

Предоставление услуги по ремонту двигателя JAC T8 2.0 Turbo дизель 163 л.с. (2018–н.в.) включает диагностику, оценку состояния и документирование работ.
Цель документа
Определение объема работ и фиксирование требований к ремонту двигателя JAC T8 2.0 Turbo дизель 163 л.с. (2018–н.в;). Описание этапов диагностических и ремонтных операций, включая контроль компрессии и давления масла, демонтаж, разборку, дефектовку, механическую обработку блоков цилиндров, замену поршней, колец и вкладышей, работы с головкой блока цилиндров, сборку и обкатку. Задача документа — установить порядок ведения документации по результатам измерений и испытаний, критерии допуска деталей к восстановлению и замене, методы маркировки и учета деталей, требования к оформлению дефектной ведомости и протоколов приемо-сдаточных испытаний, регламенты записи гарантийных условий.
Область применения
Работы по ремонту двигателя JAC T8 2.0 Turbo дизель 163 л.с. (2018–н.в.) применимы к коммерческим и частным автомобилям данного поколения.
Модель и модификация двигателя
Идентификация двигателя проведена по заводскому обозначению: JAC T8 2.0 Turbo, дизельный, мощность 163 л.с., год выпуска 2018–н.в. Конструкция включает турбокомпрессор, промежуточный охладитель воздуха, непосредственный впрыск топлива и систему рециркуляции отработавших газов. Рабочий объем и номера деталей указываются на табличке блока цилиндров и в электронной документации. Серийные и компоновочные особенности учитываются при подборе расходных материалов и ремонте. Версии с различной калибровкой ЭБУ и оснащением гидравлических натяжителей могут требовать специализированных процедур; Сходные агрегаты по базе допускается рассматривать по справочным данным производителя.
Перечень оказываемых услуг
Диагностика работы мотора. Измерение компрессии и давления масла. Снятие, разборка, дефектовка. Шлифовка, расточка, замена поршней, вкладышей, колец, ГБЦ.
Комплекс работ по двигателю
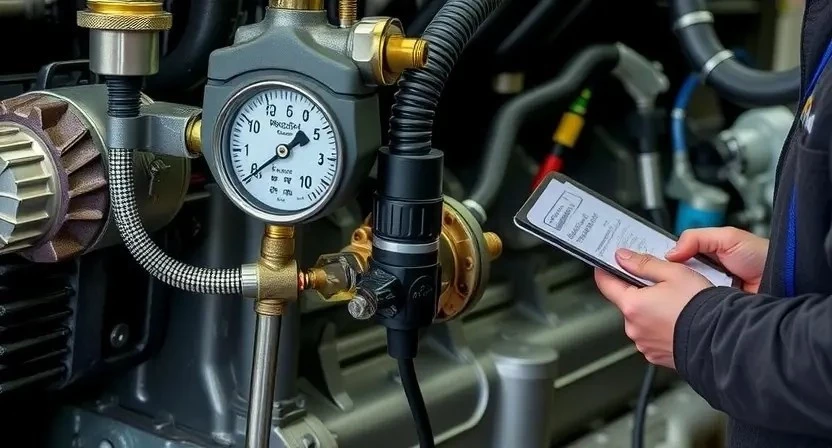
Диагностика системы двигателя проводится с документированием выявленных кодов и параметров. Измерение компрессии выполняется по цилиндрам с протоколированием значений. Замеры давления масла проводятся с применением калиброванного манометра и фиксированием пиковых и установившихся значений. Снятие двигателя производится с маркировкой узлов и составлением ведомости деталей. Разборка выполняется в установленной последовательности с первичной дефектовкой поверхности и размеров. Дефектовка включает контроль трещин, коррозии, износа и деформаций. Шлифовка блока и расточка цилиндров выполняются по заданным технологическим параметрам с фиксацией допусков. Подбор поршней, колец и вкладышей осуществляется по замерам после обработки. Замена направляющих и клапанов головки блока производится при документированной необходимости. Сборочные операции включают контроль угловых моментов затяжки и проверку зазоров. Обкатка нового узла проводится по программному циклу с регистрацией рабочих температур и давлений. Настройка исполнительных систем и финальная проверка выполняются по протоколу функциональных испытаний.
Требования к рабочему месту и инструменту
Освещённое, вентилируемое помещение. Стол для мелких деталей. Стенд для двигателя. Набор динамометрических ключей. Измерительные приборы и инструменты. Контейнеры.
Оборудование для диагностики и механической обработки
Набор диагностического оборудования включает стенд для измерения компрессии цилиндров, манометр для замера давления масла с переходниками под форсунки и адаптеры, осциллограф с клещами для анализа сигналов датчиков и исполнительных механизмов. Для механической обработки предусмотрено оборудование: станок для шлифовки ГБЦ, расточной агрегат для блока цилиндров, токарно-фрезерный комплекс для восстановления коленчатого вала, прессы гидравлические для запрессовки вкладышей и направляющих, балансировочный станок для коленвала. Запас измерительных инструментов включает микрометры, нутромеры, индикаторы часового типа, шаблоны и калибры. Программное обеспечение для диагностики поддерживает протоколы CAN и OBD с возможностью записи логов. Санитарные и противопожарные средства наличествуют.
Подготовка автомобиля к приему
Оборудование подключено. Визуальный осмотр внешних повреждений выполнен. Запись данных автомобиля и пробега внесена в приемную документацию.
Действия при приемке и оформление дефектной ведомости
Фиксация данных транспортного средства производится при приемке. Запись VIN, государственный регистрационный знак, пробег, комплектация и внешние дефекты выполняются документально. Описание жалоб оператора и зафиксированных симптомов оформляется в дефектной ведомости. Диагностические работы, включающие визуальный осмотр, проверку уровней рабочих жидкостей и первичные измерения, регистрируются с указанием дат и приборов.
Отбор проб топлива и масла оформляется отдельной строкой. Замеры компрессии и давления масла вносятся с указанием цилиндра, давления, температуры и номера манометра. При обнаружении повреждений или износа производится маркировка узлов и указание необходимости последующей дефектовки. Состояние уплотнений, направляющих и болтов отмечается с заполнением полей по степени износа и возможной операции. Фотографирование проблемных участков встраивается в ведомость. Подписи ответственных лиц и печать прикладываются к документу, дата и время приемки фиксируются.
Диагностика системы двигателя
Выполнение комплексной диагностики двигателя включает измерение компрессии, давление масла, электрических сигналов и вакуумных параметров для оценки состояния.
Последовательность диагностических операций
Подключение диагностического оборудования выполняется перед снятием элементов для получения исходных параметров. Считывание кодов ошибок и журналов исполнения ECU производится с использованием специализированного интерфейса. Измерение компрессии двигателя проводится при стандартных оборотах стартером, фиксирование показателей по цилиндрам с занесением в протокол. Измерение давления масла производится при прогретом моторе с применением манометра с высокой точностью и регистрацией динамики давления. Оценка состояния системы топливоподачи включает контроль давления в рампе и визуальный осмотр форсунок при испытании на стенде. Контроль утечек проводится с применением пробоутечника и окрашивания жидкости. Анализ полученных данных оформляется в заключение с указанием дефектов и предложением перечня дальнейших вмешательств.
Оценка состояния узлов и агрегатов
Визуальный осмотр выполнен; замеры геометрии, контроль зазоров и износа произведены; дефекты задокументированы; решение о ремонте принято на основании данных.
Критерии оценки износа и пригодности к ремонту
Измерение компрессии фиксируется по цилиндрам; отклонение свыше 15% от минимального значения считается дефектом. Замер давления масла производится при рабочих оборотах; значение ниже нормативного приводит к оценке неисправности масляной системы. Износ цилиндров определяеться по овальности и конусности; превышение допуска для расточки означает необходимость восстановления блока. Износ шатунных вкладышей оценивается по зазору масляного слоя; превышение указанных размеров в паспорте детали выявляет необходимость замены. Износ поршней и колец определяется по зазору в канавках и диаметру поршней; превышение предела восстановления исключает ремонт деталей. Головка блока проверяется на трещины и деформацию плоскости; наличие дефектов приводит к шлифовке или замене. Состояние направляющих втулок клапанов определяется по зазору между седлом и стержнем; превышение допуска требует заменяемости направляющих. Результаты фиксируются в дефектной ведомости с указанием измеренных значений и принятых решений.

Измерение компрессии
Измерение компрессии выполняется с использованием манометра высокого давления. Результаты фиксируются по цилиндрам, сравниваются с нормативами, оформляется протокол.
Методика замера и нормативные значения
Подготовка двигателя к замеру компрессии включает вывод цилиндров на ВМТ впуска или обеспечивание доступа для снятия свечей или форсунок. Инструментальная подготовка предусматривает использование манометра с переходником, выдерживающим давления дизельного впрыска, и крутящего устройства для обеспечения стабильных оборотов маховика.
Замер производится при прогретом до рабочей температуры двигателе, при отключенной системе подачи топлива и запальном оборудовании. Величина компрессии фиксируется в каждом цилиндре; допуск на расхождение между цилиндрами устанавливается до 15%. Нормативный диапазон компрессии для указанной модификации двигателя определяется 32–40 бар. Фиксация результатов оформляется в ведомости. Повторное измерение при отклонениях выполняется после ремонта.

Измерение давления масла
Измерение давления масла производится манометром через подключение к масляному каналу. Зафиксировать значения на холостых и рабочем оборотах для сравнения.
Методика замера и контрольные показатели
Измерение давления масла производится с применением манометра, подключаемого к масляной магистрали через штатный датчик или адаптер. Замер выполняется на прогретом двигателе при рабочей температуре 80–90°С; фиксация показаний производится при холостом ходе и при 3000 об/мин. Контрольные значения: холостой ход 0,8–1,5 бар, при 3000 об/мин 3,0–4,5 бар. При отклонении от норм производится проверка масляного насоса, фильтра и маслопроводов. Документирование результатов производится в дефектной ведомости с указанием режимов и показаний по каждому цилиндру.

Снятие двигателя и подготовка к разборке
Демонтаж двигателя выполняется по регламенту, маркировка компонентов производится, соединения электрики и топливной системы отключаются, слив жидкостей организуется.
Алгоритм демонтажа и маркировка деталей
Демонтаж двигателя выполняется по поэтапной схеме с фиксацией состояния соединений и элементов. Снятие компонентов производится последовательностью: элементы навесного оборудования отделяются первыми, головка блока отделяется после слива рабочих жидкостей, блок двигателя вывешивается на подъемнике. Маркировка деталей производится однотипными идентификаторами с указанием номера посадочного места и направления установки. Фиксация сопрягаемых частей осуществляется в протоколе дефектовки с фотографической фиксацией и цифровой привязкой. Контроль положения распределительных валов и шестерен выполняется по меткам. Хранение промаркированных узлов совершается в лотках с амортизацией и ярлыками.
Разборка и первичная дефектовка
Демонтаж узлов выполнен. Разборка производится по этапам. Детали маркируются. Визуальный осмотр и измерения выполняються для составления дефектной ведомости.
Последовательность разборочных операций и осмотр
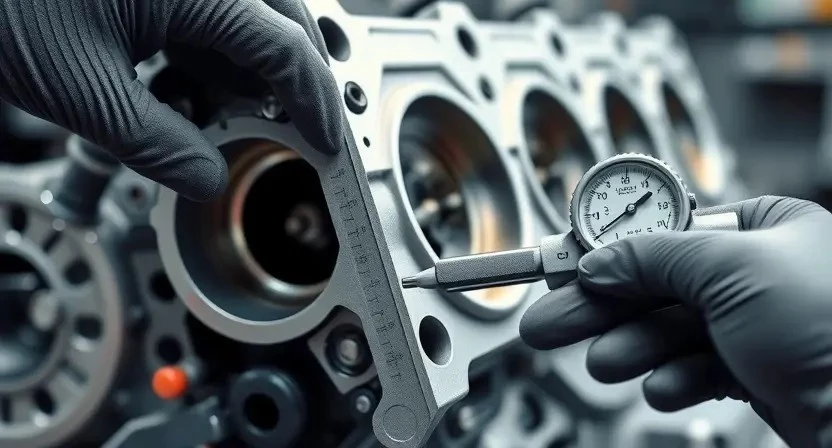
Демонтаж узлов двигателя производится поэтапно с маркировкой и фиксацией положения компонентов. Снятие навесного оборудования выполняется перед отсоединением магистралей. Слив рабочих жидкостей и удаление электропроводки проводится с применением заводских схем. Разборка блока цилиндров осуществляется по каталожной последовательности с применением специнструмента и приспособлений. Поршни и шатуны извлекаются с маркировкой цилиндров и направлений установки. Головка блока отделяется с контролем момента осевых болтов и регистрацией усилий. Контрольные измерения плоскостей выполняются измерительными приборами с записью результатов в дефектовочную ведомость. Поверхности подвергаются визуальному и инструментальному осмотру на трещины, износ и следы перегрева. Пробы материалов для лабораторного анализа вынимаются при обнаружении сомнительных повреждений. Все детали маркируются, взвешиваются и упаковываются для транспортировки на механическую обработку.
Методы выявления скрытых повреждений
Применение визуального контроля корпуса и внутренних поверхностей производится для обнаружения трещин, коррозии и дефектов посадочных мест. Применение магнитопорошковой дефектоскопии обеспечивает выявление поверхностных трещин в чугунных и стальных деталях. Применение ультразвуковой толщинометрии и дефектоскопии обеспечивает определение скрытых межслоевых расслоений и усталостных надломов. Применение эндоскопии обеспечивает осмотр камер сгорания, каналов охлаждения и маслопроводов без демонтажа. Применение герметичности под давлением обеспечивает выявление протечек в системе охлаждения и маслопроводах. Применение пробной сборки и ходовых испытаний на стенде обеспечивает выявление вибраций, люфтов и неполадок в передаче усилия. Применение измерительных инструментов калибров и микрометров обеспечивает контроль геометрии посадочных и рабочих поверхностей.

Шлифовка и расточка блоков цилиндров
Шлифовка наружной поверхности блока и расточка цилиндров выполняется по чертежным допускам, контроль диаметра и соосности производится измерительными приборами.
Технологические параметры и допуски
Указание размеров и предельных износов предоставлено для проведения механической обработки блока цилиндров и сопряжённых деталей. Диаметр цилиндра до расточки 83,00 мм. Предельный износ по диаметру 0,15 мм. Конусность цилиндра предельная 0,06 мм на длине рабочей поверхности. Биение шатунного вкладыша по наружному диаметру не более 0,03 мм. Радиальный зазор между поршнем и цилиндром после установки новых колец 0,03–0,06 мм. Масляный зазор вкладышей коренных 0,02–0,05 мм. Неправильная геометрия ГБЦ подлежит шлифовке до прямолинейности 0,05 мм между опорными плоскостями.

Замена поршней, колец и вкладышей
Демонтаж поршневой группы. Подбор деталей по каталожным номерам. Измерение зазоров. Установка новых колец и вкладышей с контролем бокового зазора.
Подбор комплектующих и контрольные размеры
Подбор комплектующих осуществляется по каталожным номерам и техническим требованиям двигателя JAC T8 2.0 Turbo дизель 163 л.с. (2018–н.в.). Применяемые поршни подбираются по наружному диаметру и массе. Подбор колец производится по высоте, толщине и натягу в канавке. Вкладыши подбираются по внутреннему диаметру шатунной и коренной шейки и по зазору при измерении микрометром. Прокладки головки блока подбираются по материале и толщине для восстановления требуемой компрессии. Применение штатных болтов и шпилек по классу прочности и длине. Контрольные размеры фиксируются в эксплуатационной ведомости.
Ремонт и замена головки блока цилиндров
Демонтаж головки выполнен. Шлифовка поверхности произведена по размерам. Направляющие заменены. Клапаны отреставрированы. Сборка произведена с новой прокладкой.
Действия при шлифовке, замене направляющих и клапанов
Подготовка головки блока цилиндров производится к последующим операциям. Применение маркированной оснастки и измерительных приборов фиксируется в карте работ. Выверка плоскости ГБЦ выполняется с использованием плит и индикаторов; при превышении допуска производится шлифовка. Направляющие клапанов извлекаются поэтапно, маркировка посадочных мест выполняется. Подбор новых направляющих производится по внутреннему диаметру и совместимости с седлами. Установка направляющих производится с прогревом и запрессовкой до номинальной посадки. Клапаны подвергаются очистке и проверке на прямолинейность; при выявлении деформации производится замена. Посадка клапанов в седла осуществляется с применением паст для притирки; окончательное прилегание контролируется микрометром и индикатором измерения качания. Испытание герметичности камер проводится под давлением. Документирование всех операций и измерений включается в дефектовочный акт.
Сборка двигателя
Сборка производится по технологической карте. Контроль моментов затяжки, зазорных величин и совмещения меток. Применение новых уплотнений фиксируется.
Контрольные операции при сборке и монтажные допуски
Контрольная сборка двигателя производится по технологической карте. Притягивание шпилек и болтов головки блока выполняется в указанных этапах и моментных значениях. Моментные характеристики и последовательность протоколируются. Установка шатунных вкладышей и колец выполняется с соблюдением зазоров, измеренных микрометром и щупом. Контроль осевого люфта коленчатого вала осуществляется индикатором часового типа. Смазочные каналы проверяются продувкой и визуальным осмотром. Уплотнительные поверхности ГБЦ обработаны и очищены перед установкой прокладки. Торцевые зазоры клапанов оценены по нормативу производителя и зафиксированы в актах. Резьбовые соединения обработаны антикоррозийным составом. Проверка совмещения меток фазирования проводится до закрытия масляной системы. Контроль натяга ремня или цепи привода распределительного вала выполнен по шаговой методике с последующей регулировкой натяжения. Фиксация результатов заносится в карту сборки.
Обкатка нового узла
Программа обкатки включает постепенную нагрузку, контроль температуры и давления, фиксирование параметров, документирование показателей и интервалов работ.
Программа обкатки и контроль параметров
Обкатка двигателя JAC T8 2.0 Turbo дизель 163 л.с. проводится в несколько этапов с контролем основных параметров. Первичный запуск производится после сборки и установки рабочих жидкостей; прогрев до рабочей температуры осуществляется при минимальной нагрузке. На этапе адаптации выполняется постепенное увеличение оборотов и нагрузки согласно технологической карте. Контроль давления масла осуществляется манометром с фиксацией показаний в журнале через каждые 10 минут работы. Измерение компрессии проводится после 50 моточасов для оценки приработки.
Мониторинг температуры охлаждающей жидкости и отработанных газов ведется датчиками с регистрацией сигналов. Фиксация кодов ошибок производится сканером OBD во время всего периода обкатки. Временная продолжительность этапов указывается в технологической карте; значение моточасов и режимы эксплуатации заносятся в отчет. При отклонениях параметров выполняется дополнительная диагностика и регламентные регулировки перед передачей документации владельцу.
Настройка и окончательная проверка
Настройка производится по заводским параметрам. Проверка рабочих характеристик выполняется при контролируемых режимах, документирование результатов производится в акте.
Регулировочные работы и функциональные испытания
Настройка топливной системы осуществляется через калибровку давления и времени впрыска с применением эталонного оборудования. Регулировочные операции включают синхронизацию форсунок, контроль угла опережения впрыска и адаптацию ЭБУ по заданным параметрам. Выполнение регулировки фаз газораспределения производится по меткам при установленном угле коленвала. Испытания функциональные проводятся на стенде холостого хода и под нагрузкой с фиксацией частоты вращения, расхода топлива и виброхарактеристик. Контроль давления масла и утечек обеспечивается замером при рабочих оборотах. Диагностическая запись всех параметров в дефектную ведомость. Подготовка отчета по результатам испытаний с указанием отклонений и выполненных корректировок.
Документация и гарантийные обязательства
Выдача акта выполненных работ, протоколов измерений компрессии и давления масла. Гарантийные сроки и условия ремонта оформляются в документе.
Оформление актов, протоколов и гарантийных условий
Составление актов выполненных работ производится по установленной форме с указанием перечня операций: диагностика, измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец, головки блока цилиндров, обкатка, настройка. В протоколах фиксирование исходных параметров и контрольных значений осуществлено с указанием допускаемых пределов и применённых измерительных приборов. Гарантийные условия оформляются в отдельном документе с указанием срока гарантии на работы и комплектующие, перечнем исключений и условий сохранения гарантии. Передача документов сопровождается подписью ответственного лица и печатью организации.