

Описание услуги по ремонту двигателя Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Перечень операций, объем проверок, цель документа.
Цель документа
Определение объема работ и формализация требований к ремонту двигателя Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Описание ожидаемых этапов обслуживания, включающее диагностику электронных и механических систем, оценку состояния цилиндропоршневой группы, измерение компрессии и давления масла, демонтаж и разборку агрегата, дефектовку деталей, проведение шлифовки и расточки блоков и коленчатого вала, подборку и установку поршней, колец, вкладышей, ремонт или замену головки блока цилиндров. Формулирование критериев приемки выполненных работ и контрольных параметров после сборки и обкатки, включая методику проверки герметичности и регулировки параметров управления двигателем.
Описание объекта работ
Объект: двигатель Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Указаны операции ремонта, проверок и контрольных процедур в объеме услуги.
Технические характеристики двигателя
Двигатель V6 3.0 Twin Turbo. Рабочий объем 2979 см3. Максимальная мощность 257 кВт при номинальных оборотах, пик крутящего момента 500 Н·м. Система питания ⎼ непосредственный впрыск топлива. Турбонаддув предусматривает две турбины с интеркулером. Система газораспределения DOHC с четырьмя клапанами на цилиндр. Степень сжатия указана в документации производителя. Смазочная система масляного распределения с масляным насосом высокого давления. Система охлаждения включает водяной насос, радиатор и термостат. Электронная система управления двигателем интегрирована с блоком управления турбонаддувом и системами контроля эмиссии. Подшипниковые зазоры и допуски варьируются в соответствии с заводскими спецификациями.
Область применяемости услуги
Услуга распространяется на двигатель Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Обслуживание для легковых автомобилей с бензиновым турбомотором.
Модельный ряд и годы выпуска
Модель Levante с бензиновым двигателем 3.0 V6 Twin Turbo, мощностью 350 л.с., выпускаться с 2016 года по настоящее время. Серийный индекс двигателя включает тип корпуса, турбонаддув и тип системы впрыска. VIN-шифровка и заводской код двигателя использоваться для точной идентификации модификации. Производственные года выпуска учитывать при подборе запасных частей и программного обеспечения ЭБУ. Выпуски с обновлениями ПО и аппаратными изменениями учитывать при планировании ремонтных операций. Нормативы обслуживания и интервалы регламентов различаться в зависимости от года и комплектации. Подбор штатных допусков и типоразмеров запасных частей производиться на основании кода двигателя и года изготовления.
Предварительная подготовка к работам
Освободить доступ к моторному отсеку. Подготовка подъемного оборудования. Подбор контрольных инструментов. Обеспечение запчастей и расходных материалов.
Оснащение и инструментарий
Перечень оборудования, инструментов и измерительных приборов, необходимых для выполнения полного цикла работ по двигателю Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Калиброванное диагностическое оборудование для считывания кодов и параметров ЭБУ. Компрессометр с адаптерами под бензиновые двигатели V6. Манометр для измерения давления масла с набором удлинителей и адаптеров. Подъемное оборудование грузоподъемностью не ниже 2000 кг для снятия агрегата. Стенд для испытания блока цилиндров и шлифовального узла. Прецизионные микрометры, нутромеры, щупы толщиномеры, индикаторы часового типа. Наборы динамометрических ключей с точностью ±3%. Приспособления для фиксации коленчатого и распределительного валов. Наборы съемников подшипников и ступиц, наборы для обработки седел клапанов. Балансировочный стенд для коленчатого вала. Гидравлический пресс с усилием не менее 50 т. Оборудование для промывки и обезжиривания деталей. Спиртовые и масляные фильтры специализированного назначения. Комплект уплотнений, прокладок и крепежа по каталожным номерам. Химически стойкие емкости для хранения рабочей жидкости. Стенд для притирки клапанов и кольцевой расточной станок с цифровой индикацией хода. Сварочное оборудование для восстановления резьбовых соединений. Инструмент для установки поршневых колец с контролем усилия. Испытательные стенды для контроля давления турбин и системы смазки. Поверенные термометры и датчики температуры. Канцелярская документация для фиксации этапов работ и результатов измерений.

Организация рабочей зоны
Площадка подготовки оснащена подъемником, рабочим столом и стеллажами. Размещение инструмента выполнено для минимизации перемещений и исключения перекрестного загрязнения.
Безопасность и требования к помещению
Организация рабочей зоны предусматривает выделение места с опорной поверхностью, выдерживающей массу двигателя и подъемного оборудования. Вентиляция должна обеспечивать обмен воздуха не менее четырех крат в час при применении сварочных или шлифовальных работ. Освещение должно обеспечивать уровень освещенности не ниже 500 лк на рабочей поверхности при контрольных операциях. Полы должны быть антискользящими, очищаемыми от масел и пропиток, обеспечено дренажное отведение жидкостей. Электросеть должна иметь защиту от короткого замыкания и заземление с сопротивлением не более 4 Ом. Хранение деталей производится на маркированных поддонах с поддоном-лотком для улавливания масла. Защитное ограждение устанавливается вокруг подъемного узла. Противопожарное оснащение включает огнетушители класса B и порошковые агрегаты, расположенные в пределах 10 м от рабочей зоны. Применение инструментов с изношенной изоляцией исключается. Персонал проходит инструктаж с подтверждением в журнале перед допуском к слесарным операциям.
Первичная диагностика
Снятие кодов неисправностей и чтение параметров ЭБУ. Регистрация ошибок. Снятие аварийных режимов. Формирование перечня дальнейших измерений и работ.
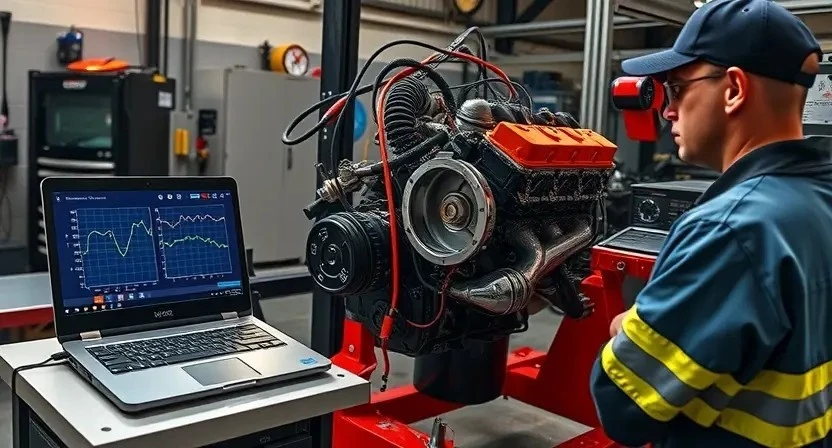
Снятие кодов неисправностей и параметров ЭБУ
Инициирование процедуры считывания памяти ошибок выполняется специализированным диагностическим оборудованием, совместимым с протоколами CAN и K-Line. Подключение диагностического разъема производится до запуска вспомогательных цепей. Считывание блоков управления двигателя, турбонагнетания и системы впрыска выполняется в отдельные операции. Полученные коды расшифровываются согласно справочным таблицам производителя и фиксируются в протоколе. Параметры календарного время работы, показания датчиков давления, температуры и угла опережения зажигания сохраняются в отчетном файле. Очистка кодов производится после фиксации данных. Повторное считывание выполняется для подтверждения сохранения актуальных кодов. Протокол прилагается к карточке ремонта.
Визуальная оценка состояния
Осмотр внешних узлов двигателя. Выявление течей, повреждений корпуса, коррозии фланцев. Фиксация дефектов в отчете для дальнейшей дефектовки.
Осмотр наружных узлов и коммуникаций
Визуальный осмотр направлен на выявление внешних повреждений и утечек. Оценка проводится по корпусам турбин, впускного коллектора, интеркулера и патрубков. Фиксация трещин, деформаций, следов коррозии и отпечатков текучих сред. Состояние хомутов, соединительных фланцев и уплотнений подвергается документированию. Электрические разъемы и проводка обследуются на предмет разрушения изоляции и ослабления контактов. Трубопроводы системы охлаждения и маслопроводы проверяются на наличие отслоений и пропусков. Шланги и фитинги оцениваются по мягкости и микротрещинам. Обнаруженные дефекты подвергаются классификации по степени критичности и оформляются в акт дефектовки для последующих ремонтных операций.
Измерение компрессии
Проведение измерений компрессии цилиндров. Применение манометра высокого давления. Фиксация показаний, регистрация отклонений, составление протокола.
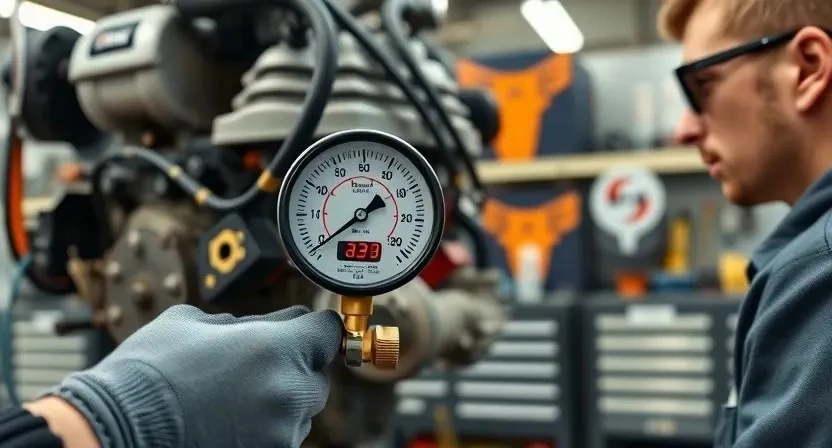
Методика и нормативные значения
Измерение компрессии производится посредством манометрического прибора высокого давления с адаптером для свечного колодца. Прокрутка коленвала выполняется стартером при отключенном зажигании и выведенных форсунках из цепи подачи топлива. Фиксирование показаний производится после трех последовательных замеров каждого цилиндра. Нормативное давление компрессии для данного двигателя составлено в диапазоне 11,5–13,5 бар при температуре двигателя 60–90 °C и оборотах прокрутки 200–300 об/мин. Разброс между цилиндрами не должен превышать 0,5 бар. При отклонении выполняется дефектовка цилиндропоршневой группы с последующей оценкой износа.
Измерение давления масла
Подключение манометра к масляному каналу. Прогрев двигателя до рабочих параметров. Фиксация показаний по оборотам и температуре. Сравнение с нормативами.
Последовательность измерений и контрольные показатели
Последовательность измерений давления масла устанавливается документально. Подготовка включает прогрев двигателя до рабочей температуры 90–100 °C. Подключение манометра выполняется к штатному порту масляного фильтра или к указанной в технической документации точке. Измерение производится на холостом ходу и при частичных открытиях дросселя при 2000 об/мин. Нормативные значения: на холостом ходу давление должно находиться в диапазоне 1,0–1,6 бар; при 2000 об/мин давление должно находиться в диапазоне 3,0–4,5 бар. Фиксация показаний осуществляется после стабилизации не менее 30 с. Превышение или понижение давления фиксируется с указанием возможных причин: износ масляного насоса, засор фильтра, ухудшение проходимости маслопроводов, повышенный люфт вкладышей. При расхождении с нормативами производится протоколирование с указанием измерительного оборудования, температуры и оборотов двигателя.
Решение о демонтаже двигателя
Критерии принятия решения: измерения компрессии и давления масла, наличие металлической стружки, трещин блока, горючие утечки. Демонтаж оправдан при критических отклонениях.
Критерии для перехода к снятию агрегата
Зафиксированные показатели компрессии ниже нормативных значений, превышение дифференциала давления между цилиндрами, подтверждённые данные утечек через основание головки блока цилиндров или через маслосъёмные кольца. Регистрация посторонних шумов, неустранимая гидравлическими регулировками, подтверждение люфтов шатунных и коренных шеек, наличие металлической стружки в магнитных пробках или масле. Фиксация давления масла ниже предельных значений при температуре рабочей, показания датчиков температуры и давления, подтверждающие перегрев или масляное голодание.
При обнаружении деформаций блока или трещин, визуально подтверждённых и измеренных, переход к демонтажу выполняется для предотвращения дальнейших повреждений и для обеспечения возможности полной дефектовки. Решение документируется с указанием измерений и фотофиксации.
Снятие двигателя
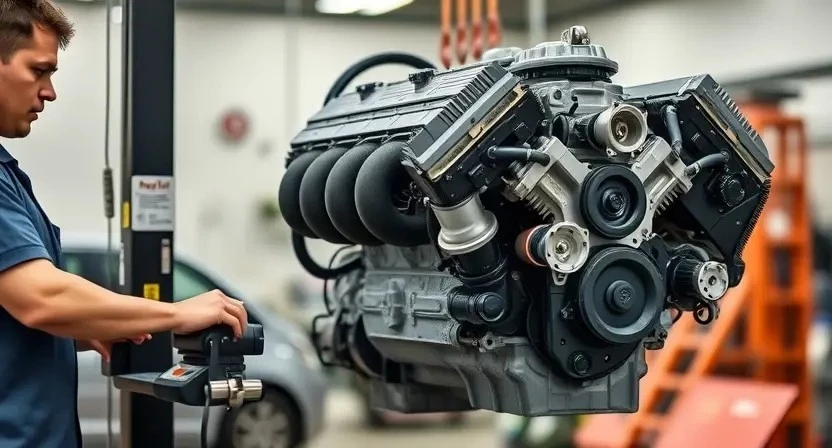
Отключение электропроводки и топливных магистралей. Демонтаж навесного оборудования. Подготовка креплений. Извлечение агрегата с применением подъемного оборудования.
Порядок отключения и извлечения агрегата
Электросистема отключается от батареи с фиксацией состояния цепей в журнале. Топливная магистраль обесточивается и давление топлива снижается через сервисный штуцер. Охлаждающая система дренажируется в подготовленную тару с маркировкой. Сливные отверстия закрываются заглушками после удаления жидкости. Подкапотные коммуникации маркируются и фіксируются зажимами для исключения перекручивания. Вакуумные линии снимаются с патрубков и утапливаются в поддон. Воздушный фильтр и впускной тракт демонтируются отдельной операцией с нумерацией креплений.
Крепления двигателя отворачиваются по схеме, указанной в руководстве производителя. Подвеска двигателя опирается на траверсу с равномерным распределением нагрузки. Поддомкрачивание кузова выполняется под усиленные точки. Усилительные опоры демонтируются после снижения нагрузки. Извлечение агрегата производится с применением подъемного механизма с контролем положения по осям.
Разборка двигателя
Разборка выполняется поэтапно. Демонтаж навесных агрегатов. Снятие головок блока. Извлечение поршней и шатунов. Маркировка деталей. Очищение узлов.
Последовательность разборочных операций
Снятие вспомогательных агрегатов производится после обезвоживания и отключения коммуникаций. Демонтаж воздуховодов и впускной системы выполняется с маркировкой соединений. Электропроводка и разъемы снимаются по очереди, при маркировке проводов обеспечивается идентификация. Слив моторного масла и охлаждающей жидкости производится в емкости с последующей утилизацией. Снятие топливной системы и магистралей выполняется при депрессуризации. Демонтаж выпускной системы и турбокомпрессоров осуществляется с фиксацией прокладок. Снятие газораспределительного механизма производится после блокировки валов. Снятие головки блока цилиндров выполняется по фазам с контролем усилий. Демонтаж поршней и шатунов проводится после маркировки цилиндров. Блок двигателя очищается от отложений перед измерениями.
Дефектовка деталей
Визуальный и инструментальный контроль узлов. Измерение биения, износа, трещин. Сопоставление с допусками. Маркировка брака и протоколирование результатов.
Методы определения износа и повреждений
Визуальный осмотр поверхности деталей выполняется с применением увеличительных приборов и направленной подсветки. Фиксация трещин, задиров, коррозии и следов перегрева производится фотофиксацией и занесением в карту дефектов. Контроль геометрии колец, поршней, шатунов и вкладышей выполняется измерением штангенциркулем, микрометром и индикатором часового типа с протоколированием показаний. Измерение биения и конусности производится на станциях с опорой на технологические конусы и оправки. Оценка степени износа цилиндров производиться поршневой калибровкой и профильным сканированием. Анализ микроструктуры металла производится металлографическим исследованием с получением микрофотографий. Контроль состояния направляющих клапанов и седел производится эндоскопией и измерением посадочных мест индикатором. Герметичность каналов и камер сгорания обеспечивается тестированием под давлением и методом обратной продувки. Испытание на износ масляных каналов производится методом потока и измерением потери давления в магистралях. Установленные параметры сравниваются с нормативными значениями завода-изготовителя и фиксируются в отчетной документации.
Шлифовка и расточка
Шлифовка блоков цилиндров и расточка выполняется по чертежам. Контроль диаметров и конусности. Применение притирочных паст и калибровочных инструментов.
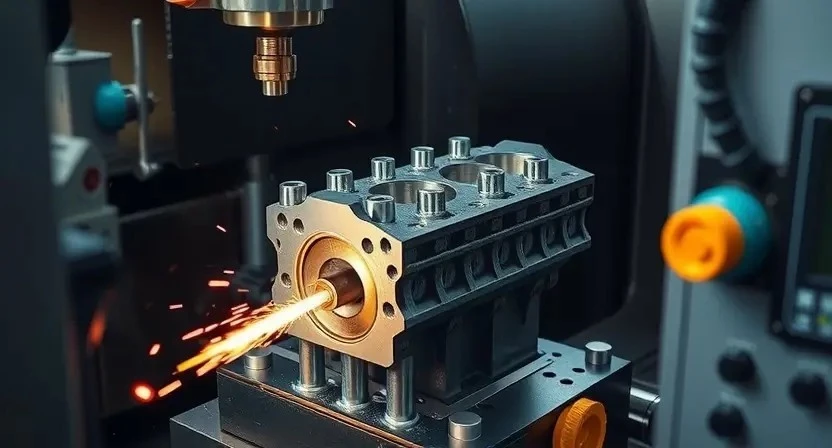
Параметры обработки и допуски
Указаны размеры и предельные отклонения для операций по цилиндрам, коленвалу, шейкам и направляющим клапанов. Обработка блоков цилиндров предусматривает расточку под ремонтный размер с указанием увеличения диаметра в миллиметрах и допусков на конусность и биение. Шлифовка коленвала регламентируется износом шейк и последующей шлифовкой с указанием ремонтных размеров вкладышей и предельных износов. Контроль торцевой плоскости головки производится с указанием макс. плоскостности в микрометрах. Подбор поршней и колец осуществляется по ремонтным размерам цилиндров и зазорам кольца-гильза. Монтаж вкладышей выполняется с учётом натяга и зазора масляного канала, указаны допустимые значения. Зазор клапанов после обработки седел определяется по ВСЕМ цилиндрам с распределением по ступеням ремонтных направляющих. Контроль крутящего момента при затяжке головки и шатуна приведён в таблице с указанием очередности и допуска крутящего момента.
Замена поршней, колец и вкладышей
Замена комплектующих производится по результатам дефектовки. Подбор по размерам и допускам. Монтаж с контролем зазорных величин и моментом затяжки.
Подборка и монтаж комплектующих
Подбор комплектующих производится на основе дефектовочной ведомости и технических паспортов двигателя Maserati Levante 3.0 V6 Twin Turbo 350 л.с. (2016–н.в.). Учитываются допуски, классы износа и марки материалов. Выбор поршней, колец и вкладышей осуществляется по размерным сериям после замеров цилиндров и шейки коленвала. Выбор головки блока и клапанных элементов выполняется по результатам проверки седел и направляющих. Подбор прокладок и уплотнителей производится с указанием материалов и толщин.
Монтаж комплектующих проводится по контролируемой процедуре. Смазка новых деталей производится специальными составами. Моменты затяжки гаек указываются в сборочной карте. Контроль за зазорами реализуется измерениями щупами и микрометром. Регистрация применённых артикулов и серий выполняется в отчётной документации.
Ремонт или замена ГБЦ
Диагностика ГБЦ выполнена. Оценка трещин, деформаций и износа. Подбор клапанов и сальников. Ремонт производится с контролем герметичности.
Диагностика седел клапанов, направляющих и герметичности
Визуальный осмотр седел клапанов и направляющих производится при демонтаже головки блока цилиндров. Оценка состояния выполняется с фиксацией износа, наличия раковин, борозд и выкрашивания металла. Измерение посадочных поверхностей седел выполняется нутромером и микрометром для определения биения и овальности. Контроль зазора направляющих производится нутромером и щупом с записью отклонений от нормативов. Испытание герметичности выполняется методом вакуумирования камер с применением индикаторных красок и масляных проб для выявления подсосов. Давление испытаний указывается в протоколе. При обнаружении дефектов фиксируются коды дефектов и предлагается перечень операций по восстановлению с указанием заменяемых компонентов и необходимых размеров допусков.

Сборка двигателя
Сборка производится по этапам: установка коленвала, шатунов, поршней с кольцами, установка вкладышей, затяжка по моментам, проверка углов фаз газораспределения.
Контрольные операции при обратной сборке
Контроль соответствия торцевых зазоров коленвала установленным допускам. Измерение обработанных поверхностей производится с применением микрометра и индикатора. Контроль осевого люфта вала выполняется при установке крышек. Фиксация момента затяжки крепежа производится с применением динамометрического ключа и протоколируется. Проверка соосности распределительных валов ведётся по шаблонам и индикатору часового типа. Контроль посадочных мест под вкладыши выполняется до установки масляных каналов. Сверка маркировки комплектующих производится по сопроводительным данным. Контроль зазоров поршневых колец выполняется в гильзе до сборки. Промывка внутренних полостей и фильтрующих элементов выполняется перед окончательной сборкой. Контроль герметичности прокладок и уплотнений проводится методом давления масла и визуальным осмотром после обкатки. Документация с результатами контрольных операций прилагается к распоряжению о приёмке работы.
Программа обкатки, проверка параметров и сдача работы
Обкатка проводится по поэтапной программе с регистрацией параметров. Первичный запуск выполняется на стенде при отсутствии нагрузки. Фиксация оборотов и температур производится через диагностический интерфейс. Планом предусмотрены интервалы работы на холостых оборотах, кратковременные прогрузы до рабочих оборотов и выдержки для стабилизации маслоподачи. Контроль давления масла ведется одновременно с замером температуры и уровней. Регистрация виниловых графиков давления и температуры производится для последующего анализа. Корректировка углов опережения зажигания и давления турбонаддува выполняется после достижения рабочих температур. Функции электронных систем адаптируются посредством сброса адаптаций и записи новых характеристик. Завершающим этапом считается тест-драйв по регламентированному маршруту с контролем динамики разгона и расхода топлива. Документирование результатов производится в форме протокола с подписями и отметками о соответствии параметров нормативам.