

Оказание услуги по ремонту двигателя Koenigsegg Agera RS 5.0 V8 Twin Turbo предусматривает диагностику, оценку состояния, составление сметы работ.
Объект работ и рамки услуги
Объектом работ является двигатель 5.0 V8 Twin Turbo мощностью 1160 л.с., устанавливаемый на Koenigsegg Agera RS выпуска 2015–2018 годов. Включение в услугу ограничено диагностикой, оценкой состояния, измерением компрессии и давления масла. В рамках услуги допускается снятие агрегата с транспортного средства для выполнения последующих операций. Разборка агрегата предусматривается только при наличии дефектовки и подтверждённых отклонений измеряемых параметров. Включение в перечень работ шлифовки цилиндров и расточки допускается при наличии износа за пределами технологических допусков. Замена поршней, колец и вкладышей предусматривается по результатам дефектовки. Выполнение работ по головке блока цилиндров возможно при обнаружении деформаций плоскостей или износа направляющих седел. Обкатка двигателя и окончательная настройка систем предусмотрены как завершающий этап оказания услуги.

Общие требования к обслуживанию
Документация по обслуживанию включает методики, калибровки и перечень измерений. Контроль оборудования и чистоты рабочей зоны обязателен.
Нормативная документация и регламенты
Перечень нормативных документов оформлен для контроля соответствия работ стандартам производителя и общепромышленным требованиям. Руководство по эксплуатации Koenigsegg Agera RS 2015–2018 используется как первоисточник технических характеристик и предельных значений. Технические регламенты по ремонту двигателей с турбонаддувом включают методики измерений компрессии и давления масла, инструкции по демонтажу и монтажу агрегата, требования к средствам контроля. Стандарты по металлообработке фиксируют режимы расточки блока и шлифовки коленчатого вала, допуски обработки и контроль шероховатости. Сертификаты и паспорта на запасные части и расходные материалы регистрируются в документации заказа. Нормативы по охране труда и безопасности эксплуатации оборудования отражены в отдельном приложении и включают требования к монтажным подъемникам, защитным приспособлениям и средствам индивидуальной защиты. Контроль соответствия регламенту производится на этапах входной диагностики, дефектовки и окончательной сборки с указанием ответственных процедур и порядковых номеров операций.
Прием автомобиля и оформление задания
Фиксация состояния автомобиля производится при поступлении. Регистрация данных включает VIN, пробег, внешний дефектный перечень и погодные условия доставки.
Фиксация данных и регистрация работ
Регистрация начальных данных производится при приеме двигателя. Запись идентификационных номеров, пробега, состояния внешних элементов выполняется в электронный и бумажный журналы. Диагностические показания фиксируются в формате таблицы с указанием дат, параметров и используемого оборудования. Протоколы замеров компрессии и давления масла регистрируются с привязкой к цилиндру и измерительной точке. Фотодокументация создается при каждой стадии разборки и хранения деталей. Оформление задания на ремонт включает перечень операций, смету и предполагаемые сроки. Контрольные отметки о согласовании изменений в объеме работ вносится в журнал с указанием ответственного специалиста. Хранение отчетной документации производится в архивах с обеспечением доступа по правам.
Входная диагностика
Электронная диагностика проводится с записью кодов ошибок. Замеры рабочих параметров фиксируются. Анализ данных позволяет сформировать перечень работ.
Электронная диагностика систем двигателя
Проведение электронной диагностики производится с использованием заводских протоколов и специализированного оборудования. Считывание кодов ошибок производится через диагностический разъем, адаптация параметров производится посредством моторного контроллера. Система управления наддувом подвергается оценке по показателям давления и управляющим импульсам. Система впрыска топлива анализируется по отклику форсунок, временам впрыска и коррекциям обратной связи по лямбда-зондам.
Системы зажигания проверяются по синхронизации сигнала и скважности импульсов. Состояние датчиков давления масла и температуры оценивается по стабильности сигналов и соответствию эталонным характеристикам. Обнаруженные неисправности фиксируются в протоколе диагностики. Регистрация показателей производится для последующей дефектовки и составления сметы работ.
Визуальный осмотр и замеры
Осмотр внешних узлов двигателя произведён. Замеры геометрии коллекторов, патрубков и креплений выполнены. Фотофиксация прилагается.
Контроль состояния внешних узлов и коммуникаций
Визуальный осмотр внешних узлов двигателя выполняется с целью выявления повреждений корпусных элементов, трещин и коррозии на видимых поверхностях. Обнаружение следов утечки топлива, масла, охлаждающей жидкости фиксируется в дефектной ведомости с указанием места и характера повреждения. Проверка соединений магистралей и хомутов предусматривает оценку плотности соединений и целостности оплеток. Оценка состояния электропроводки проводится с использованием тестера на целостность и изоляцию. Состояние крепежа оценивается по моментам затяжки и визуальным признакам деформации. Измерение люфтов в компенсаторах и подшипниках навесного оборудования выполняется инструментально. Результаты проверки вносятся в акт входного осмотра для принятия решения о дальнейшем объеме работ.
Измерение компрессии
Измерение компрессии производится штатным компрессометром по цилиндрам. Фиксация результатов в протоколе. Сравнение с эталонными значениями.
Методика и допустимые значения для 5.0 V8 Twin Turbo
Измерение компрессии выполняется с использованием манометра с рабочим диапазоном до 30 бар. Подготовка включает отключение системы зажигания и подачи топлива, исключение обратных течений через вентиль давления. Поршни фиксируются в ВМТ для последовательного снятия показаний по каждому цилиндру. Допустимое абсолютное давление при холодном двигателе указано равным 11–13 бар. Разница между цилиндрами не должна превышать 0,5 бар. Дополнительное измерение проводится после ввода добавочного топлива через шпульку инжектора для выявления утечек в клапанах.
Использование масляного манометра с длинной линией для минимизации пульсаций. Фиксация показаний производится через 5 полных оборотов стартера. Запись результатов производится в бланк дефектовки с указанием температуры масла и окружающей среды.
Измерение давления масла
Измерение давления масла производится с подключением манометра к магистрали. Фиксация значений при холодном и прогретом двигателе. Оценка по паспортным нормам.
Порядок измерений и критерии оценки
Подготовка измерительного оборудования производится в соответствии с техническими картами. Давление масла измеряется манометром класса не ниже 0,5; штуцер устанавливается в масляный канал на сливной магистрали. Измерения выполняются при прогретом двигателе до рабочей температуры, при частотах холостого хода и при повышенных оборотах по регламенту. Регистрируются минимальные, максимальные и средние значения по каждому цилиндру и по всей системе. Приборы калибруються перед серией измерений. Для компрессии применяется компрессометр с обратным клапаном; измерение проводится при закрытых впускных и выпускных клапанах, при полном открытии дроссельной заслонки, при проворачивании коленчатого вала стартером. Показатели сравниваются с нормативами завода изготовителя и с допусками на износ. Отклонения фиксируются в ведомости и подразделяются на критические, допустимые и подлежащие наблюдению. Ведомость сопровождается указанием метода измерения, кода прибора и даты калибровки.

Оценка необходимости ремонта
Оценка производится на основании измерений компрессии и давления масла. Принятие решения основано на отклонениях от заводских параметров.
Критерии перехода к разборке и дефектовке
Фиксация аномалий при диагностике двигателя 5.0 V8 Twin Turbo должна быть выполнена с указанием параметров и источников измерений. Превышение допустимых значений отклонений компрессии по цилиндрам фиксируется как основание для демонтажа головок. Отклонение давления масла от нормативных графиков при рабочих оборотах и температуре считается основанием для частичной или полной разборки масляной системы и проверки вкладышей. Обнаружение механических повреждений на наружных поверхностях ГБЦ, блока цилиндров или коллектора указывается как критерий для проведения дефектовки корпуса и рабочих поверхностей. Наличие посторонних фрагментов в масляной системе или каналах охлаждения регистрируется как доказательство внутреннего разрушения и обуславливает переход к полной разборке. Повышенный износ шеек коленвала по замерам биения и шорохи при вращении признаются основанием для снятия коленчатого вала и оценки на шлифовку. Результаты измерений и визуальной инспекции вносятся в акт и используются для определения объема восстановительных операций.
Снятие двигателя
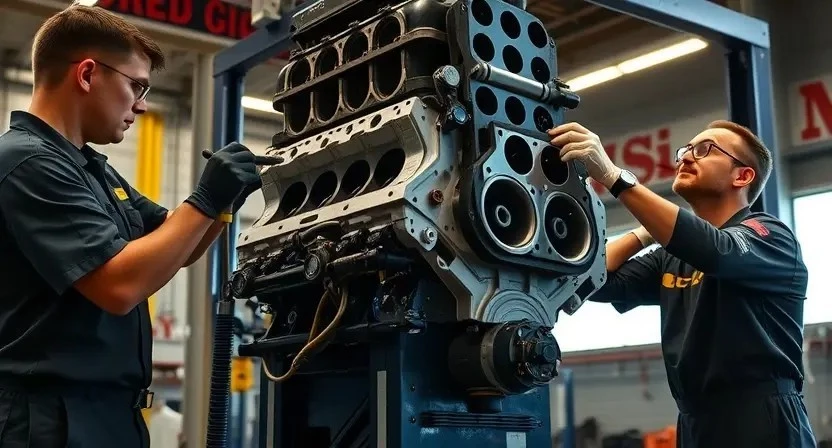
Демонтаж производится по шагам: отсоединение коммуникаций, снятие навесных агрегатов, опор двигателя, подъем агрегата траверсой для вывоза.
Последовательность работ при демонтаже агрегата
Оформление задания производится в сервисной документации с указанием VIN и комплектации. Электросети отключаются от аккумуляторных систем. Слив технических жидкостей производится в тару с маркировкой. Системы питания и впуска отсоединяются по узлам и маркируются. Трубопроводы системы охлаждения демонтируются с применением собранных заглушек. Подвесные опоры и крепления трансмиссии освобождаются от крепежных элементов. Кронштейны и масляный поддон снимаются по очередности, указанной в регламенте. Подготовка к выемке агрегата включает установку грузоподъемного оборудования с грузоподъемностью, соответствующей массе двигателя. Двигатель отсоединяется от коробки передач на направляющих, обеспечивающих соосность. Подъем производится с контролем положения центра тяжести. При выемке рационально использование захватов, обеспечивающих опору под блок цилиндров и головки. После извлечения агрегата производится укладка на верстак с прокладками для предотвращения деформаций. Упаковочные операции документируются с указанием состояния внешней поверхности и наличия утечек.
Разборка агрегата
Последовательность разборки определена: демонтаж навесного, снятие головок, изъятие поршней с шатунами, разборка блока цилиндров для дефектовки.
Последовательность разборки блоков и узлов
Фиксация документации и идентификационных данных двигателя проводится перед началом работ. Электропитание и топливные линии обесточиваются и опорожняются. Демонтаж навесных агрегатов выполняется по очередности: впускной тракт, турбокомпрессоры, интеркулеры, системы охлаждения. Снятие распределительных валов и приводных элементов производится после удаления крышек и натяжителей. Головки блока отсоединяются по заранее заданной схеме ослабления болтов для исключения деформации. Выемка поршней и шатунов производится из блока после маркировки посадочных мест. Картер и масляный насос удаляются при открытом доступе к коренным подшипникам. Блок цилиндров разбирается с применением монтажных приспособлений, обеспечивающих параллельность направляющих. Все детали маркируются и упаковуются индивидуально. Контейнеры для химической очистки готовятся заранее.

Дефектовка компонентов
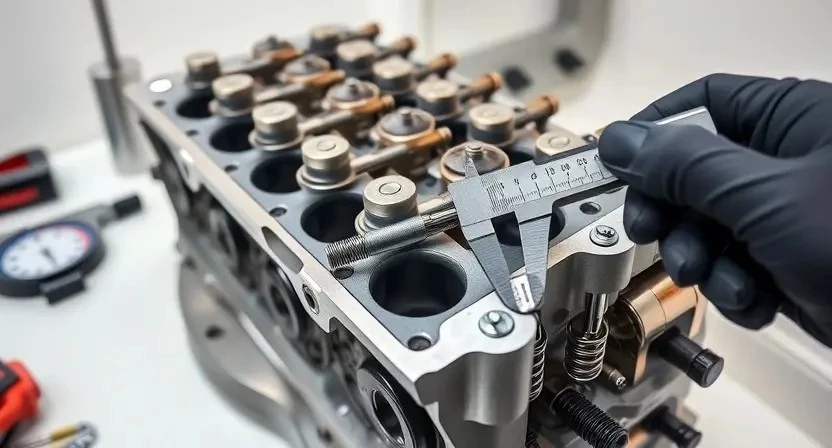
Дефектовка производится по узлам: блок цилиндров, поршни, шатуны, коленвал, ГБЦ. Измерения размеров и износа фиксируются в протоколе.
Параметры проверки блока цилиндров и поршней
Измерение внутреннего диаметра цилиндров производится микрометром или нутромером на трех уровнях: по верхней кромке, в середине рабочей зоны, у нижней кромки. Допуск износа цилиндров относительно заводского размера указывается в технической документации модели. Контроль овальности и конусности производится по разнице замеров; предельные значения записываются в протоколе. Замер посадочного диаметра поршня и зазора поршневых колец выполняется с помощью щупов и нутромера. Зазор в кольцах сравнится с нормативом; при превышении нормы фиксируется необходимость замены. Визуальный осмотр юбок поршней направлен на выявление задиров, трещин, следов перегрева. Измерение биения поршневого пальца производится индикатором на оправке. При обнаружении задиров или износа замер канавок кольцевых выполняется микрометром; износ фиксируется в ведомости дефектов. Запись результатов производится в журнале дефектов с указанием используемых инструментов и номеров деталей.
Контроль состояния коленчатого вала и вкладышей
Измерение биения и овальности шеек производится; оценка износа вкладышей по зазору масляному и по микроповреждениям фиксируется в отчёте.
Оценочные размеры и критерии замены
Контроль размеров вкладышей проводится по внутреннему диаметру коренных и шатунных посадочных мест. Измерение выполняеться микрометром и индикатором часового типа. Допуск осевого биения коренного вала обозначен в документации производителя; превышение допуска считается критерием замены. Измерение диаметра шеек коленчатого вала производится с шагом проверки 90°; износ, превышающий предел восстановления путем шлифовки, обозначается как основание для замены. Притирочная и межзазорная проверка вкладышей производится калиброванными щупами; зазор масла при рабочем, прогретом состоянии сравнивается с эталонными значениями. Измерение овальности цилиндров производится хонингометром; превышение предельной величины восстановления через расточку требует смены блока или постановки ремонтного комплекта с увеличенным диаметром. Контроль поршневых колец включает измерение бокового зазора в канале и зазора замка; превышение нормативных значений считается основанием для установки новых компонентов. Допуск натяга шатуна и условие износа пальцев фиксируются по сервисной таблице. При наличии задиров или трещин на головке блока и седлах клапанов выполнение дефектовки с применением контрольных размеров производится до принятия решения о ремонте или замене.
Шлифовка и расточка блока
Шлифовка поверхности цилиндров производится станком с контролем биения. Расточка выполняется по пониженной посадке, соблюдение допусков фиксируется в протоколе.
Технологические размеры и допуски обработки
Указание технологических размеров оформлено в виде таблицы параметров обработки блоков и валов. Контроль диаметра цилиндров производится после расточки; допуск концентрации размера стороны цилиндра указан в 0,01 мм. Обработка плоскостей блока выполняется по параметру плоскостности 0,05 мм на длине 300 мм; Шлифование коленчатого вала допускает снятие металла до 0,5 мм с каждой шейки при соблюдении остаточной прочности. Контроль биения шейки производится с пределом 0,02 мм. Ремонтные размеры поршней и цилиндров определены по посадочным зазорам; величина масляного зазора для шатунных вкладышей указана 0,02–0,05 мм. Обработка направляющих клапанов предусматривает допуск износа 0,15 мм по диаметру. Монтажные зазоры между цилиндром и кольцами фиксируются в паспорте двигателя и пересчитываются по эскизам сборки.
Обработка коленчатого вала
Шлифовка шеек выполняется по заданным размерам. Восстановление геометрии производится центровкой. Контроль овальности и биения осуществляется измерениями.
Шлифовка шеек и восстановление геометрии
Контроль состояния шеек коленчатого вала производится перед обработкой. Замер биения и цилиндричности выполняется измерительным прибором с погрешностью не более 0,01 мм. Шлифовка шеек выполняется в условиях станции с балансировкой шпинделя. Применение абразивных кругов по металлу с зернистостью, соответствующей допустимым шероховатостям, предусматривается согласно технологической карте. Восстановление геометрии производится последовательным снятием слоя с контролем диаметра после каждого прохода. Допуск по овальности после обработки ограничивается 0,005 мм. Контроль шероховатости поверхности проводится после полирования. Отрицательное смещение биения устраняется повторной шлифовкой и финишной обработкой. Документация о параметрах и измерениях прилагается к исполнительной ведомости.
Замена поршней и колец
Подбор поршней и колец по заводским номерам. Измерение посадочных диаметров. Контроль натяга колец. Монтаж с указанием зазоров и смазки.
Подбор комплектующих и допуски посадки
Подбор комплектующих производится по каталогам производителя и по межоперационным размерам, указанным в технической документации двигателя 5.0 V8 Twin Turbo. Применение оригинальных деталей допускается при наличии маркировки и сертификатов соответствия. При подборе поршней учитываются номинальный диаметр и ремонтные размеры цилиндров, при подборе колец учитываются зазоры замка при рабочей температуре. Подбор вкладышей осуществляется по размерной группе и по толщине шлифовки шеек коленвала. Для направляющих клапанов указывается посадочный диаметр и натяг в седле. Подбор сальников производится по наружному диаметру и по материалу, стойкому к маслам и температурному режиму. Подбор прокладок головки блока производится с учётом толщины и материала, допускаемой рабочей температурой и давлением в камерах сгорания. Допуски посадки фиксируются в ведомости деталей и в карте технологических операций. Допуски на масляные зазоры вкладышей указываются в таблице: минимальный, номинальный, максимальный; контроль производится после шлифовки и перед сборкой. Применение ремонтных размеров допускается при документальном подтверждении обработки и при наличии соответствующих сертификатов на инструментальные операции.

Замена шатунных и коренных вкладышей
Демонтаж коленвала производиться. Вкладыши старые извлекаются. Подбор новых по заводским допускам. Монтаж с заданным масляным зазором и моментом затяжки.
Контроль масляного зазора и монтажные требования
Определение масляного зазора производится измерением подкладок и вкладышей с использованием микрометра и щупов. Замеры фиксируются по каждому шатунному и коренному месту. Сопряжение шеек и вкладышей подлежит оценке по радиальной биении и овальности. При выявлении отклонений сверх указанных допусков проводится подбор вкладышей с увеличенной или уменьшенной толщиной. Монтаж вкладышей выполняется с учётом направления смазочных канавок и маркировки посадочных поверхностей. Контроль осевого перемещения коленчатого вала проводится после установки подшипников и затяжки крышек.
Застёжка крепёжных элементов производится по этапам затяжки с применением динамометрического ключа. Моменты затяжки протоколируются. Применение герметиков допускается в соответствии с технической документацией производителя. Проверка масляного давления после сборки проводится на прогретом агрегате при установленной минимальной частоте вращения. Результаты измерений вносятся в отчет.

Ремонт или замена головки блока цилиндров (ГБЦ)
Демонтаж ГБЦ производится. Контроль плоскостей и клапанных направляющих выполняется. Замена седел и проверка герметичности производится.
Контроль плоскостей, замена направляющих и седел
Проверка плоскостей ГБЦ производится путем измерений и визуального контроля. Замеры плоскости выполняются с использованием конусной щуповой линейки и индикаторной стойки. Допуск искривления поверхности определяется по табличным данным производителя. При превышении допусков запланировать фрезеровку плоскости. Контроль плоскостей клапанных чашек проводится микрометром и нутромером. Замена направляющих клапанов производится при износе, выявленном по зазору втулки-клапан. Подбор направляющих осуществляется по внутреннему диаметру и материалу. Седла подлежат дефектовке на трещины и износ фаски. При превышении износа седла подлежат проточке и запрессовке новых вставок с последующей притиркой. После работ измерения и записи значений обязательны.
Сборка двигателя
Сборка производится поэтапно. Контроль посадочных мест и моментов крепления. Применение новых уплотнений. Регистрация соблюдения технических крутящих моментов.
Последовательность сборочных операций и проверка крутящего момента
Сборка двигателя выполняется по этапам. Подготовка компонентов включает очистку, промывку и осмотр совместимости деталей. Установление вкладышей осуществляется с применением калиброванных приспособлений. Подача коленчатого вала в постель производится с контролем соосности. Притягивание коренных крышек осуществляется по фазовой схеме с поэтапным увеличением момента. Притяжение шатунных болтов выполняется в два этапа с контролем углового поворота. Прокладки головок подготавливаются к монтажу с контролем толщины. Момент затяжки головок выполняется в три этапа с фиксацией значений в ведомости. Торцевые винты и фланцы притягиваются по указанным таблицам. Контроль крутящего момента проводится крутильным инструментом с поверкой его калибровки. Заполнение смазочной системы осуществляется перед пуском. Протяжка всех резьб после обкатки производится по регламенту.
Режимы обкатки и контроль параметров в процессе
Обкатка двигателя 5.0 V8 Twin Turbo проводится по поэтапному регламенту с фиксацией параметров. Первичный режим предусматривает прогрев до рабочей температуры при частоте вращения холостого хода и контроле утечек. В процессе измеряеться давление масла в магистрали высокого давления и в картере; регистрируются показания датчиков температуры охлаждающей жидкости и смазочной системы. Вторичный режим включает постепенное повышение нагрузки с чередованием оборотов и удержанием в установленных диапазонах для стабилизации зазоров. Производится запись расхода топлива и коррекция топливных карт по измерениям. Контроль компрессии после обкатки не осуществляется, если замена компонентов проведена с соблюдением допусков. Фиксация отклонений производится в актах дефектовки с указанием величин и предложенных мероприятий.
Настройка и окончательная проверка
Настройка систем впрыска и наддува производится после обкатки. Окончательная проверка проводится по параметрам давления, смеси и оборотов холостого хода.
Регулировка систем впрыска, наддува и холостого хода
Настройка топливной карты производится через диагностический интерфейс производителя с применением калибровочных таблиц для 5.0 V8 Twin Turbo. Измерение давления топлива выполняется на рампе с подключением манометра и записью значений при разных режимах оборотов. Настройка форсунок производится по времени впрыска и симметрии подачи топлива между цилиндрами. Регулировка наддува осуществляется через контроллер турбокомпрессоров с фиксацией давление наддува и корректировкой целевых значений. Холостой ход настраивается путем калибровки управления ХХ в ЭБУ с регистрацией стабильности оборотов и параметров смеси. Диагностика обратной связи лямбда-зондов проводится по показаниям напряжения и коррекции топлива. Коды ошибок сохраняются в протоколе. Подгон параметров выполняется с учетом допустимых температурных и давлений рабочих режимов.
Отчетность и оформление результатов работ
Составление акта выполненных работ. Ведомость запчастей. Протоколы измерений компрессии и давления масла. Гарантийные условия прописываются в акте.
Содержание финального акта и ведомости выполненных операций
Финальный акт оформляется как документ, содержащий перечень выполненных операций, указание применённых запасных частей и материалов, а также результаты измерений и контрольных испытаний. Ведомость работ включает разделы: идентификация агрегата по VIN и номеру двигателя, перечень диагностических процедур с фиксацией исходных значений, протокол измерения компрессии по цилиндрам, протокол измерения давления масла при указанных оборотах и температуре, акт демонтажа с указанием состояния элементов, ведомость дефектовки с перечислением дефектных деталей и измерений, протокол шлифовки и расточки с указанием снятых припусков и допусков, спецификация установленных поршней, колец и вкладышей с номерами партий, заключение по контролю коленвала и ГБЦ, протокол сборки с момента затяжки и указанием моментов, запись режимов обкатки и подтверждающие параметры работы после настройки. Подписи ответственных исполнителей и штамп сервиса проставляются внизу документа.