

Обслуживание двигателя Hongqi H9 3.0 V6 Supercharged 283 л.с. (2020–н.в.) проводится комплексно.
Описание модели двигателя и период выпуска
Двигатель V6 3.0 с нагнетателем‚ мощность 283 л.с.‚ установлен в Hongqi H9; серийное производство начато в 2020 году и продолжается. Конфигурация включает алюминиевый блок‚ непосредственный впрыск‚ цепной привод ГРМ и турбонагнетатель с интеркулером. Применение предполагает легковые автомобили представительского класса. Эксплуатационные характеристики требуют точного соблюдения допусков при ремонте и контроля состояния ключевых систем.
Перечень оказываемых услуг и последовательность работ
Диагностика двигателя проводится комплексно: считывание кодов ошибок‚ осциллография сигналов и тестирование датчиков. Оценка состояния производится путём визуального осмотра и замера основных параметров. Измерение компрессии и давления масла выполняется в отдельных этапах с фиксацией значений. Снятие агрегата производится по регламенту с маркировкой коммуникаций. Разборка и дефектовка выполняются с документированием повреждений. Шлифовка и расточка проводятся с установкой допусков. Замена поршней‚ колец и вкладышей производится по подбору по номерам. Подготовка ГБЦ включает проверку плоскостности. Сборка завершается обкаткой и настройкой управления двигателем.
Порядок приемки автомобиля и первоначальная документация
Регистрация данных ТС производится в журнале‚ заявку оформляет отдел приёма.
Оформление заказ-наряда и регистрация данных транспортного средства
Заполнение заказ-наряда производится с указанием марки‚ модели‚ двигателя и года выпуска: Hongqi H9 3.0 V6 Supercharged 283 л.с. (2020–н.в.). Внести VIN‚ государственный регистрационный знак‚ пробег‚ дату поступления и контактные сведения владельца. Указать перечень работ: диагностика‚ оценка состояния‚ измерение компрессии‚ измерение давления масла‚ снятие‚ разборка‚ дефектовка‚ шлифовка‚ расточка‚ замена поршней‚ вкладышей‚ колец‚ ГБЦ‚ обкатка‚ настройка. Завести фотофиксацию внешних признаков.
Фиксация видимых повреждений и состояния моторного отсека
Визуальный осмотр моторного отсека выполнен с документированием обнаруженных дефектов. Коррозия крепежа отмечена. Течь масла зафиксирована по пятну на картере и следам на маслопроводе. Повреждения шлангов системы ОЖ зарегистрированы. Электропроводка осмотрена; изоляция повреждена в местах прохождения рядом с выпускным коллектором. Крепления навесного оборудования проверены; люфты зафиксированы.

Диагностика двигателя — подготовительный этап
Подготовка стенда и приборов произведена. Калибровка датчиков выполнена перед измерениями.
Подготовка диагностического оборудования и калибровка приборов
Подготовка диагностического комплекса для двигателя Hongqi H9 3.0 V6 Supercharged 283 л.с. включает подбор стенда и датчиков‚ совместимых с электрической и CAN-шиной автомобиля.
Калибровка манометров‚ осциллографа и компрессометра производится по заводским эталонам. Калибровочные протоколы заносятся в журнал. Оформление документов на оборудование выполняется до начала измерений.
Измерение базовых параметров работы: обороты на холостом ходу и отклики
Подготовка автомобиля к измерениям включает установку диагностического сканера и тахометра‚ подключение каналов записи параметров. Холостой ход фиксируется при прогретом двигателе до рабочей температуры. Обороты на холостом ходу измеряются в статическом режиме‚ среднее значение регистрируется за 30 с. Отклики на нажатие акселератора регистрируются в динамике с записью времени набора оборотов и возврата к холостым оборотам. Сравнение со штатными параметрами выполняется по заводским допускам.
Оценка состояния узлов и систем
Визуальный осмотр смазочной системы выполнен. Наличие течей и состояние шлангов зафиксированы.
Визуальная проверка системы смазки и состояния магистралей
Осмотр масляного поддона и сливного отверстия проводится на присутствие течи и механических примесей. Визуальная оценка трубопроводов высокого давления и гибких магистралей выполняется с акцентом на трещины‚ вздутия и потерю целостности оплетки. Контактные места и соединения исследуются на наличие коррозии и следов протечек. Состояние масляного фильтра фиксируется в документации с указанием модели и срока службы.
Проверка целостности и состояния системы наддува и воздуховодов
Визуальный осмотр трубопроводов и интеркулера выполняется для выявления трещин‚ разрывов и деформаций. Соединительные хомуты подлежат контролю на наличие коррозии и износа. Проверка уплотнений производится при статическом давлении‚ фиксация утечек осуществляется протоколом. Давление в трубопроводах измеряется при рабочем режиме для определения потерь. Электроприводы и клапаны подлежат проверке на соответствие заявленным параметрам.
Измерение компрессии цилиндров
Подготовка приспособлений и демонтаж свечей произведены перед измерением компрессии.
Подготовка к измерению и порядок отключения систем зажигания и подачи топлива
Подготовка поля себя включает изоляцию электроцепей двигателя. Отключение подается через отсоединение аккумуляторной клеммы и блоков управления топливной системой. Для предотвращения подачи топлива применяется закрытие электрических клапанов топливной рампы и снятие предохранителей топливного насоса. Отключение катушек зажигания производится через отсоединение проводки высокого напряжения. Фиксация состояния производится фотографированием и протоколированием.
Проведение замеров компрессии и интерпретация результатов
Подключение компрессометра производится к свечному колодцу после отключения подачи топлива и системы зажигания. Прогрев до рабочей температуры выполняется для исключения температурных погрешностей. Проведение замеров производится при проворачивании коленвала стартером с фиксированием максимального давления по каждому цилиндру; Фиксация значений в протоколе обязательна. Отклонение более 10% между цилиндрами рассматривается как признак износа цилиндров‚ колец или подсоса воздуха. Сопоставление с нормативными значениями производителя обеспечивает вывод о состоянии камеры сгорания и необходимости дальнейшей дефектовки.
Измерение давления масла в системе
Установка манометра производится на масляный канал. Замер выполняется при холодном и рабочем режимах.
Установка манометра и создание рабочих условий для измерения
Подготовка рабочего места включает обеспечение ровной поверхности‚ стабильного электропитания и вытяжной вентиляции. Манометр к штатным портам давления масла подключается через переходник‚ соответствующий резьбовому соединению. Пробеги для калибровки выполняются при холодном и прогретом двигателе. Давление фиксируется на каждом режиме работы; временные интервалы и значения заносятся в протокол. Изоляция источников помех обеспечивается экранированием.
Фиксация давления при холодном и рабочем режимах; анализ отклонений
Установка манометра производится на масляную магистраль с сохранением штатных соединений. Измерение выполняется при температуре охлаждающей жидкости 20–30°C для холодного режима. Фиксация значения производится при работе на холостых оборотах и при повышенных оборотах до 3000 об/мин для рабочего режима. Запись результатов производится посекундно с указанием момента замера. Сравнение с нормативами проводится по заводским таблицам. Отклонение давления выше или ниже пределов трактуется как неисправность гидросистемы‚ масляного насоса или износа канавок в блоке. Анализ включает сопоставление кривых давления и температуры‚ оценку динамики падения при выключении двигателя‚ а также проверку герметичности магистралей. Документирование результатов производится в отчетной форме с указанием использованных приборов и серийных номеров.
Решение о необходимости демонтажа двигателя
Демонтаж назначается при критических показателях компрессии‚ давлении масла и видимых повреждениях.
Критерии для принятия решения о снятии агрегата
Измерение компрессии выявляет расхождение более 20% между цилиндрами; при наличии такого разброса снятие двигателя допускается для дальнейшей дефектовки. Давление масла при рабочем режиме зафиксировано ниже паспортных значений более чем на 25% при номинальных оборотах; снятие агрегата проводится при выявлении износа масляных каналов или поломки масляного насоса. Наличие механических повреждений блока‚ трещин или смещения юбки поршня фиксируется как основание для демонтажа. Неправильная геометрия ГБЦ‚ зазоры клапанов за пределами допустимого диапазона‚ разрушение седел клапанов учитываются при решении о снятии. Сильный износ вкладышей‚ задирание шеек коленвала‚ наличие задиров цилиндров требуют снятия агрегата для последующей расточки и шлифовки.
Планирование работ и подготовка места для разборки
Планирование работ включает определение перечня операций по снятию и разборке двигателя Hongqi H9 3.0 V6 Supercharged 283 л.с. (2020–н.в.).
Подготовка места предусматривает выделение площадки с жестким покрытием и организацию осей подъема. Инструмент и оснастка раскладываются по зонам. Запас крепежа и упаковочных материалов обеспечивается заранее. Маркировка узлов выполняется до отсоединения коммуникаций. Защитные поддоны и емкости для рабочих жидкостей располагаются в зоне работ.
Снятие двигателя и маркировка деталей
Снятие агрегата выполняется по закреплённой последовательности. Маркировка деталей производится индивидуально.
Последовательность отсоединения коммуникаций и агрегатов
Отключение аккумуляторной батареи выполняется первым действием. Отсоединение электропроводки моторного отсека производится по маркированным разъемам с фиксацией мест установки. Слив рабочих жидкостей осуществляется по очереди: топливо‚ охлаждающая жидкость‚ масло. Снятие воздухозаборной системы и интеркулера проводится до отсоединения выпускной коллекции. Отсоединение топливных магистралей производится с использованием захватов и заглушек. Подвесные опоры двигателя демонтируются после стабилизации положения агрегата на подъемнике. Маркировка каждой коммуникации и крепежа выполняется в момент отсоединения; упаковка компонентов предусматривается для сохранения комплектации.
Маркировка и упаковка компонентов для последующей сборки
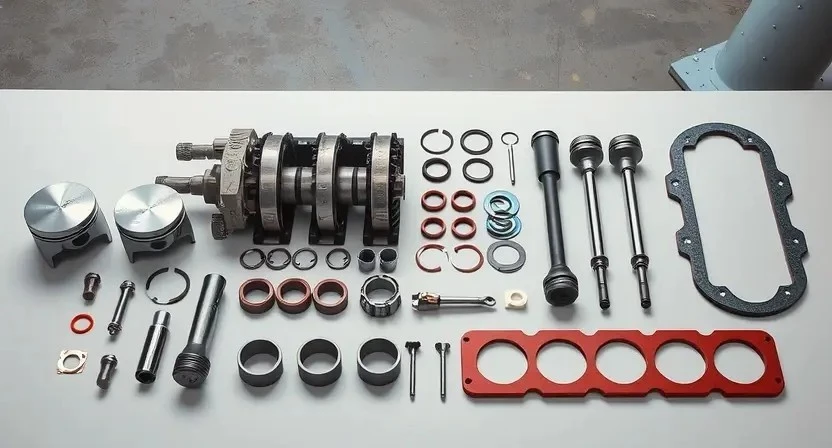
Маркировка производится по уникальным кодам и позициям сборки. Детали разделяются по функциональным группам: блок цилиндров‚ головка блока‚ коленчатый вал‚ шатуны‚ поршни‚ система наддува‚ масляные магистрали. Упаковка осуществляется в антистатические и влагозащитные материалы с прокладками и фиксаторами. Номер позиции вносится в отчетную карточку. Требуется хранение комплектов в отдельных отсеках до сборки.

Разборка агрегата и первичный контроль деталей
Разборка корпуса и узлов выполняется поэтапно. Детали маркируются‚ дефекты фиксируются документально.
Последовательность разборки узлов и фиксация дефектов
Отсоединение внешних коммуникаций выполняется последовательно. Демонтаж навесных агрегатов производится по узловым точкам. Снятие коллектора и трубопроводов проводится с маркировкой крепежа. Сборка топливной и впускной систем сопровождается снятием датчиков с промаркированной разводкой. Блок цилиндров обнажается после удаления головки. При извлечении поршневых групп ведется запись зазоров и износа. Каждая деталь фотографируется и вносится в акт.
Документирование изношенных и поврежденных элементов
Фиксация дефектов производится в табличной форме с указанием позиции детали‚ типа повреждения‚ измеренных параметров и допустимых допусков. Описание включает номер детали‚ стойкость поверхности‚ наличие трещин‚ износ по диаметру и овальность. Фотофиксация отображает места с масштабом и датой. Протокол подписывается ответственным за дефектовку. Отмечается необходимость замены или восстановительной обработки элементов.
Дефектовка: выявление причин износа и повреждений
Осмотр цилиндров‚ поршней‚ шатунов выполнен с замером зазоров и документированием дефектов.
Осмотр цилиндров‚ поршней и шатунов с фиксацией параметров
Визуальный осмотр цилиндров выполнен с фиксацией задиров‚ коррозии и отложений. Измерение внутреннего диаметра цилиндров произведено микрометром с занесением значений по каждому каналу. Поршни осмотрены на трещины‚ износ юбок и состояние канавок под кольца; размеры диаметров зафиксированы. Шатуны проверены на деформацию и биение хвостовиков; зазоры в шлифованных посадках измерены и документированы.
Проверка коленчатого вала и измерение биения шеек
Коленчатый вал устанавливается на стенд для статического контроля. Измерение биения шеек выполняется индикатором часового типа с фиксацией значений по каждому шейке. Допуск сравнивается с заводскими параметрами. Износ шеек и задиров фиксируется в акте дефектации. При превышении допусков планируется шлифовка или проточка. Отчёт формируется с указанием измеренных величин и рекомендуемых операций.
Шлифовка и расточка блоков и коленвала
Подготовка деталей к обработке выполнена согласно допускам. Абразивная обработка шеек и расточка цилиндров произведена. Контроль размеров проведён приборным методом.
Подготовка к шлифовке и выбор допусков для обработки
Определение технологической карты производится на основе замеров из дефектовки. Подбор абразива и инструмента осуществляется по материалу блока и коленвала. Установление контрольных размеров производится с указанием допусков для внутреннего диаметра цилиндра и шеек коленвала. Подготовка поверхности включает очистку‚ снятие коррозии и контроль шероховатости. Применение измерительной оснастки документируется.
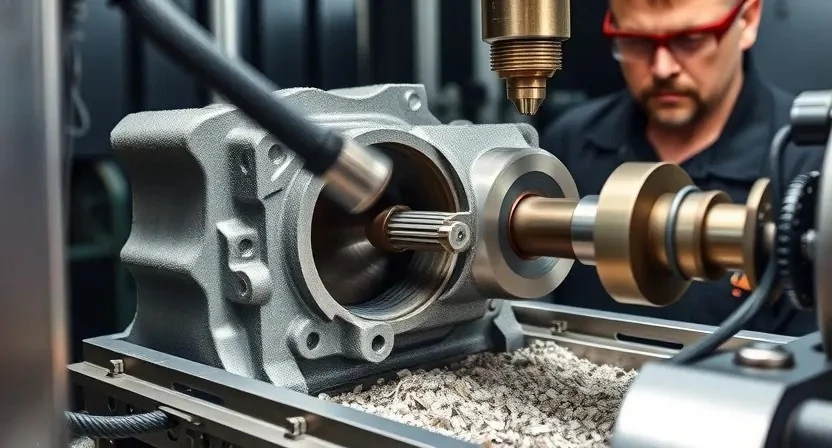
Проведение расточки цилиндров и шлифовки шеек коленвала
Подготовка блока цилиндров к расточке производится демонтажем оставшихся компонентов и промывкой масляных каналов. Контроль износа выполняется измерением диаметра каждого цилиндра и конусности с помощью микрометра и хонинг-метра. Выбор размера инструмента и допусков определяется по замерам. Расточка цилиндров производится по шагам с температурным контролем. Шлифовка шеек коленвала выполняется с последующей полировкой и балансировкой; замеры биения фиксируются протоколом.

Протяжка и подготовка ГБЦ
Проверка плоскостности головки. Протяжка болтов по моментам и в последовательности завода.
Проверка плоскостности и дефектоскопия головки блока цилиндров
Проведение контроля плоскостности головки блока цилиндров выполняется на поверочной плите с индикатором часового типа. Замер производится в нескольких контрольных точках по стандартной сетке. При превышении допустимого биения производится дефектоскопия ультразвуком для выявления трещин в прилегающих зонах. Результаты фиксируются в протоколе с указанием величины биения и рекомендаций по восстановительной обработке.
Шлифовка седел клапанов и замена направляющих при необходимости
Подготовка головки блока цилиндров выполняется по регламенту производителя. Визуальная дефектовка седел и направляющих проводится с использованием измерительных приборов. Измерение выработки направляющих и проверка плотности прилегания седел выполняются до обработки. Шлифовка седел производится на специализированном оборудовании с заданными углами и притирочной схемой. Замена направляющих выполняется при превышении допусков. Контроль посадки клапанов проводится после обработки.

Замена поршней‚ колец и вкладышей
Подбор деталей по каталожным номерам. Замена выполняется с контролем зазоров и калибровкой натяга.
Подбор новых поршней и комплектующих по номерам и допускам
Подбор поршней производится по каталожным номерам двигателя Hongqi H9 3.0 V6 Supercharged 283 л.с. (2020–н.в.).
Сопоставление маркеров на поршне и данные производителя выполняется с привязкой к размерному ряду. Выбор колец и вкладышей осуществляется по внутреннему диаметру цилиндра и диаметру шейки коленвала. Подбор комплектующих сопровождается выдачей спецификации с указанием номеров‚ допусков и классов посадки.
Установка вкладышей и измерение натяга шатунных соединений
Подготовка шатунов к установке включает очистку рабочих поверхностей и контроль посадочных мест. Вкладыши подбираются по маркировке и допускам производителя. Установка производится с обеспечением совмещения масляных каналов и фиксацией ориентации. Натяг шатунных соединений измеряется микрометром и щупом при подборе толщины вкладышей‚ затем фиксируются предварительные моменты крепления. Измеренные величины заносятся в протокол и сравниваются с паспортными значениями. Контроль натяга повторяется после торкования согласно регламенту.
Сборка двигателя и контроль межоперационных размеров
Сборка производится по маркированным позициям. Контроль зазоров и допусков выполняется измерениями.
Сборка узлов в обратной последовательности с контролем зазорных параметров
Сборка выполняется по обратной схеме разборки. Компоненты располагаются по маркировке. Подшипниковые вкладыши и шатунные соединения устанавливаются с соблюдением допусков. Зазоры клапанов и тепловые зазоры распределяются по ведомым нормативам. Моменты затяжки фиксируются протоколом. Уплотнения и сальники заменяются на новые. Контроль зазоров осуществляется немедленно после окончательной сборки.
Торкование и фиксирование критических соединений с документированием моментов
Контроль моментов затяжки клапанной крышки‚ головки блока и шатунных крышек выполняется по динамометрическим таблицам производителя. Последовательность затяжки документируется протоколом с указанием этапов и значений. Применение нового крепежа фиксируется в документах. Регистрация моментов производится в электронном журнале с привязкой к VIN и серийным номерам деталей. Запись включает дату‚ время‚ инструмент и оператора.
Обкатка двигателя и настройка после сборки
Процесс обкатки двигателя проводится поэтапно: холодный пуск‚ постепенное увеличение нагрузки‚ контроль параметров.
Последовательность прогрева и режимы обкатки для восстановления режимов работы
Прогрев двигателя до рабочей температуры выполняется плавным повышением оборотов в режиме без нагрузки. Обкатка производится в несколько этапов: начальная эксплуатация на низкой нагрузке для приработки поршней и колец; промежуточный режим на умеренных оборотах для стабилизации масляной системы; заключительный этап с постепенным увеличением нагрузки для формирования рабочих допусков. Фиксация параметров проводится журналом.
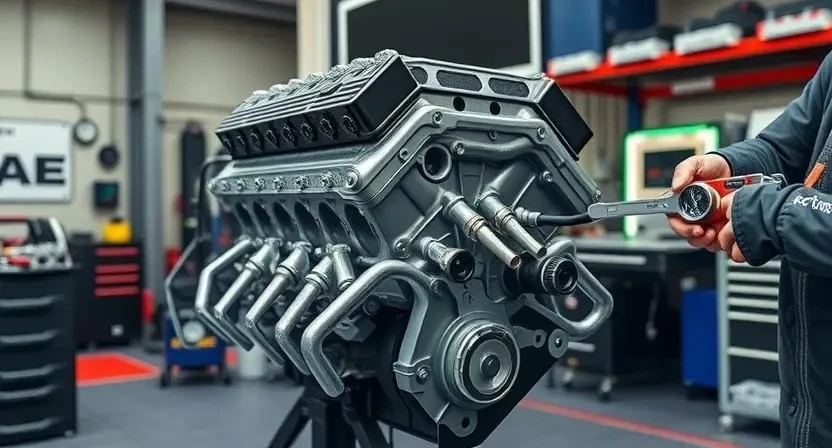
Настройка системы управления двигателем и адаптация датчиков
Настройка системы управления производится с использованием специализированного диагностического оборудования‚ поддерживающего протоколы контроллера двигателя. Выполнение калибровки датчиков положения коленвала и распредвала осуществляется до достижения установленных заводом-изготовителем параметров. Адаптация датчиков массового расхода воздуха и давления наддува проводится в условиях стабильного температурного режима. Сброс адаптационных значений и сохранение конфигурации выполняется через интерфейс дилерского уровня.
Окончательная проверка и оформление отчетной документации
Контрольные замеры компрессии и давления масла выполнены после обкатки. Результаты внесены в акт.
Проведение контрольных замеров компрессии и давления масла после обкатки
После обкатки выполнение контрольных замеров компрессии и давления масла производится в строгой последовательности. Подготовка включает прогрев до рабочей температуры‚ отключение систем впрыска и зажигания для компрессии‚ установка манометра в маслонасос для давления. Замеры выполняются при фиксированных оборотах и нагрузке. Результаты фиксируются протоколом с указанием цилиндров‚ значений‚ расхождений и выводов по соответствию заводским допускам.
Составление полного отчета по выполненным работам и передача комплекта документов
Составление отчета производится после завершения всех операций по ремонту двигателя Hongqi H9 3.0 V6 Supercharged 283 л.с. (2020–н.в.).
Отчет включает: перечень выполненных диагностических замеров с указанием исходных и итоговых значений; протоколы измерения компрессии и давления масла; список замененных деталей с артикульными номерами; акты дефектовки и шлифовки; ведомость межоперационных контрольных размеров; график обкатки с режимами и временем. Передача комплекта документов сопровождается регистрацией позиции в журнале учета.