
Вhведение
Описание услуги: диагностика и ремонт двигателя Haval Jolion HEV 1․5 190 л․с․ 2022–н․в․; включены оценка состояния и подготовка к работам․
Область применения услуги
Обслуживание направлено на силовой агрегат Haval Jolion HEV 1․5 190 л․с․ 2022–н․в․ Выполнение диагностики, оценка состояния и измерение компрессии предусмотрены для выявления дефектов цилиндропоршневой группы и утрат герметичности․ Измерение давления масла включено для оценки масляной системы и определения работоспособности масляного насоса и распределения давления в магистралях․ Снятие и разборка допускаются при превышении контрольных пределов износа․ Дефектовка компонентов производится по установленным методикам с фиксацией параметров․ Шлифовка и расточка применяются при выявлении износов запрограммированных величин․ Замена поршней, колец и вкладышей выполняется при несоответствии геометрических и износных параметров; Ремонт или замена головки блока цилиндров предусматриваются при нарушении плоскостности, герметичности седел клапанов либо при повреждении направляющих․ Сборка сопровождается контролем крутящих моментов и маркировкой деталей․ Обкатка определяется по режимам холодного и рабочего прогрева с контролем параметров давления масла и компрессии в процессе․ Настройка систем управления производится для восстановления рабочих характеристик и адаптации датчиков после замены компонентов․ Протоколирование включает запись измерений, использованных комплектующих и выполненных операций․

Общие сведения о двигателе
Характеристика: бензиновый 1․5 с турбонаддувом, гибридная интеграция, номинальная мощность 190 л․с․; рабочий цикл бензиновый․
Технические характеристики силового агрегата
Тип двигателя: бензиновый турбированный непосредственного впрыска с гибридной системой рекуперации энергии․ Объём рабочего цилиндра: 1․5 л․ Максимальная мощность: 190 л․с․ Частота вращения при максимальной мощности указывается в заводской документации․ Максимальный крутящий момент фиксируется изготовителем․ Конфигурация блока: рядный четырёхцилиндровый․ Система газораспределения: DOHC, количество клапанов на цилиндр указано в техническом паспорте․ Система смазки: сухой/мокрый картер по заводской спецификации․ Система питания: электронный впрыск топлива с модуляцией подачи․ Давление наддува контролируется турбокомпрессором․ Характеристики электромотора гибридной части отражены в сервисной документации․ Параметры рабочих температур и расхода топлива указываются в эксплуатационном руководстве․
Подготовка к диагностике
Подготовка включает очистку рабочего места, отключение аккумулятора высокого напряжения, фиксацию переносных устройств, обеспечение доступа к сервисному разъему․
Необходимое оборудование и инструменты
Перечень оборудования для выполнения диагностики и ремонта двигателя Haval Jolion HEV 1․5 190 л․с․ 2022–н․в․: стенд для измерения компрессии цилиндров с адаптерами под свечные отверстия; манометр для измерения давления масла с переходниками и высокоточным электронным датчиком; набор динамометрических ключей с контролем момента в диапазоне, соответствующем параметрам производителя; универсальная подъемная оснастка для снятия силового агрегата; распределительные подставки и опоры для фиксации блока при разборке; набор средств для маркировки деталей; набор слесарного инструмента с головками и воротками, соответствующими креплениям; съемники для подшипников и втулок; микрометр и нутромер для измерения диаметра цилиндров и валов; индикатор часового типа для контроля биений и люфтов; шлифовальная установка и расточной станок для обработки блока и гильз; комплект прокладок и новых крепежных элементов; приспособления для проверки герметичности ГБЦ; стенд для обкатки и проверки работоспособности после сборки; средства очистки деталей и безопасного удаления отложений; измерительные щупы для контроля монтажных зазоров; система сбора и утилизации отработанных жидкостей; средства контроля электроники гибридной части, включая сканер протоколов и адаптеры; набор приспособлений для установки поршней и колец с контролем угла установки; универсальные приспособления для фиксации распределительного вала и распредвала при сборке; приспособления для выставления фаз газораспределения․
Первичная диагностика
Осмотр двигателя выполнен визуально․ Регистрация кодов ошибок контроллера произведена․ Замер базовых параметров двигателя зафиксирован в протоколе․
Проверка управляющей электроники и систем гибридного привода
Диагностика блоков управления выполняется посредством специализированного сканера с поддержкой протоколов CAN и UDS․ Считывание кодов ошибок производится до запуска силовой установки․ Анализ логов работы инвертора, контроллера батареи и модуля ECU проводится по параметрам тока, напряжения, температуры и состояний реле․ Функциональные испытания исполнительных элементов реализуются через симуляцию сигналов датчиков и оценку отклика по временным характеристикам․ Проверка питающих цепей включает измерение напряжений на шинах, контроль предохранителей и реле․ Проверка массы и контактов осуществляется измерением сопротивления и визуальным осмотром контактов на предмет коррозии и механических повреждений․ Калибровка датчиков проводится программной процедурой через диагностический интерфейс с фиксацией исходных и итоговых параметров в отчет․ Логирование параметров во время имитации нагрузок выполняется для выявления периодических ошибок․ Восстановление связи с блоками производится путём перепрошивки или замены коммуникационных модулей при зафиксированных сбоях․
Оценка состояния внешних узлов
Осмотр корпуса, резонатора и патрубков выполнен․ Выявление трещин и коррозии зафиксировано․ Состояние крепежа и уплотнений оценено․
Осмотр впускной и выпускной систем, трубопроводов и датчиков
Визуальный осмотр впускного коллектора и патрубков с фиксацией трещин, деформаций и следов нагара․ Оценка состояния шлангов системы рециркуляции и перепускных трубопроводов с фиксацией жесткости и утечек․ Контроль посадочных поверхностей воздухозаборника и резьб креплений с фиксацией люфтов․ Осмотр катализатора и глушителя с регистрацией повреждений и засорения с указанием степени․ Диагностика дроссельного узла и клапанов рециркуляции с замером электрических параметров․ Проверка герметичности патрубков вакуумной системы под давлением․ Контроль состояния кислородных датчиков и датчиков температуры с протоколированием показаний и отметкой требуемых замен․
Измерение компрессии
Измерение компрессии производится цилиндр за цилиндром с горячим двигателем; регистрируются значения, сравниваются с нормативом производителя․
Методика выполнения и контрольные показатели
Подготовка к измерению компрессии предусматривается установить рабочую температуру двигателя 60–80 °C․ Отключение системы впрыска и зажигания выполняется для исключения посторонних воздействий․ Измерение компрессии проводится с использованием манометра с точностью ±0,1 бар; значения для цилиндров должны находиться в пределах 10,5–13,5 бар с разбросом не более 0,5 бар между ними․ Протоколирование производится в виде таблицы с указанием цилиндра, числа оборотов и среднего значения по пяти циклам․
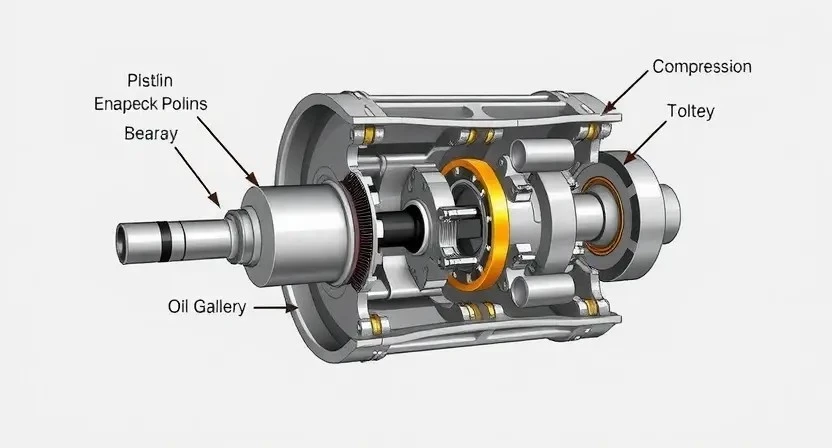
Измерение давления масла производится при 3000 об/мин после прогрева до рабочей температуры․ Контрольный диапазон давления составляет 2,5–4,0 бар․ Давление фиксируется манометром с присоединением к порту датчика давления масла и регистрируется динамическая кривая при изменении частоты вращения․ Отклонение зафиксированных значений от норматива является основанием для дальнейшей дефектовки компонентов масляной системы и оценки износа․ Промежуточные выводы оформляются в отчете с заключением о пригодности к дальнейшему ремонту․

Измерение давления масла
Подключение манометра к масляной магистрали производится через штатный датчик; замер при холодном и рабочем температурном режиме; фиксация показаний․
Процедура измерения и нормативные значения
Подготовка: двигатель уставлен в рабочее положение; снять свечи зажигания; обеспечить отключение высоковольтной части гибридного контура при наличии․ Измерение компрессии выполняется манометром с допускаемой точностью ±0,1 бар; передача показаний производится после прокрутки стартера не менее трех оборотов коленчатого вала при закрытых впускных и выпускных трактах․
Контроль давления масла проводится манометром, подключаемым к штатному месту датчика давления или к резьбовому порту масляного канала; измерение производится при температуре масла 80±5 °C и оборотах холостого хода․ Нормативы: компрессия в цилиндре — 12–14 бар при допустимом разбросе между цилиндрами не более 1,0 бар; давление масла на холостом ходу — 0,8–1,2 бар; давление при 3000 об/мин — 3,0–4,0 бар․ Фиксация результатов в протоколе с указанием температуры и числа оборотов коленвала, состояние компонентов сопоставляется с нормативами, расхождение выше допуска считается основанием для дальнейшей разборки агрегата и изучения причин снижения параметров․

Принятие решения о демонтаже
Оценка выполнена: исходные параметры сопоставлены с нормативами․ Демонтаж назначается при превышении допустимых предельных значений износа и повреждений․
Критерии для перехода к снятию двигателя
Зафиксированные показатели диагностических процедур используются как основание для принятия решения о демонтаже силового агрегата․ При измерении компрессии в цилиндрах зафиксирован перепад свыше 25% относительно наибольшего показателя по банку цилиндров․ При измерении давления масла отмечены значения ниже установленного рабочего диапазона производителя при нормальных оборотах холостого хода и после прогрева․ При визуальном осмотре головки блока цилиндров выявлены трещины по плоскости крепления или отсутствие герметичности прокладки ГБЦ, подтверждённые испытанием на герметичность․ При контроле управляющей электроники зарегистрированы ошибки, исключающие продолжение эксплуатации без разборки механической части; коды неисправностей записаны в отчёт․ При дефектовке поршней зафиксированы вскрытые масляные каналы, задиры на юбках и деформация поршневых колец, превышающая допуски восстановления․ При осмотре шатунных шеек выявлены износы и овальность, не устраняемые обработкой в пределах допустимых ремонтных размеров․ При диагностике системы охлаждения обнаружены следы перегрева блока с изменением цвета металла и деформацией плоскостей․ При наличии нескольких указанных признаков принято решение о переходе к снятию двигателя для дальнейшей разборки, дефектовки и восстановления деталей в соответствии с технологическими регламентами․
Снятие и подготовка к разборке
Демонтаж двигателя выполняется на подъемнике․ Маркировка и упаковка узлов производится перед отправкой в зону разборки․
Последовательность демонтажа и маркировка деталей
Подготовка рабочего места производится с размещением поддонов и подкладок для комплектующих․ Слив эксплуатационных жидкостей оформляется в канистры с обозначением типа․ Снятие агрегатов выполняется по последовательности: навесное оборудование, впускной тракт, выпускная система, топливная аппаратура, системы охлаждения и смазки․ ГБЦ фиксируется в контейнер для головок с маркировкой цилиндров․ Блок цилиндров помечается индексом и положением шатунов․ Коленчатый вал хранится в пакете с указанием ориентации шлифовки․ Поршни комплектуются по номерам цилиндров и упаковываются индивидуально․ Крышки распредвалов маркируются и укладываются вместе с болтами в промаркированные пакеты․ Вкладыши упаковываются по шатунным и коренным местам с указанием зазора․ Бумажные бирки заполняются печатными символами и прикрепляются к каждой партии деталей․

Разборка блока цилиндров
Демонтаж узлов производится по последовательности․ Маркировка деталей выполняется․ Отметка износа ставится․ Фиксация размеров производится․
Технологическая последовательность и контроль износа
Последовательность работ представлена этапами: демонтаж навесных агрегатов; снятие головки блока; отделение коленчатого вала; выемка поршней с шатунами․ На каждом этапе маркировка деталей производится для обеспечения обратной сборки․ Дополнительная очистка поверхностей выполняется перед измерениями․ Измерительные операции включают определение диаметра цилиндров, овальности, конусности; замер износа поршней и канавок для колец; проверка биения шеек коленвала и износа вкладышей․ Резьбовые соединения и направляющие клапанов исследуются на дефекты․ По результатам измерений классификация состояния производится как годное к ремонту с применением расточки/шлифовки или как требующее замены узлов․ Контроль параметров после обработки включает проверку соответствия новых размеров паспортным допускам и предварительную сборочную примерку для подтверждения взаимозаменяемости․
Дефектовка компонентов
Оценка поршней, шатунов и вкладышей производится по износу, трещинам, зазорам и деформации․ Фиксация результатов в отчёте․
Оценка поршней, шатунов и вкладышей
Визуальная инспекция поршней производится на следы задиров, нагара и трещин․ Измерение диаметров поршней и посадочных мест цилиндров осуществляется микрометром и нутромером с точностью до 0,01 мм․ Контроль износа канавок колец выполняется щупом и калибрами; зазор кольца в канавке фиксируется протоколом․ Оценка шатунов включает проверку биения и деформации; измерение диаметра шейки производится индикатором часового типа․ Вкладыши подлежат оценке по износу по замеру толщины рабочего слоя и наличию рисок․ Критерии замены базируются на заводских допусках и предельных износах; факт превышения допуска фиксируется с последующим назначением капитального ремонта или замены компонентов․
Оценка головки блока цилиндров
Осмотр поверхности плоскости и седел клапанов․ Замеры плоскостности выполнены․ Определение трещин произведено методом проникающей дефектоскопии․
Проверка плоскостности, седел клапанов и направляющих
Проведение контроля плоскостности поверхности головки блока цилиндров выполнено с использованием щупа и поверочной линейки, контроль производится по установленным допускам завода-изготовителя․ Выявление пятен несоответствия фиксируется в отчёте․ Оценка состояния седел клапанов производится измерением угловых и посадочных параметров, регистрируются износы, выкрашивание и задиры․ Определение износа направляющих клапанов производится замером диаметра с использованием микрометра и определением люфта путем пассивного перемещения штока; результаты сравниваются с нормативами․ Восстановительная обработка седел допускается при отклонениях внутри ремонтных пределов, замена направляющих производится при превышении восстановления․ Ремонтные операции регламентируются технологическими картами и протоколируются отдельными записями в исполнительной документации․
Шлифовка и расточка блока
Проведение шлифовки поверхности блока цилиндров и расточки гильз с фиксацией параметров; контроль допусков по диаметру и круглости․
Параметры обработки и допуски после ремонта
Контрольные размеры цилиндров фиксируются до и после обработки․ Диаметр цилиндров указывать с точностью до 0,01 мм․ Притирка седел клапанов контролируется по седловому контакту, зона контакта фиксируется в миллиметрах․ Радиальные биения коленвала после шлифовки не превышать 0,03 мм․ Осевая люфты коленчатого вала после сборки допустимы до 0,15 мм․ Толщина стенки гильз проверяется не реже чем при каждой расточке; минимальная оставляемая толщина указывать в рабочих чертежах․ Шероховатость расточной поверхности цилиндра Rz 10-20 мкм․ Рекомендуемые зазоры поршень-цилиндр в зависимости от диаметра: 0,02–0,06 мм; поршневых колец в кольцевой канавке 0,03–0,08 мм․ Радиальный зазор шатунных вкладышей после установки вкладышей и затяжки коренных крышек не превышать 0,025 мм․ Плоскостность поверхности блока и головки блока после шлифовки не превышать 0,05 мм на длине 300 мм․ Контроль натяга резьбовых соединений и крутящего момента болтов головки указывать согласно каталогу производителя силового агрегата;
Замена поршней, колец и вкладышей
Подбор комплектующих по допускам автомобиля․ Монтаж новых поршней, колец и вкладышей․ Контроль зазором и моментами креплений перед сборкой․
Подбор новых комплектующих и монтажные зазоры
Подбор комплектующих осуществляется по каталожным номерам и посадочным размерам для двигателя Haval Jolion HEV 1․5 190 л․с․ 2022–н․в․ Выбор деталей производится с учётом заводских допусков на диаметр поршня, наружный диаметр шатунного пальца, толщину компрессионных колец и маслосъёмных элементов․ Применение деталей не по спецификации исключается․ Маркировка новых поршней, колец и вкладышей фиксируется в документации ремонтной операции․ Монтажные зазоры определяются по таблице допусков производителя․ Замеры щупом и микрометром выполняются перед установкой․ Зазоры вкладышей сверяются по образцу и по измерениям посадочных шеек коленвала․ Промежутки между поршнем и цилиндром контролируются по измеренным диаметрам и допускам из технической документации․ Величины колец учитываются при подборе компрессионного набора․ Применение несертифицированных комплектующих исключается․
Ремонт или замена ГБЦ
Диагностирование седел и направляющих․ Реставрация поверхности плоскости․ Замена повреждённых компонентов․ Контроль герметичности после сборки․
Процедуры восстановления и контроль герметичности
Восстановление головки блока цилиндров выполняется по установленной схеме: дефектные зоны выявляются посредством визуального осмотра и магнитной или жидкостной методики обнаружения трещин․ Поверхностная обработка производится шлифованием с контролем плоскостности по таблице допусков производителя․ Замена седел и направляющих клапанов производится при износе, при этом используется комплект деталей с заводскими параметрами․ Сборка компонентов осуществляется с применением новых уплотнений и болтов крепления, соответствующих классу прочности․
Герметичность оценивается методом гидростатического испытания и вакуумной камерой․ Давление и время выдержки фиксируются в протоколе․ Утечки подлежат локализации и удалению до соответствия нормативам․ Испытания совмещаются с контролем масляной системы и системы охлаждения; показатели записываются в отчёт о восстановлении․
Сборка и монтаж двигателя
Сборка выполняется по контрольным чертежам․ Моменты затяжки задокументированы․ Монтаж производится с применением калиброванных динамометров․
Торговые моменты затяжки, последовательность и контроль моментов
Перечень моментных спецификаций двигателя Haval Jolion HEV 1․5 190 л․с․ 2022–н․в․ предоставлен в табличной форме для ключевых соединений: головка блока, шатунные крышки, коренные крышки, маховик, крышка распределительного вала, крепления турбины и навесного оборудования․ Моменты заданы в Н·м с указанием этапов затяжки: предварительная, контрольная и окончательная фиксация․ Последовательность затяжки представлена по диаграмме порядка штампованных и кованых болтов; чередование сторон указано для исключения перекосов․
Контрольный метод ─ применение динамометрического ключа с калибровкой․ Регистрация значений производится в сервисном журнале․ Отклонения от спецификаций сопровождаются протоколом дефектации и корректировкой резьбовых соединений согласно нормативу․ Фиксация момента и состояния резьбы отмечается в отчете с указанием номера детали, кода операции и результата измерения․ Дополнительная проверка при использовании однократных болтов предполагает замену крепежа новым комплектом с нанесением маркировки․
Обкатка и проверка работоспособности
Проведение обкатки производится в этапах: холостой ход, постепенное увеличение нагрузки, контроль температуры и давлений, запись параметров․
Режимы обкатки, контроль параметров в процессе
Обкатка проводится по фазам для восстановления рабочих характеристик двигателя HEV 1․5 190 л․с․ Период холодной обкатки предусматривает работу на минимальных оборотах в течение установленного времени; нагрузка ограничиваеться для уменьшения термической и механической нагрузки․ Далее проводится переходный этап с переменными оборотами и контролируемой нагрузкой для приработки уплотнений и колец․ Финальная обкатка выполняется при номинальных оборотах с контролируемой температурой охлаждающей жидкости и давления масла․
Контроль параметров осуществляется по секциям: давление масла регистрируется непрерывно, компрессия измеряется по завершении холодной фазы, температура смазочной системы фиксируется в режиме реального времени․ Фиксация ошибок ЭБУ производится в логах․ При отклонениях параметров предусмотрена остановка обкатки и повторная диагностика․ Пробег обкаточной фазы и замеры документируются в акте выполненных работ․

Финальная настройка и протоколирование работ
Настройка систем управления производится по заводским параметрам․ Протокол работ содержит перечень операций, замеров и итоговые значения․
Настройка систем управления, выдача отчета о выполненных работах
Настройка систем управления двигателя Haval Jolion HEV 1․5 190 л․с․ производится после завершения механических операций и обкатки․ Параметры ЭБУ калибруются по заводским значениям, включая топливные карты, угол опережения зажигания и параметры гибридного привода․ Выполняется адаптация датчиков давления и температуры, синхронизация положения распределительных валов и установка нулевых значений фазорегистратора․ Калибровка регулятора холостого хода проводится с учетом рабочих температур и давления в системе питания․ Программные обновления прошивки внедряются с контрольной записью версии и даты установки․ Диагностическое соединение фиксируется логом с параметрами ошибок до и после калибровки․ Выдача отчета производится в форме протокола, включающего перечень выполненных операций, исходные и конечные измерения компрессии и давления масла, результаты проверки герметичности, перечень замененных деталей с их маркировкой и серийными номерами, значения итоговых адаптаций ЭБУ, версии ПО, рекомендации по дальнейшему мониторингу․ Протокол подписывается уполномоченным специалистом и сохраняется в архиве сервиса в электронном и печатном виде․