятся в таблицу с указанием допусков и технического состояния каждой позиции․
Шлифовка и расточка блоков цилиндров
Обработке подвергается блок цилиндров; задана чистота поверхности, выставлены размеры; шлифовка и расточка выполняются по калибрам и допускам․
Технологические параметры и допуски обработки
Указаны параметры обработки блока цилиндров и сопряжённых узлов․ Шлифовка рабочей поверхности блока выполняется до удаления не более 0,15 мм металла․ Расточка цилиндров производится для достижения посадочного класса H7 при диаметре после обработки․ Круглость цилиндров после расточки контролируется показанием не более 0,02 мм на длине измерения․ Конусность цилиндров не должна превышать 0,03 мм разницы между замерами в верхней и нижней части хода поршня․ Биение крышки коренного подшипника допускается в пределах 0,01 мм относительно оси коленчатого вала․ Зазор между поршнем и цилиндром после установки новых колец должен составлять 0,03–0,08 мм в зависимости от диаметра․ Ось коленчатого вала допускаеться к установке при овальности шеек не более 0,01 мм и шероховатости Rz не более 6,3 мкм․ Толщина рабочей поверхности направляющих клапанов после правки не должна быть снижена более чем на 0,5 мм от номинала․ При сборке вкладышей обеспечивается замер масляного зазора; допустимый зазор шатунных вкладышей определяется спецификацией двигателя и варьируется в пределах 0,015–0,035 мм․ Момент затяжки крышек коренных подшипников устанавливается по ступенчатой схеме с фиксацией угла поворота; контроль производится динамометрическим ключом с погрешностью не более 3%․
Замена поршней и колец
Подбор ремонтных поршней и колец по допускам․ Установка производится с контролем зазоров․ Замер и регистрация посадочных размеров выполняются․
Подбор деталей и порядок установки
Подбор комплектующих производится на основании результатов дефектовки и измерений․ Выбор поршней выполняется по диаметру цилиндров и классу расточки․ Подбор колец осуществляется по номинальному или ремонтному размеру поршня․ Вкладыши коленвала подбираются по замерам шейки и классу износа․ Головка блока подлежит подбору по состоянию седел клапанов и плоскости притирки․
Установочная операция начинается с подготовки деталей: очистка, обезжиривание, измерение посадочных мест․ Уплотнения и прокладки подбираются по толщине и материалу․ Момент затяжки фиксации распределяется согласно техническим картам производителя․ Контроль зазоров поршень-цилиндр и шатун-вкладыш выполняется после сборки на калиброванных приспособлениях․
Регистрация подобранных элементов производится в документации сервисного заказа, с указанием маркировок, классов ремонта и замеров․ Сборочные операции документируются по этапам с фиксацией применённых усилий и применённого инструмента․
Замена вкладышей коленвала
Замена вкладышей коленвала производится в соответствии с паспортными зазорами и чертежными допусками․ Контроль радиальных люфтов выполняется инструментом калиброванным․
Контроль зазорных размеров и порядок сборки
Измерение зазоров вкладышей и шатунных шеек производится микрометром и нутромером по установленной методике производителя․ Зазоры сравниваются с эталонными величинами в технической документации․ Фиксация результатов производится в ведомости с указанием номеров цилиндров и посадочных мест․ Замена вкладышей выполняется при превышении предельных значений или при выявлении повреждений поверхности․
Сборка коленвала осуществляется послойно с контролем чистоты посадочных поверхностей․ Момент затяжки коренных и шатунных болтов задается по таблице допусков․ Притирка вкладышей исключается при соблюдении заводских допусков․ Контроль радиального и осевого люфтов производится щупами и индикатором часового типа․ Регистрация данных в журнале сборки обязательна․
Установка поршней и колец проводится с учётом ориентации канавок․ Смазка масляной пленкой наносится на шатунные шейки и вкладыши перед сборкой․ Протяжка выполняется по этапам с контролем крутящего момента и подспуском болтов по заданной схеме․ Проверка свободного вращения коленвала выполняется после окончательной установки подшипников․
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ проведена․ Расточка седел, фрезеровка плоскости, замена направляющих клапанов и седел при износе․ Испытание герметичности выполнено․
Диагностика ГБЦ, фрезеровка, замена седел и направляющих
Проведение диагностики головки блока цилиндров осуществляется после демонтажа двигателя и предварительной очистки поверхностей․ Визуальная оценка фиксируется фотографиями и заносится в отчет․ Контроль на трещины выполняется с применением магнитопорошковой или красителя-капиллярного метода в зависимости от конструктивного материала․ Геометрические параметры головки и плоскости приваливания измеряются индикатором и оптическим прибором․ Резерв марок допусков определяется по спецификации производителя․ Фрезеровка плоскости производится при превышении допусков износа; величина съема определяется по замерам и не должна нарушать рабочие каналы охлаждения․ Состояние седел клапанов оценивается по полосам притирки и глубине износа․ Замена седел выполняется при износе выше допустимого значения или при деформации фасок․ Направляющие клапанов подлежат замене при радиальном люфте, превышающем норматив․ Подбор новых деталей осуществляется по каталожным номерам и техническим параметрам․ После установки седел и направляющих выполняется замер уплотняющей зоны и притирка клапанов до достижения герметичности․ Контроль герметичности проводится методом давления и камерной проверки․ Документация по выполненным операциям включает данные замеров, примененные детали и фотографии контрольных этапов․

Сборка двигателя
Послойная сборка выполняется с контролем моментов затяжки․ Зазоры измеряются․ Установочные поверхности очищаются․ Подшипники центрируются․
Послойная сборка, контроль моментов затяжки и зазоров
Послойная сборка двигателя выполняется по последовательности групп узлов: блок цилиндров, коленчатый вал с вкладышами, поршневая группа, головка блока цилиндров, навесные агрегаты․ Контроль фасонных поверхностей и чистота сопряжений обеспечиваются перед сборкой․ Моменты затяжки болтов головки и шатунных крышек указываются по заводским нормативам; приводит вспомогательная таблица с величинами и порядком затяжки․ Зазоры вкладышей измеряются щупом и микрометром, приводятся пределы допусков․ Параметры при обкатке фиксируются в протоколе․ Фиксация моментов и результатов измерений выполняется в сервисной документации․

Обкатка восстановленного двигателя
Обкатка производится поэтапно: холостой прогрев, постепенное увеличение нагрузки, контроль температур и давлений, фиксация параметров в журнале․
Режимы обкатки и контроль параметров в процессе
Обкатка восстановленного двигателя Forthing T5 1․5 Turbo 150 л․с․ выполняется в нескольких этапах․ На первом этапе запуск производится на стенде при минимальных оборотах до прогрева до рабочей температуры, с последующим удержанием стабильного холостого хода в течение установленного времени․ На втором этапе постепенное увеличение нагрузки на вал осуществляется в пределах 30-60% от номинальной мощности с интервалами продолжительности для термоциклирования․ Третий этап включает симуляцию дорожных условий при переменных оборотах и нагрузках с ограничением максимальной нагрузки и оборотов до окончательной регулировки․
Контроль параметров проводится с помощью калиброванного оборудования․ Давление масла регистрируется в магистрали до турбонагнетателя и в поддоне при каждом этапе, с фиксацией значений в журнале․ Температура охлаждающей жидкости и масла регистрируется с шагом времени; отклонения от нормативов фиксируются как дефект․ Уровень вибраций на опорах измеряется виброметром; превышение допустимого порога оформляется как основание для дополнительной диагностики․ Угол опережения впрыска и давление топлива контролируются стендовым стендом управления двигателем․ Обкаточные работы сопровождаются протоколированием всех измерений и отметкой о допуске к следующему этапу после подтверждения соответствия контролируемых параметров установленным техническим нормам․
Настройка систем после ремонта
Настройка управления турбонаддувом, топливной и зажигания производится․ Калибровка контроллеров выполнена․ Адаптация датчиков завершена․
Калибровка управления турбонаддувом, топливной и зажигания
Настройка электронных карт для приведения параметров работы двигателя в соответствие с заводскими допусками производится после выполнения механических операций и замеров․ Калибровка турбокомпрессора включает в себя адаптацию положения актуатора турбины, коррекцию управляющей характеристики наддува и синхронизацию с датчиком давления во впускном коллекторе․ Топливная коррекция осуществляется через программное обеспечение управления двигателем с вводом поправок по подаче топлива на холостом ходу и под нагрузкой․ В систему зажигания вносятся значения угла опережения для разных режимов оборотов и нагрузки․ Диагностические протоколы сохраняются в электронном журнале с фиксацией исходных и итоговых значений․ Контроль производится с применением стенда и сканера для сбора данных по форсированию, детонации и колебаниям давления․ Испытания на стенде повторяются до стабилизации рабочих параметров․ Допуск устанавливается в соответствии с технической документацией производителя, отклонения фиксируются и сопровождаются рекомендациями по дальнейшему вмешательству․
Оформление заключительного отчета
Составление отчета включено: перечень выполненных работ, измеренные параметры, использованные детали, результаты обкатки, гарантийные условия․
Содержание отчета, гарантийные условия и рекомендации по эксплуатации
Отчет должен включать перечень выполненных операций с указанием примененных деталей и материалов, результаты измерений компрессии и давления масла, таблицы допусков и фактических значений, протоколы шлифовки и расточки, акт дефектовки с фотографиями поврежденных элементов, ведомость замененных узлов с кодами поставщиков, ведомость затрат по времени и материалам, а также график обкатки с контрольными точками и зарегистрированными параметрами․
Гарантийные условия оформляются отдельным документом․ Гарантийный срок указывается для работ и для установленных деталей раздельно․ Условия гарантии включают перечень ограничений на эксплуатационные режимы, исключений по использованию топлива и смазочных материалов, порядок подачи рекламации и порядок возврата автомобиля в сервис для устранения выявленных дефектов․ Гарантийные обязательства подлежат аннулированию в случае несоблюдения графика обкатки или применения несертифицированных компонентов․
Эксплуатационные рекомендации содержат режим обкатки в километрах и по времени, интервалы контроля давления масла и компрессии в первые период эксплуатации после ремонта, рекомендуемые классы моторного масла и моменты замены фильтров, указания по прогреву и охлаждению при нагрузках․ Рекомендованные значения крутящего момента и очередность операций обслуживания перечислены в приложении․