

Описание услуги: проведение комплексной диагностики и ремонта двигателя Lincoln Aviator 3․0 V6 Twin Turbo․
Объект работ
Объект: двигатель Lincoln Aviator 3․0 V6 Twin Turbo 400 л․с․ 2020-н․в․ Описание: бензиновый турбированный агрегат․
Описание двигателя
3․0 V6 Twin Turbo, бензиновый, турбонаддув двухступенчатый․ Рабочий объём 3000 см3․ Мощность 400 л․с․ при номинальных оборотах․ Система непосредственного впрыска топлива․ Турбокомпрессоры с электронной системой управления давлением․ Система изменения фаз газораспределения; Блок цилиндров алюминиевый с чугунными гильзами․ Головка блока цилиндров алюминиевая с четырьмя клапанами на цилиндр․ Система охлаждения с электровентилятором и электронным термостатом․ Масляная система со встроенным масляным насосом высокого давления․
Модельный ряд и годы выпуска
Обслуживание двигателей серии 3․0 V6 Twin Turbo 400 л․с․ выполняется для моделей Lincoln Aviator, выпускаемых с 2020 года по настоящее время․ Применение двигателей контролируется по маркировке VIN и коду двигателя․ Обеспечение совместимости запасных частей производится по каталожным номерам производителя․ Версии с различной конфигурацией электронных систем учитываются при комплектации диагностического оборудования․ Обновления программного обеспечения ECU фиксируются по дате выпуска и версии ПО․
Объем и цели услуги
Объем работ: комплексная диагностика, оценка состояния, ремонт и настройка двигателя с документированием․
Перечень выполняемых операций
Диагностика электроники двигателя посредством специализированного сканера с записью кодов и параметров․ Оценка состояния узлов через визуальный и инструментальный осмотр с фиксацией дефектов․ Замеры компрессии топлива по цилиндрам с протоколированием результатов․ Измерение давления масла в различных режимах работы с графической регистрацией․ Снятие силового агрегата с применением подъемного оборудования и маркировки соединений․ Разборка блока с последовательной дефектовкой элементов․
Ожидаемые результаты ремонта
Восстановление рабочих параметров двигателя Lincoln Aviator 3․0 V6 Twin Turbo․ Возвращение компрессии к заводским допускам․ Восстановление давления масла в рабочем диапазоне при холостом ходе и под нагрузкой․ Обеспечение геометрии коленчатого вала и цилиндров в пределах ремонтных размеров․ Обеспечение зазоров поршневая группа-вкладыши в пределах технических нормативов․ Обкатка и адаптация систем управления для стабилизации рабочих режимов․ Выдача отчета с измерениями и перечнем выполненных операций․
Подготовка к приему автомобиля
Оформление заказа производится документально․ Предоставление ПТС и сервисной истории․ Заполнение бланка приёма․
Документация и регистрация заказа
Оформление заказа производится с фиксацией идентификационных данных автомобиля, VIN и комплектации двигателя 3․0 V6 Twin Turbo․ Запись выполняется в электронную базу с указанием пробега, даты приема и перечня требуемых работ: диагностика, измерение компрессии, измерение давления масла, демонтаж, разборка, дефектовка, шлифовка, расточка, замена поршней, колец, вкладышей, головки блока, сборка, обкатка, настройка․
Документы прилагаются в печатном и электронном виде․ Акт приема-выдачи составляется с перечислением комплектующих, расходных материалов и ориентировочных сроков выполнения работ․ Гарантийные обязательства фиксируются в заказ-наряде с указанием условий покрытия отдельных узлов и предельных нагрузок․ Выставление счета производится на основании утвержденного сметного расчета․
Визуальный осмотр перед диагностикой
Осмотр корпуса двигателя выполнен с целью фиксации внешних дефектов и утечек․ Фиксация состояния уплотнений, прокладок, масляных и охлаждающих коммутаций произведена с использованием фотопротокола․ Оценка состояния воздушного фильтра, патрубков и турбинного контура выполнена визуально․ Проверка уровня и цвета масла зафиксирована в карточке․ Осмотр креплений и навесного оборудования проведен с контролем люфтов․ Запись обнаруженных дефектов направлена на формирование диагностического задания․

Диагностика двигателя
Электронная диагностика контроллеров и датчиков выполняется․ Механическая инспекция узлов проводится последовательно․
Электронная диагностика систем управления
Подключение диагностического сканера к OBD-разъему․ Считывание кодов неисправностей управления двигателем, турбонаддувом и системой подачи топлива․ Снятие и фиксация параметров датчиков в реальном времени: давление во впуске, угол опережения зажигания, температура охлаждающей жидкости, расход воздуха․ Выполнение адаптаций и калибровок блоков управления после ремонта․ Сохранение отчетной записи о найденных кодах и параметрах․ Протоколирование выполненных процедур с указанием времени и версий ПО․
Механическая инспекция узлов и агрегатов
Проведение механической инспекции направлено на выявление дефектов в двигателе Lincoln Aviator 3․0 V6 Twin Turbo․ Визуальный осмотр комплектующих совмещён с инструментальными замерами зазоров клапанов, люфтов приводных элементов и состояния ремней и цепей․ Проверка натяжения приводных ремней и состояния роликов производится по заводским параметрам․ Замеры взаимного расположения коллекторов и турбин выполнены с использованием калиброванных шаблонов․ Состояние патрубков и фитингов оценено по признакам утечки и деформации․ Результаты задокументированы и внесены в отчёт․
Оценка состояния деталей
Визуальная и инструментальная дефектовка выполнена; износ измерен; годность деталей классифицирована согласно допускам․
Критерии оценки износа поршневой группы
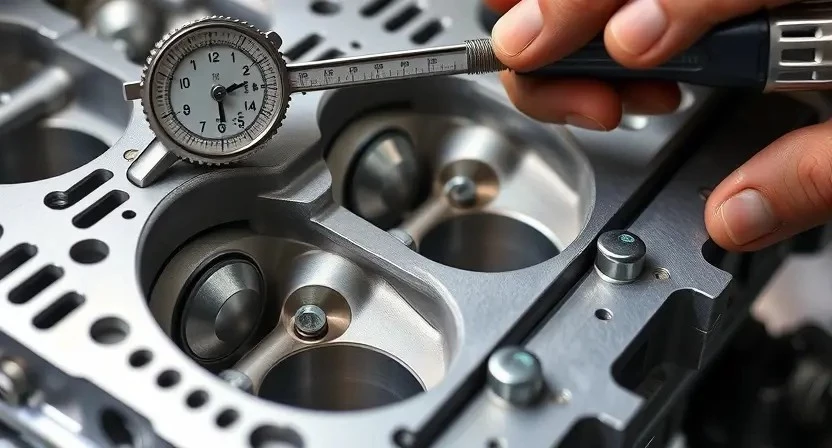
Визуальная дефектовка поверхности поршней производится на наличие трещин, задиров, выхватов․ Измерение диаметра поршней выполняется микрометром по оси и в нескольких точках․ Оценка износа канавок под кольца производится щупом и микрометром; зазоры сравниваются с заводскими допусками․ Контроль высоты поршня и бокового люфта в цилиндре производится на калиброванных приспособлениях․ Измерение износа коренных точек и насечек проводится инструментом нервационного контроля․
Критерии оценки состояния коленчатого вала и вкладышей
Визуальная оценка поверхностей коленчатого вала производится на наличие задиров, рисок, трещин и деформаций․ Измерение диаметров шеек осуществляется микрометром по рекомендованным допускам производителя․ Контроль биения производится индикатором часового типа при установке на опорах․ Оценка вкладышей включает проверку следов износа, следов усталости металла и коррозии․ Замер масляных зазоров производится пластинчатым методом с заданной толщиной щупа и сравнением с заводскими значениями․
Измерение компрессии
Проведение измерений компрессии производится со снятием свечей, применение манометра высокого давления и фиксация по цилиндрам․
Методика проведения замеров
Подготовка двигателя к замерам заключается в обеспечении рабочей температуры и установке цилиндров в ВМТ при закрытых клапанах․ Подключение манометра компрессии производится к свечному отверстию через переходник с уплотнением․ Проведение серии измерений предполагает не менее трех пусков стартером с фиксацией максимальных значений․ Снятие показаний производится при отключенной системе впрыска топлива и отключенном зажигании для исключения искрообразования․ Усреднение результатов вычисляется по цилиндрам для выявления разброса․
Интерпретация результатов
Результаты замеров компрессии сопоставляются с нормативами производителя для двигателя 3․0 V6 Twin Turbo․ Отклонения давления означают износ поршневой группы, протечки в ГБЦ или проблемы с клапанами․ Падение компрессии в одном цилиндре указывает на локальный дефект․ Снижение давления масла ниже штатных значений при холостом ходе и под нагрузкой указывает на износ вкладышей или засор масляной магистрали․ Диагностические данные документируются․ На основании данных формируется перечень ремонтных операций с указанием приоритетности․
Измерение давления масла
Измерение производится манометром высокого диапазона․ Замеры выполняются на холостом ходу и под нагрузкой двигателя․
Последовательность измерений под нагрузкой и на холостом ходу
Проверка давления масла начинается с прогрева двигателя до рабочей температуры․ Подключение манометра производится к адаптеру корпуса масляного фильтра или к штатному штуцеру․ Замер на холостом ходу фиксируется при установленной частоте вращения ХХ․ Для замера под нагрузкой применяется имитация нагрузки через дроссель или нагрузочный стенд; показания регистрируются при нескольких ступенях оборотов․ Снимание данных производится циклически с фиксацией времени и температуры․ Сравнение с эталонными значениями проводится по каждой точке измерений․ Отклонения документируются с указанием величины и вероятной причины․
Анализ полученных показателей
Свод измерений компрессии и давления масла представлен в табличном формате для дальнейшей оценки․ Отклонения от нормативов выделены и классифицированы по степени критичности․ Понижение компрессии в отдельных цилиндрах связано с износом поршневой группы или нарушением герметичности клапанов․ Низкое давление масла при холостом ходе указывает на износ опорных поверхностей или загрязнение масляной системы․ Резкие колебания параметров трактуются как указание на механические повреждения или нарушение уплотнений․ Формулировка выводов сопровождается перечнем требуемых контрольных процедур и выбором методов дефектовки для подтверждения причин․

Демонтаж двигателя
Снятие силового агрегата производится по этапам: отсоединение электроразвязки, слив жидкостей, демонтаж навесных узлов, фиксация на траверсе, подъем и транспортировка в сборочный пост․
Этапы снятия силового агрегата с автомобиля
Подготовка места работ: обеспечить ровную поверхность и напольное освещение․ Оградить рабочую зону․ Электропитание отключается․ Батарея отсоединяется․ Слив топливной системы производится через специализированный стенд․ Охлаждающая жидкость и моторное масло сливаться в отдельные ёмкости․ Подкапотные соединения маркируются․ Система выпуска демонтируется частично․ Воздушный тракт отсоединяется․ Тросы управления и провода извлекаются из разъёмов․ Опоры двигателя освобождаются поочередно․ Подвес агрегата производится домкратом с траверсой․ Крепления коробки передач отсоединяются․ Подвешенный агрегат смещается из моторного отсека на подставку для транспортировки․
Разборка агрегата
Порядок разборки соблюден: демонтаж вспомогательных узлов, удаление навесного оборудования, отключение трубопроводов и электропроводки․
Порядок разборки головки блока и блока цилиндров
Подготовка места и инструментов․ Отсоединение магистралей и электропроводки производится перед демонтажем․ Снятие навесного оборудования и выпускного коллектора выполняется для доступа к головке блока․ Демонтаж крышек клапанного механизма проводится по установленной схеме и поэтапно, фиксирование очередности болтов сохраняется․ Головка блока снимается после ослабления крепежа по диагонали․ Блок цилиндров выставляется на планшайбу для разборки․ Продувание масляных каналов и маркировка деталей выполняются до дефектовки․
Дефектовка деталей
Визуальный осмотр выполнен․ Контроль размеров произведён․ Нерабочие элементы помечены для замены или восстановления․
Методы неразрушающего контроля и замеры допусков
Выполнение контроля производится спектром методов для оценки целостности компонентов․ Визуальный контроль деталей под микроскопом применяется для обнаружения трещин и коррозии․ Магнитопорошковый контроль используется для выявления поверхностных и подповерхностных дефектов в корпусных деталях․ Ультразвуковая дефектоскопия применяется для определения глубинных дефектов и контроля сварных соединений․ Контроль размеров выполняется микрометрами, индикаторами и нутромерами․ Контроль плоскостей производится щупами и индикаторами с фиксацией отклонений․ Замеры шероховатости выполняются профилометром․ Результаты документируются с указанием допусков по заводским нормативам․

Шлифовка и расточка
Шлифовка коленвала производится на специализированном оборудовании․ Расточка цилиндров выполняется по ремонтным размерам․
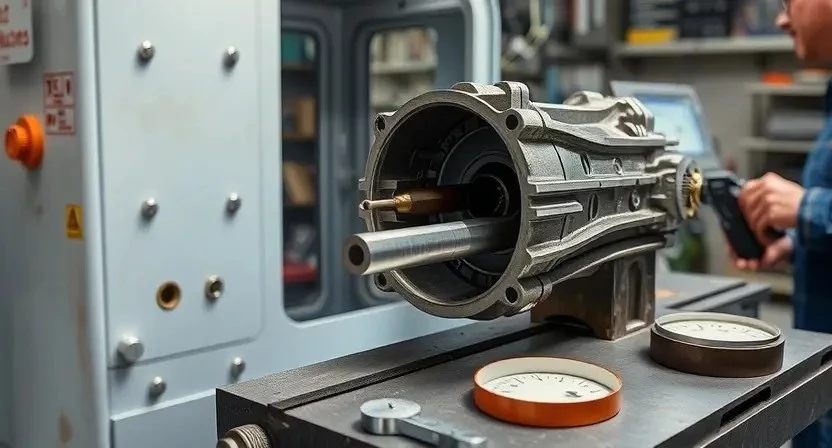
Шлифовка коленчатого вала
Подготовка вала к обработке включает очистку рабочей поверхности и маркировку дефектных шеек․ Замеры диаметров и биения выполняются микрометрами и индикатором, результаты фиксируются в отчете․ Шлифовка производится на специализированном станке с учетами допустимых припусков, допуски указываются в документации производителя․ После шлифовки выполняется полировка шеек и контрольная проверка шероховатости․ Балансировка коленвала выполняется до сборки двигателя․
Расточка цилиндров и контроль геометрии
Подготовка блока цилиндров производится к обработке․ Измерение износа выполняется микрометром и нутромером по длине и диаметру каждого цилиндра․ Расточка выполняется на станке с цифровым управлением в одном проходе по заданной программе․ Контроль соосности и цилиндричности производится индикатором и калиброванными щупами․ Контроль овальности и конуса фиксируется в протоколе измерений․ Замер шероховатости поверхности выполняется профилометром․ Финальная чистота достигается притиркой гильз и продувкой каналов․
Замена поршней и колец
Замена производится по результатам дефектовки․ Подбор по ремонтным размерам․ Контроль зазоров и приработка․
Выбор ремонтных размеров и допусков
Определение ремонтных размеров производить на основании заводских спецификаций и замеров рабочей поверхности․ Измерение диаметра цилиндров и поршней выполняется микрометром и нутромером с фиксацией результата в протоколе․ Подбор поршней по ремонтному размеру и класса допусков проводится с учетом зазоров при температуре корпуса 20°C․ Подбор вкладышей осуществляется по коду и классу, с контролем масляных зазоров после установки․ Применение сменных деталей по каталожным номерам фиксируется в акте․
Контроль посадки и зазоров
Контроль посадки поршней производится по внутреннему диаметру цилиндров с применением калибровочных щупов и микрометра․ Измерение зазора между кольцами и канавками выполняется по нормативным предельным значениям, фиксируемым в протоколе․ Посадка вкладышей проверяется с использованием линейки и микрометрической головки, измерение радиального зазора производится по масляному просвету․ Фиксация результатов производится в акте дефектовки и в карточке ремонта․
Замена вкладышей
Подбор вкладышей по каталожным номерам․ Установка по классам․ Контроль масляных зазоров после монтажа․
Подбор вкладышей по номерам и классу
Идентификация номеров корпусов и шейки коленчатого вала производится по маркировке на блоке и валу․ Подбор вкладышей осуществляется по заводским номерам, справочным таблицам и фактическим размерам шейки․ Классификация по классу проводится с учетом допусков зазора масла и толщины рабочей поверхности․ Выбор комплектов производится с ориентацией на минимальный масляный зазор при рабочей температуре․ Контроль качества включает измерение толщины вкладного слоя и проверку радиального зазора после установки․
Контроль масляных зазоров после установки
Измерение зазоров выполняется после установки вкладышей и коленчатого вала․ Измерительный щуп подбирать по номиналам производителя․ Замеры производить в нескольких плоскостях коренных и шатунных шеек для выявления перекоса․ Зафиксированные значения сравниваются с допусками ремонтного класса․ При превышении пределов выполняется корректировка посадочных мест или подбор вкладышей другого класса․ Регистрация результатов в акте дефектовки․ Испытание под давлением масляной системы проводится перед окончательной сборкой․
Ремонт и замена головки блока цилиндров
Демонтаж головки производится для дефектовки плоскостей и направляющих клапанов․ Ремонт плоскостей и замена седел выполняются в условиях специализированной мастерской․
Ремонт прокладки и плоскостей привалочных поверхностей
Демонтаж головки блока выполняется для освобождения поверхности прилегания․ Очистка привалочных поверхностей производится от отложений и герметиков с применением неабразивных растворителей и скребков․ Контроль плоскостности выполняется измерением щупом и индикатором часового типа, допуск плоскостности по технической документации․ Ремонт плоскостей включает шлифовку на специализированном станке при превышении допуска; при износе, влияющем на геометрию каналов, выполняется шлифовка с последующей доводкой․ Замена прокладки головки фиксируется по маркировке детали и классу материала․ Завершение работы фиксируется протоколом измерений и актом выполненных работ․
Замена клапанов, направляющих и седел
Демонтаж клапанной крышки и снятие клапанов выполняется для оценки износа․
Измерение биения стержней и посадочных мест производится микрометром и индикатором․ Изношенные клапаны подлежат замене․ Направляющие подвергаются проверке износа внутреннего диаметра; при отклонениях производится запрессовка новых направляющих с применением нагрева корпуса и охлаждения втулок․ Седла подвергаются расточке и притирке с определением углов посадки и глубины; при невозможности восстановления производится замена седел․ Контроль герметичности выполняется методом давления и визуальной инспекции․

Сборка двигателя
Сборка производится с контролем моментов затяжки․ Установка деталей выполняется по чертежам и заданиям допусков․
Контроль моментов затяжки и фаз газораспределения
Описание операции: контроль моментов затяжки выполняется по спецификации производителя с использованием калibrованного динамометрического ключа и таблиц моментов․ Фиксация значений производится в протоколе․ Установка фаз газораспределения производится с применением фиксирующих приспособлений на распредвалах и коленвале․ Совмещение меток производится по сервисной разметке․ Протяжка болтов головки блока выполняется в заданной последовательности и с указанными шагами угловой догазовки․ Результат фиксируется в акте․
Обкатка и испытания после сборки
Прогрев двигателя по этапам․ Контроль давления масла, утечек и температур․ Динамическая проверка под нагрузкой․
Процедуры прогрева, контроля давления масла и утечек
Прогрев двигателя проводится до рабочих температур, обеспечивающих стабильную циркуляцию моторного масла и нормирование вязкости․ Измерение давления масла выполняеться с использованием манометра на магистрали высокого давления при холостом ходе и под нагрузкой; фиксирование показателей в протокол․ Осмотр соединений выполняется с применением световых и оптических приборов․ Утечки выявляются посредством введения красящего состава в систему охлаждения и масляную магистраль; фиксация мест и объёмов потерь․ Регистрация результатов производится в отчётной документации․
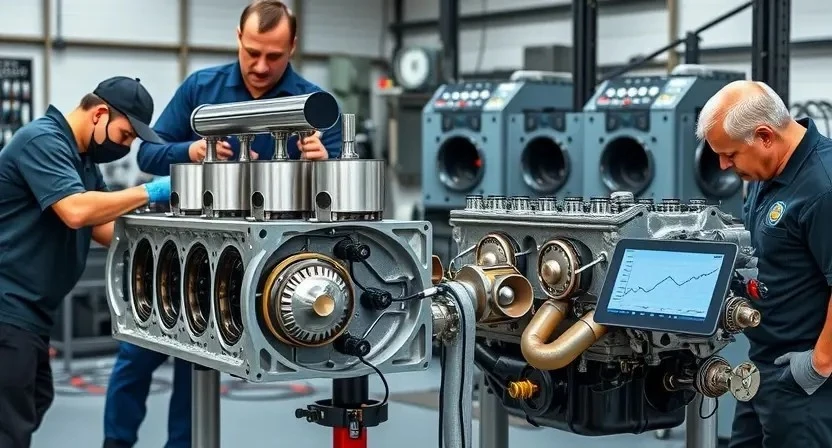
Динамическая проверка под нагрузкой
Проведение динамической проверки под нагрузкой включает последовательные этапы испытаний двигателя на стенде и на дороге при контролируемых режимах․ Замеры мощности, крутящего момента и расхода топлива выполняются при разных нагрузках․ Регистрация вибраций и звуков производится специализированными датчиками․ Контроль давления масла и температур осуществляется в реальном времени․ Фиксация ошибок блока управления сохраняется в диагностическом журнале․ Оценка проводится сравнительно с эталонными параметрами производителя․
Настройка и финальная проверка
Калибровка ЭБУ производится․ Адаптация датчиков выполнена․ Контроль утечек и давления масла проведён․
Калибровка систем управления двигателем и адаптация
Настройка ЭБУ выполняется после сборки двигателя и завершения обкатки․ Выполнение загрузки исходных параметров производится с использованием заводского программного обеспечения․ Адаптационные параметры топливной системы и управления турбонаддувом записываются в память контроллера․ Выполняется синхронизация датчиков угла поворота коленвала и распредвала․ Параметры холостого хода и коррекции подачи топлива фиксируются․ Испытание проводится под контролем диагностического оборудования; результаты протоколируются․
Оформление акта выполненных работ и гарантийные условия
Акт выполненных работ составляется после завершения всех операций, включенных в договор на ремонт двигателя Lincoln Aviator 3․0 V6 Twin Turbo․ В документ вносится перечень выполненных процедур, серийные номера заменённых деталей, измеренные параметры компрессии и давления масла, результаты механической дефектовки, применённые ремонтные размеры․ Подписанные копии акта прикладываются к наряду-заказу․ Гарантийные обязательства оформляются письменно․ Период гарантии указывается отдельно для работ и деталей․ Условия аннулирования гарантии прописываются в акте․