
Вhведение
Описание работ по двигателю Genesis GV70 2.5T 300 л.с. 2020–н.в. Представление объема услуг: диагностика, разборка, дефектовка, ремонт.
Назначение документа
Документ предназначен для определения объема и порядка выполнения работ по ремонту двигателя Genesis GV70 2.5T 300 л.с. 2020–н.в. Описание включает перечень операций, критерии приемки и методы контроля качества. Регламентация охватывает этапы от диагностики и оценки состояния до окончательной обкатки и настроек. Указаны требования к замерам компрессии и давления масла, протоколы фиксации результатов измерений. Зафиксированы методы маркировки и хранения снятых деталей, требования к упаковке узлов. Приведены критерии дефектовки цилиндров, поршней и коленвала. Определены технологические параметры шлифовки, расточки и подбора вкладышей. Установлены правила документирования выполненных операций и форма протокола приемки работ.
Область применения
Применение услуги ограничено двигателями Genesis GV70 2.5T 300 л.с. 2020–н.в. Работы выполняются в стационарных условиях ремонтной мастерской.
Модель и модификация
Идентификация автомобиля производится по VIN и заводской маркировке двигателя. Модификация двигателя: 2.5T, серия турбонагнетателя с непосредственным впрыском, номинальная мощность 300 л.с., выпуск с 2020 года по настоящее время. Конфигурация: рядный четырехцилиндровый блок, алюминиевый блок цилиндров, навесные агрегаты в соответствии с заводской комплектацией. Сертификационные коды и номера агрегата фиксируются в акте приемки. Версии прошивок ЭБУ учитываются при диагностике. Рабочие параметры и заводские допуски подлежать сверке с сервисной документацией производителя. Оригинальные детали и аналоги классифицируются по коду производителя и уровням совместимости. Замена агрегатов производится с учетом применения рекомендованных герметиков и смазочных материалов, указанных в технической документации.

Перечень выполняемых работ
Диагностика двигателя. Оценка состояния. Измерение компрессии и давления масла. Снятие и разборка. Дефектовка, шлифовка, расточка, замена.
Комплекс операций
Перечень выполняемых этапов составлен для ремонта двигателя Genesis GV70 2.5T 300 л.с. 2020–н.в. Включение диагностических процедур: чтение кодов неисправностей, оценка состояния узлов по визуальным признакам, измерение компрессии цилиндров, измерение давления масла в рабочей системе. Выполнение демонтажа двигателя с маркировкой соединений и фиксацией ориентиров посадки. Проведение разборки агрегата по операциям: удаление навесных узлов, отсоединение магистралей, снятие ГБЦ, извлечение поршневой группы. Проведение дефектовки: контроль износа цилиндров, оценка состояния поршней, канавок для колец, шеек коленвала, шатунных втулок. Организация восстановления: шлифовка коленвала с контролем биения, расточка цилиндров до ремонтного размера. Замена комплектующих: подбор поршней и колец по размерам, установка вкладышей с контролем масляных зазоров, замена прокладки ГБЦ при необходимости. Проведение сборочных операций с соблюдением моментных характеристик по технической документации, последовательностью затяжки и установкой новых уплотнений. Проведение обкатки после ремонта с заданными режимами работы, повторными контрольными измерениями компрессии и давления масла, окончательная диагностика работы двигателя.

Требования к рабочему месту и инструменту
Рабочая зона освещена и вентилируема. Оборудование для подъема, стенд для двигателей, набор динамометрических ключей, комплект измерительных приборов.
Оборудование и измерительные приборы
Перечень оборудования и инструментов, применяемых при ремонте двигателя Genesis GV70 2.5T 300 л.с. 2020–н.в., включён в документ.
Испытательные стенды для проверки рабочей части мотора. Компрессорные приборы для определения давления масла в актуальных точках системы. Манометры со шкалой до 10 бар и присоединительными переходниками под штатные штуцеры. Компрессометр с адаптерами под свечные отверстия и регистратором результатов. Набор динамометрических ключей с шагом метрической градации и предельными моментами. Прецизионные микрометры и нутромеры для измерения шеек коленвала и канавок под вкладыши. Индикатор часового типа для контроля биения коленвала. Станок для шлифовки шеек коленвала с частотным регулированием и набор калибровочных пластин. Расточной агрегат с цифровым управлением для обработки цилиндров с протоколом допусков. Балансировочный стенд для коленчатого вала и поршневых групп. Вакуумный насос и стенд для проверки герметичности систем. Комплекты измерительных щупов для контроля зазоров клапанов и шатунных соединений. Инструмент для демонтажа крепёжных элементов с защитой резьбы. Средства для маркировки деталей при разборке. Приборы для контроля толщины плоскости ГБЦ и плоских поверхностей. Наборы для обкатки и эмуляции ECU с диагностическими адаптерами и интерфейсом OBD, позволяющие регистрировать рабочие параметры в процессе проверки после монтажа. Санитарные и защитные комплекты для безопасного проведения работ.
Подготовка автомобиля
Обезвреживание электроцепей, слив топлива и охлаждающей жидкости. Фиксация автомобиля на подъемнике. Демонтаж навесных агрегатов выполнен.
Обезопасивание и демонтаж навесных узлов
Отключение аккумуляторной батареи производится для исключения подачи питания на бортовую сеть. Применение изолирующих крышек к контактам обеспечивает защиту от короткого замыкания. Система наполнения топливом выводится из рабочего давления посредством снятия давления через сервисный штуцер. Охлаждающая система опорожняется частично для предотвращения вытекания жидкости при демонтаже элементов. Подключенные к двигателю электрические разъемы маркируются и фиксируются в контейнерах для исключения смешения при сборке. Вакуумные и топливные магистрали отсоединяются с применением специальных фиксаторов.
Навесные агрегаты снимаются в последовательности, обеспечивающей доступ к головке блока и передней части привода. Крепежные элементы маркируются и раскладываются по группам. Магистральные шланги уплотняются заглушками после отсоединения. Жгуты проводки аккуратно размещаются на подкладках, исключающих механическое повреждение. Система выпуска временно закрепляется вне зоны работ. Гидроусилитель рулевого управления отключается и фиксируется в поднятом положении. Фиксация двигателя к подрамнику ослабляется по этапам для подготовительного подъема перед снятием агрегата.
Диагностика двигателя
Проведение последовательной диагностики: визуальный осмотр, анализ кодов неисправностей, замер компрессии и давления масла до дальнейших операций.
Первичный визуальный осмотр и анализ кодов
Визуальный осмотр моторного отсека произведён с фиксацией дефектов: наличие масляных подтёков, коррозии на электрических разъёмах, состояние воздушного фильтра и системы впуска задокументировано. Фиксация уровней рабочих жидкостей произведена. Состояние ремней и шлангов зафиксировано. Осмотр узлов газораспределения выполнен через доступные проёмы без демонтажа. Диагностическое считывание кодов неисправностей произведено специализированным сканером со списком активных и прошлых кодов. Расшифровка сообщений системы управления двигателем выполнена по официальной базе ошибок производителя. Журнал кодов внесён в отчёт. Подготовка к дальнейшим измерениям произведена путем создания контрольных точек и маркировки разъёмов;
Оценка состояния по внешним признакам
Осмотр моторного отсека произведён. Зафиксированы течи масла, следы коррозии, изношенные шланги. Фиксация дефектов и фотофиксация выполнены.
Осмотр моторного отсека и соединений
Визуальный осмотр моторного отсека проводится для выявления внешних признаков повреждений и утечек. Поверхности двигателя осматриваются на наличие трещин, коррозии и механических деформаций. Соединения жидкостных магистралей оцениваются на предмет герметичности. Электрические разъемы проверяются на наличие окисления и повреждений изоляции. Крепежные элементы осматриваются на износ резьб и деформацию головок. Уплотнители и прокладки обследуются на пропуски масла и охлаждающей жидкости. Результаты визуализации фиксируются в отчете с указанием местоположения дефектов и степени повреждения.

Измерение компрессии
Измерение компрессии производится по цилиндрам с использованием манометра. Фиксация результатов в журнале. Оценка по эталонным значениям.
Методика и допустимые значения
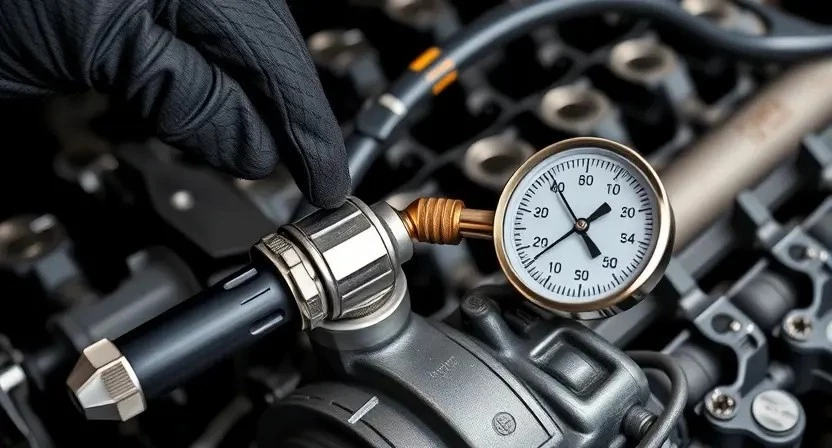
Определение методики измерения компрессии производится применением манометра с рабочим диапазоном 0–30 бар. Замер выполняется при полностью заряженной аккумуляторной батарее, выключенной системе зажигания и закрытых впускных каналах. Регистрация показаний производится после пяти полных оборотов коленчатого вала и стабилизации стрелки прибора. Допустимое отклонение между цилиндрами составлено 10% от среднего значения. Значение компрессии для бензинового двигателя 2.5T допускается в пределах 11–13 бар при прохождении нормальной процедуры. Для оценки износа цилиндров и поршневых колец применяется сравнение с эталонными значениями производителя. Измерение давления масла осуществляется манометром 0–10 бар в точках масляной магистрали при прогретом двигателе; минимальное давление на холостом ходу определено 0,9 бар, при нагрузке 3,0 бар.
Измерение давления масла
Замер давления масла производится на прогретом двигателе. Точки замера: масляный фильтр, корпус датчика. Эталонные показатели указаны.
Точки замера и эталонные показатели
Измерение давления масла производится в трех контрольных точках: масляный фильтр, монтажная точка на блоке цилиндров, отверстие для манометра на масляном канале. Эталонное давление при работе на холостых оборотах ‒ 0,8-1,2 бар. При 2000 мин-1 давление должно составлять 2,5-3,5 бар. Давление на максимальных оборотах не должно превышать 5,0 бар. Измерение компрессии выполняется через свечные отверстия с демонтажем катушек. Эталонная компрессия в цилиндрах ౼ 11,5-13,5 бар. Разница между цилиндрами допускается до 1,0 бар. Результаты протоколируются и при необходимости сопровождаются дополнительными измерениями температуры масла и величины перепада давления в маслопроводе.
Снятие двигателя
Демонтаж двигателя производится по этапам: отсоединение электропроводки, слив жидкостей, маркировка шлангов, снятие опор, выравнивание подъемника, снятие агрегата.
Последовательность демонтажа и маркировка деталей
Операции по снятию двигателя выполняются по установленной схеме. Электропитание отключается. Топливная магистраль и системы охлаждения отключаются, подача рабочих сред перекрывается. Электропроводка группируется и маркируется с указанием номера разъема и положения. Крепежные элементы помечаются по зоне установки и типу резьбы. Сливные пробки и жидкости собираются в отдельную емкость с маркировкой состава. Съем навесного оборудования производится по очередности: агрегаты, компрессор, генератор, насос. Двигатель вывешивается при помощи траверсы с контролем положения центра тяжести. Метки на крышках и корпусах по осям нанесены устойчивым маркером. Болты и гайки укладываются в пронумерованные контейнеры; Фиксация деталей на палете производится способом, исключающим деформацию. Отклонения от схемы регистрируются в журнале работ.
Разборка агрегата
Разъединение узлов выполняется пооперационно. Маркировка деталей производится при демонтаже. Хранение мелких элементов в контейнерах с этикеткой.
Разъединение узлов и хранение деталей
Последовательность разъединения узлов двигателя должна быть документирована в рабочем журнале. Маркировка узлов выполняется с нанесением номера станции, позиции и даты. Электропроводка отсоединяется по цепям с фиксацией контактов и мест крепления. Патрубки и шланги отсоединяются с маркировкой для восстановления траекторий трубопроводов. Топливная аппаратура демонтируется с дренажем остатков и хранением в индивидуальной таре. Болтовая и крепежная арматура сортируется по размерам и хранится в пронумерованных лотках.
Детали двигателя подлежат очистке перед упаковкой. Масляные каналы продуваются и закрываются заглушками. Поршни, шатуны и вкладыши упаковываются комплектами в антиокислительную пленку. Коленчатый вал хранится на подкладках с контролем горизонтальности для предотвращения деформации. ГБЦ размещается на ровной поверхности с защитой плоскостей. Фиксирование мелких элементов производится в контейнерах с амортизирующей прокладкой. Нанесение идентификационных бирок обеспечивается с использованием влагостойкой маркировки.

Дефектовка компонентов
Осмотр блоков цилиндров, поршней, шатунов и коленвала. Присутствие задиров, износа и трещин фиксируется. Составление дефектной ведомости.
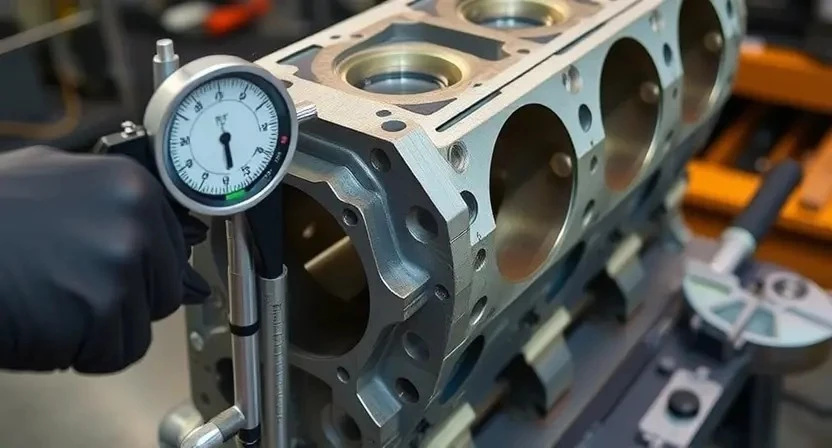
Осмотр коленвала, шатунов, цилиндров и поршней
Визуальный осмотр коленвала выполняется на наличие трещин, задиров и следов перегрева. Контроль биения шеек производится с помощью индикатора часового типа. Измерение диаметра шеек проводится микрометром с протоколированием результатов. Осмотр шатунов включает оценку деформации, износа опорных поверхностей и состояния буртов. Замеры внутреннего диаметра отверстий под вкладыши выполняются с посадочными контрольными калибрами. Цилиндры оцениваются по износу по высоте, конусности и овальности с применением внутримикрометра. Поверхности поршней проверяются на трещины, коробление и нагар; замеры диаметра поршневых канавок осуществляются щупом и микрометрическим инструментом. Результаты оформляются в дефектную ведомость с указанием допусков и предписанных процедур восстановления или замены компонентов.

Шлифовка и восстановление коленвала
Контроль биения и износа шеек. Шлифовка выполняется по размерам ремонтных компаундов. Балансировка статическая и динамическая производится.
Контроль биения и обработка шеек
Измерение биения коленчатого вала выполняется на чистых шейках посредством индикатора часового типа. Установка индикатора производится в фиксированном положении относительно опоры коленвала. Показания снимаются при медленном проворачивании вала для определения максимального отклонения. Отклонение сравнивается с установленными заводскими лимитами. При превышении предела производится шлифовка шеек на станке с применением специальных приспособлений для центровки.
Шлифовка выполняется в несколько проходов с контролем диаметра после каждого прохода. Обработка завершается полировкой до заданной шероховатости. После восстановления шеек проводится балансировка сборки и измерение биения повторно. Результаты заносятся в протокол с указанием допусков и использованных инструментов.
Расточка цилиндров
Расточка цилиндров производится по замерам износа. Задание размеров задается по номиналу и износу. Контроль овальности и конусности выполняется микрометром.
Параметры обработки и допуски
Установление технических параметров обработки блока цилиндров и коленвала производится в соответствии с нормативной документацией производителя двигателя Genesis GV70 2.5T 300 л.с. Значения допуска на износ цилиндров указываются как максимальный диаметр и овальность после расточки. Применение ремонтного размера цилиндров обозначается в миллиметрах и выражается через превышение стандартного диаметра. Контрольная величина зазора поршень-цилиндр задается интервалом, обеспечивающим масляную пленку при рабочей температуре. Шероховатость стенок цилиндров указывается в параметре Ra для обеспечения приработки новых колец. Шейки коленвала обрабатываются до восстановительного размера с допуском концентричности и биения относительно базовой плоскости блока. Толщины вкладышей подбираются по коду размера с учетом натяга посадки и гарантией восстановления масляной пленки. Значения углов фрезерования плоскости ГБЦ и предельный съём металла указываются в миллиметрах с сохранением геометрии каналов охлаждения. Моменты затяжки при сборке задокументированы отдельно по каждой группе болтов с указанием последовательности и вторичных операций контроля натяга.
Замена поршней и колец
Подбор поршней по диаметру и допускам. Измерение канавок. Установка колец с указанием ориентации. Притирка и контроль маслосъёма.
Подбор компонентов и посадка поршней
Определение размеров цилиндров и поршней производится по результатам расточки и замера диаметра. Подбор поршней осуществляется по индивидуальным размерам цилиндров с учетом припуска на хонингование. Выбор компрессионных колец и маслосъёмных колец производится по внутреннему диаметру цилиндра и наружному диаметру поршня. Выбор пальцев и стопорных колец производится по посадочным размерам шатунов и поршней. Применение комплектов с допусками, превышающими рекомендованные, не допускается.
Посадка поршня в цилиндр выполняется с использованием оправки и измерительного щупа. Зазор поршневого кольца в направляющей замеряется по горизонтали с использованием микрометра и щупа; зазор должен соответствовать техническим допускам двигателя. Центровка поршня относительно шейки коленвала производится на специальной оснастке. Фиксация пальца производится путем запрессовки или нагрева в зависимости от материала; метод указывается в спецификации поршневой партии. Смазка мест трения производится моторным маслом с указанной вязкостью. Контроль биения поршня относительно стенки цилиндра выполняется индикатором часового типа; допустимые значения указываются в рабочей документации на двигатель.
Замена вкладышей и шатунных комплектов
Подбор вкладышей по допускам. Измерение зазоров. Замена шатунных комплектов при износе. Контроль натяга посадки и плоскостей.
Контроль зазорных величин и натяг посадки
Измерение зазоров вкладышей коленвала выполняется микрометрией и щупами. Применение калиброванных щупов и микрометра обеспечивается протоколом измерений. Фиксация результатов производится в журналах с указанием номера корпуса и посадочного места. Номинальные значения и допустимые отклонения сравниваются с заводскими данными. При выявлении отклонений производятся замены вкладышей на детали с номинальным или ремонтным размером.
Контроль натяга шатуновой посадки осуществляется методом замера радиального люфта и контрольной сборкой. Заполнение карт дефектов выполняется при любом расхождении с эталоном. Выверка моментных характеристик крепления производится после установки новых вкладышей. Регистрация итоговых значений выполнения работ включается в отчетность ремонта двигателя.
Ремонт или замена головки блока цилиндров (ГБЦ)
Контроль плоскости ГБЦ. Шлифовка при износе. Замена крепежа и прокладки. Испытание герметичности. Документирование выполненных операций.
Проверка плоскости, шлифовка и замена прокладки
Осмотр поверхности головки блока цилиндров и блока цилиндров выполняется с использованием щупов и индикаторов на плоскостях соединения. Замер плоскостности производится по схеме 6 контрольных точек с шагом, установленным технической документацией. Значение перекоса более 0,05 мм признаётся критическим для дальнейших операций. При обнаружении деформации производится маркировка для отправки на шлифовку. Шлифование выполняется на плоскоправильном оборудовании с контролем параллельности и удаления металла не более допустимой величины.
После шлифовки контроль плоскостности повторяется. Замена прокладки головки блока цилиндров производится комплектом, соответствующим оригинальным параметрам. Уплотнительные поверхности очищаются абразивом мелкой зернистости и обезжириваются растворителем с низкой оставшейся пленкой. Болты крепления подлежат замене при износе резьбы или при применении одноразовых крепёжных изделий. Затяжка производится по фазовой схеме с применением динамометрического ключа до указанных моментах и последующего углового контроля; значения моментов фиксируются в акте работ.
Соблюдение моментных характеристик и технологии монтажа
Приведение крепежных соединений к заданным моментам выполняется по регламенту производителя. Нанесение смазки на резьбовые части производится дозировано; избыточная смазка исключается. Последовательность затяжки головки блока определяется табличными данными и фазой работ. Применение динамометрического ключа обязательно при контрольных операциях; калибровка ключа подтверждается записью в журнал. Контроль угла докручивания осуществляется специализированным инструментом. Нанесение меток совмещения выполняется до разборки. Протяжка шатунных крышек производится по схеме и моментам, указанным в технической документации. Фиксация фаз газораспределения проводится с использованием стопорных приспособлений. Монтаж уплотнений сопряжений выполняется с заменой прокладок и болтов одного применения. Запись параметров монтажных операций в регламентную карту обязательна.

Обкатка и настройка после ремонта
Обкатка производится в три этапа: холостой режим, нагрузки средней интенсивности, контрольные замеры. Настройка производится по эталонам.
Режимы обкатки, проверочные замеры и окончательная диагностика
Обкатка двигателя Genesis GV70 2.5T 300 л.с. должна быть регламентирована поэтапно. Начальный этап предусматривает запуск на холостом ходу до достижения рабочей температуры и выдержку в установившемся режиме для контролирования утечек и стабильности параметров. Последующий этап включает постепенное увеличение нагрузки с выдержками на средних оборотах для приработки контактных поверхностей. Контроль проводиться по показаниям давления масла, температуры охлаждающей жидкости и оборотов коленчатого вала.
Проверочные замеры выполняются после обкатки. Измерение компрессии проводится по цилиндрам с использованием калиброванного компрессометра; результаты сопоставляются с заводскими допусками. Давление масла замеряется в рабочем диапазоне оборотов; значения сверяются с нормативными таблицами. Шумы и вибрации регистрируются при различных режимах нагрузки. Окончательная диагностика включает проверку герметичности системы смазки и охлаждения, отсутствие течей, соответствие синхронизации газораспределения и отсутствие кодов неисправностей в бортовой диагностике. Акт о приеме-передаче составляется с указанием замеров и выводов.