

Описание выполняемой услуги: диагностика двигателя Mastretta MXT 2.0 Turbo 2011–2014. Оценка состояния, измерения, демонтаж и подготовка к ремонту.
Описание объекта технического обслуживания
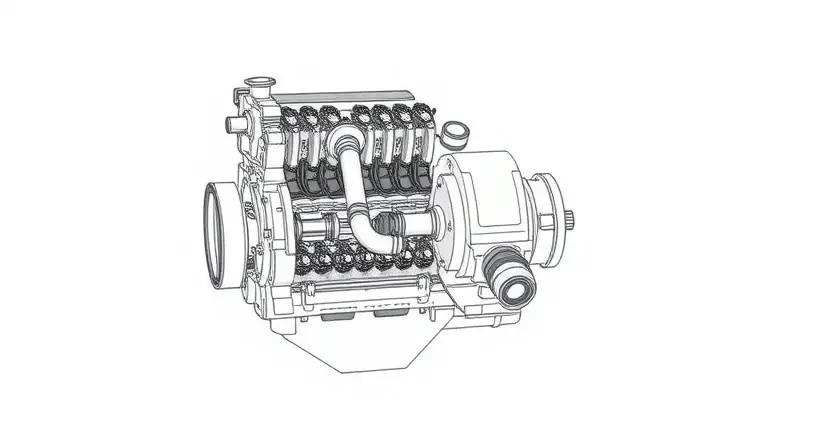
Объект представляет собой бензиновый рядный четырёхцилиндровый двигатель Mastretta MXT 2.0 Turbo 250 л.с. выпусков 2011–2014; Конструкция включает чугунный блок цилиндров, алюминиевую головку блока цилиндров с четырьмя клапанами на цилиндр, турбонагнетатель со сбросным клапаном и систему непосредственного впрыска топлива. Привод ГРМ зубчатый с натяжителем и направляющими. Система смазки масляным насосом с внешним фильтром и системой охлаждения с водяным насосом и термостатом. Электроника управляет турбонаддувом и фазами газораспределения. Комплектация предусматривает выпускной коллектор интегрированный с турбокомпрессором и воздуховод высокого давления.
Комплекс предоставляемой услуги
Предоставляется полный цикл работ по двигателю Mastretta MXT 2.0 Turbo 2011–2014: диагностика, оценка, ремонт, шлифовка, обкатка, настройка.
Перечень выполняемых работ
Состав работ включает комплексные операции по ремонту двигателя Mastretta MXT 2.0 Turbo 2011–2014. Диагностика электроники и систем управления. Считывание кодов ошибок и анализ параметров работы. Оценка состояния узлов и агрегатов. Измерение компрессии по цилиндрам с фиксацией показателей. Измерение давления масла в режимах холостого хода и нагрузки. Снятие двигателя с маркировкой коммуникаций и сливом рабочих жидкостей. Демонтаж навесных систем и агрегатов с последовательной укладкой компонентов. Разборка блока цилиндров с фиксацией износа и дефектов в протоколе. Дефектовка поршней, колец, вкладышей и шатунов. Контроль коленчатого вала на биения и износ шеек. Шлифовка поверхностей блока и коленвала с соблюдением технологических допусков. Расточка цилиндров с выбором ремонтного размера. Подбор и замена поршней, колец и вкладышей с документированием применённых комплектов; Ремонт головки блока цилиндров: шлифовка плоскости, оценка седел клапанов и замена направляющих при необходимости. Сборка двигателя с контролем моментов затяжки и зазоров. Обкатка двигателя по программе и повторная диагностика параметров работы. Настройка систем управления и составление итогового отчёта о выполненных работах.
Предварительная документация и подготовка
Сбор руководств по Mastretta MXT 2.0 Turbo 2011–2014. Регистрация VIN, комплектация, сервисная история. Подготовка отчётных форм и перечней запасных частей.
Сбор технической документации на Mastretta MXT 2.0 Turbo 2011–2014
Сбор руководств по ремонту и обслуживанию двигателя. Запрос электронных и печатных версий спецификаций на блок цилиндров, головку блока, коленчатый вал и поршневую группу. Извлечение схем моментов затяжки, предельных размеров допусков и показателей давления масла из заводских источников. Получение электрических схем систем управления двигателем и форсунок. Формирование перечня оригинальных и взаимозаменяемых деталей по каталожным номерам. Сбор инструкций по процедурам измерения компрессии и давления масла с указанием методик и применения калиброванных приборов. Документирование версий программного обеспечения ЭБУ и карт топливоподачи. Архивация полученных файлов в структурированную базу данных.

Организация рабочего места
Устройство рабочего места подготовлено: стойка двигателя установлена, очистка поверхности выполнена, освещение усилено, инструмент рассортирован по назначению.
Подготовка инструментов, оборудования и оснастки
Состав набора инструментов формализован: комплект метрических головок и трещоток, набор динамометрических ключей с диапазоном моментов до 200 Н·м, набор торцевых ключей, метрические и миллиметровые щупы для контроля зазоров. Оборудование для демонтажа представлено грузоподъёмным приспособлением с фиксатором, моторным стендом с возможностью регулировки угла и струбцинами для фиксации блока. Диагностическое оборудование включает сканер OBDII, компрессиметр с адаптерами под свечные отверстия, манометр для масляной системы с переходниками. Оснастка для расточки и шлифовки: оправки, приспособления для центровки, абразивные круги с зернистостью от 120 до 400, защитные кожухи. Контейнеры для маркировки и хранения мелких деталей подготовлены с разделителями и этикетками. Защитные средства включают перчатки, очки, защитные фартуки и вытяжные системы для удаления шлифовальной пыли. Инструмент калиброван и идентифицирован бирками с датой поверки.
Первичная визуальная проверка
Осмотр наружных узлов двигателя выполнен: выявлены утечки масла, следы коррозии, повреждения проводки и креплений. Фиксация дефектов произведена.
Осмотр наружных узлов и соединений двигателя
Осмотр поверхности блока и навесных узлов производится с целью выявления видимых повреждений и утечек. Визуальная оценка выполняется по уплотнениям, фланцам и резьбовым соединениям. Коррозионные очаги фиксируются в документации. Места течей масла и охлаждающей жидкости маркируются. Состояние шлангов и патрубков документируется с указанием износа и трещин. Электрические разъёмы осматриваются на предмет окисления и надёжности контактов. Крепёжные элементы проверяются на соответствие усилию затяжки по эталонным величинам. Резьбовые соединения оцениваются на наличие сорванной резьбы. Смазка приводных ремней и состояние натяжителей описываются. Опоры двигателя визуально контролируются на растрескивания и деформации.
Диагностика электроники и систем управления
Считывание кодов ошибок выполняется через диагностический разъём. Анализ параметров работы производится для подтверждения сбоев управления турбонаддувом.
Считывание кодов ошибок и анализ параметров работы
Выполнение считывания диагностических кодов проводится специализированным сканером, совместимым с протоколами ECU Mastretta MXT 2.0 Turbo 2011–2014. Сканирование выполняется в режиме чтения перманентной и временной памяти неисправностей. Результаты фиксируются в отчёте с указанием кодов P и U, временных параметров, частоты событий и условий возникновения. Параллельно выполняется регистрация рабочих параметров: обороты, угол опережения зажигания, давление турбины, давление топливной магистрали, температура охлаждающей жидкости, давление масла, коррекции подачи топлива и положение дросселя. Обработка данных производится с использованием калибровочных таблиц производителя. Сопоставление кодов с текущими параметрами позволяет выявить причинно-следственную связь отказов. Выявленные коды и параметры включаются в перечень ремонтных работ и в план дальнейшей дефектовки.
Оценка состояния блока и головки блока цилиндров
Осмотреть поверхность блока и ГБЦ на коррозию, трещины, износ. Замеры плоскостей и контроль геометрии. Фиксация дефектов в отчёте.
Контроль коррозии, трещин и деформаций поверхностей
Осмотр поверхности блока и ГБЦ производится визуально и с применением увеличительных приборов. Установление зон коррозии выполняется по изменению цвета и местной утрате металла. Определение трещин производится посредством капиллярного контроля или магнитопорошковой дефектоскопии на подготовленных поверхностях. Для выявления деформаций поверхности использовать плоскопараллельную плиту и щупы, замер производится вдоль и поперек рабочей плоскости. Измеренные значения сравниваются с заводскими допусками. Превышение допусков фиксируется в отчёте. При выявлении критических повреждений отмечается необходимость замены или расточки. Документирование результатов производится с фотофиксацией, протокол хранится в деле ремонта.
Измерение компрессии
Порядок замеров: снять свечи, установить манометр, прокрутить стартером, зафиксировать давление по цилиндрам. Сравнение с эталоном.
Последовательность замеров и интерпретация результатов
Определение последовательности измерений компрессии производится для установления состояния цилиндров. Подготовка включает прогрев двигателя до рабочей температуры, отключение системы зажигания и снятие форсунок. Измерение выполняется манометром через свечное отверстие при прокрутке стартером до стабильного показания. Повторность замеров по каждому цилиндру обеспечивает статистику. Протокол заполняется с указанием давления в каждом цилиндре и числа оборотов при замере. Сравнение значений проводится по допуску производителя. Снижение одного цилиндра на 15% относительно среднего признаётся критерием утечки. Ограничение отклонения между цилиндрами устанавливается в 10% для допусков. Распределение показателей используется для выбора дальнейшей диагностики клапанного механизма, поршневой группы или герметичности ГБЦ.
Измерение давления масла
Измерение давления масла производится в холодном и рабочем режимах. Замеры выполняються манометром через штатный порт, результаты фиксируются в отчёте.
Проверка давления в различных режимах работы двигателя
Подключение манометра к масляной системе производится через резервный порт или масляный фильтр с адаптером. Измерения выполняются при холодном запуске, при прогреве до рабочей температуры и при форсированном холостом ходе. Фиксация значений производится на оборотах холостого хода, на 3000 об/мин и на 4500 об/мин; Сравнение с нормативами завода-изготовителя производится по каждому режиму отдельно. Регистрация перепада давления при переходе с холостого хода на повышенные обороты производится с учётом временного лага. Отклонение показателей от нормы отражается в отчёте. Рекомендуемые действия по устранению снижения давления обозначаются в виде возможных причин: износ масляного насоса, увеличение зазоров в коренных и шатунных подшипниках, забитый масляный фильтр, нарушения в системе возврата масла. Диагностическая карта прилагается к заключению.
Подготовка к снятию двигателя
Фиксация автомобиля производится на подставках. Слив систем выполняется по очереди. Маркировка проводки и шлангов производится до демонтажа.
Фиксация автомобиля, слив жидкостей и маркировка коммуникаций
Фиксация транспортного средства производится на горизонтальной площадке с использованием стойкоприспособлений и противооткатных упоров. Подъём выполняется специализированным домкратом с указанием допустимой нагрузки. Отключение аккумуляторной батареи выполняется до начала работ по демонтажу; изоляция контактов обеспечивается крышкой или заглушкой. Слив топлива организуется в герметичные ёмкости, оборудованные системой отстоя и фильтрации. Слив охлаждающей жидкости выполняется через пробку радиатора или сливной кран блока; сбор производить в ёмкости с маркировкой состава. Слив моторного масла производится при прогретом двигателе до рабочей температуры для снижения вязкости и улучшения дренажа; отработанное масло утилизируется по нормативам. Маркировка коммуникаций выполняется цветовой кодировкой и нумерацией, с фиксацией в схеме расположения компонентов; клеммные соединения обозначаются бирками с указанием электроцепи. Гидравлические линии опорожняются с применением клапанов и заглушек, после чего выполняется запечатывание концов. Воздуховоды и вакуумные шланги маркируются стрелками направления потока и номерами посадочных мест. Слив трансмиссионной жидкости осуществляется при снятом приводном агрегате; сбор выполняется в отдельную ёмкость и утилизация по нормам. Фотодокументация подключений создаётся до демонтажа; схема присоединений прилагается к техническому заданию.
Снятие и демонтаж агрегатов
Фиксация автомобиля произведена. Слив жидкостей выполнен. Маркировка коммуникаций проведена. Навесные системы отключены. Электрика отсоединена.
Последовательность демонтажа навесных систем и агрегатов
Фиксация автомобиля производиться на подъёмнике с использованием двух стоек и опор. Отключение аккумуляторной батареи выполняется для исключения подачи напряжения. Слив охлаждающей жидкости и масла производится в подготовленную тару с маркировкой. Снятие воздухозаборного тракта и воздушного фильтра проводится для доступа к турбокомпрессору. Демонтаж интеркулера и патрубков производится по очереди с маркировкой фланцев. Отсоединение топливных магистралей и подачи топлива выполняется с применением защитных колпачков. Электрические разъёмы промаркированы и отключены. Снятие генератора и компрессора кондиционирования выполняется с ослаблением натяжения приводного ремня. Удаление радиатора проводится после отсоединения шлангов охлаждения. Демонтаж выпускного коллектора и турбины выполняется с контролем состояния шпилек и прокладок. Снятие датчиков давления и температуры производится с сохранением последовательности установки. Фиксация снятых компонентов осуществляется на поддонах с заполнением описи.

Разборка двигателя
Демонтаж навесных агрегатов выполнен. Снятие головки и картерной крышки произведено. Компоненты маркированы. Детали переданы на дефектовку.
Разборка узлов, фиксация износа и документирование дефектов
Процесс разборки двигателя выполняется по этапам с указанием последовательности и применяемых инструментов. Демонтаж навесных агрегатов проводится с маркировкой коммуникаций и соединений. Снятие головки блока осуществляется при соблюдении технологических моментов и фиксируется моментами затяжки при разборке. Разбор поршневой группы производится с фиксацией зазоров и износа кольцевых поверхностей. Шейки коленвала подлежат измерению биений и диаметра. Головка блока подлежит визуальной и измерительной проверке седел клапанов и направляющих. Все выявленные дефекты вносятся в форму дефектовки с фотографиями, размерами и рекомендацией по допусковым значениям, присвоением коду дефекта и указанием необходимой ремонтной операции. Документация оформляется в электронном и печатном виде для последующего контроля качества.

Дефектовка компонентов
Проведение дефектовки направлено на выявление износа поршней, колец, вкладышей. Фиксация размеров, зазоров и визуальных повреждений производится документально.
Оценка состояния поршней, колец, шатунных и коренных вкладышей
Проведение оценки начинается с очистки деталей от нагарных отложений и масла. Осмотр поверхности поршней производится на наличие механических повреждений, трещин и выкрошивания металла. Измерение диаметра цилиндра и поршня выполняется микрометром и нутромером для определения износа и овальности. Замер зазоров в замках поршневых колец выполняется в гильзе с фиксацией показаний. Оценка шатунных и коренных вкладышей осуществляется по толщине рабочего слоя, наличию рисок и задиров. Измерение биений шатунов и шеек коленвала проводится индикатором с фиксацией предельных значений. Документирование дефектов производится с фотографированием и внесением в протокол. Ремонтная необходимость определяется по сравнению с заводскими допусками.

Контроль состояния коленчатого вала и шатунов
Измерение биений и износа шеек производится микрометром. Измеренные значения фиксируются в отчёте. Допуск сравнён с нормативами.
Измерение биений, износа шеек и проверка на повреждения
Подготовка детали к измерению производится посредством очистки поверхности и удаления следов смазки. Установка коленчатого вала в приспособление обеспечивает фиксацию в рабочем положении. Замеры биений выполняются индикатором часового типа с точностью до 0,01 мм. Показания фиксируются по всей длине шейки. Измерение износа производится микрометром и нутромером для определения диаметра и овальности. Сравнение с заводскими допусками производится по таблице параметров. Осмотр на наличие трещин выполняется визуально и магнитопорошковым методом при наличии ферромагнитного материала. Повреждения, превышающие допустимые пределы, подлежат замене или восстановительной обработке. Документирование включает протокол с указанием места, величины и рекомендуемого вмешательства.

Шлифовка и расточка деталей
Шлифовка поверхности блока и коленвала выполняется по размерам ремонтной группы. Расточка цилиндров производится с контролем круглости и конусности.
Технологические параметры обработки коленвала и блока цилиндров
Определение размеров оправдано исходными допусками производителя. Величины предельного износа шеек коленвала и цилиндров установлены по технической документации. Шероховатость обрабатываемых поверхностей выбирается из каталога материалов и определяется по типу покрытия вкладышей. Температурный режим обработки должен соответствовать указаниям производителя абразивов. Скорость резания и подача устанавливаются по таблице для обработки чугуна и алюминия, с учётом твердости материала. Смазочно-охлаждающая жидкость подбирается с антикоррозионными присадками. Контроль размеров производится по завершении обработки измерительными головками и микрометрами; протоколирование результатов обязательно. Заправка инструмента и закрепление заготовки выполняются с использованием центровочных приспособлений и крепёжных планок; биения не превышают указанные пределы. Восстановление посадочных поверхностей допускается при наличии чертежных данных на ремонтную обработку.
Замена поршней, колец и вкладышей
Замена поршней выполняется с подбором диаметра по технической документации. Кольца заменяются комплектами. Вкладыши подбираются по классу износа.
Критерии подбора запчастей и порядок сборки поршневой группы
Выбор деталей производится по паспортным и ремонтным допускам производителя двигателя Mastretta MXT 2.0 Turbo 2011–2014. Применение новых поршней по диаметру и классу, кольцевых наборов по профилю и зазору, вкладышей по размерной группе и классу прочности. Материалы и покрытия должны соответствовать каталожным спецификациям. Контроль размеров выполняется микрометром и нутромером; зазоры замеряются щупом. Сборка поршневой группы производится в служебной зоне с чистотой не ниже класса чистоты сборочных операций. Порядок сборки: установка колец на поршень с ориентацией замков, монтаж поршня на шатун с применением оправки, запрессовка пальца с фиксацией стопорными элементами, установка вкладышей в крышки и блок с нанесением смазки на рабочие поверхности, затяжка шатунных болтов по моментам и последовательности, контроль осевого и радиального люфтов, документирование размеров и применённых деталей.
Ремонт и подготовка головки блока цилиндров
Демонтаж головки выполнен. Поверхность шлифована. Седла клапанов обработаны. Направляющие заменены. Испытания герметичности проведены.
Шлифовка поверхности, проверка седел клапанов и замена направляющих
Подготовка головки блока цилиндров производится на стенде для устранения дефектов плоскостей и восстановления геометрии. Шлифовка выполняется в несколько проходов с контрольными измерениями толщины, суммарного съёма и параллельности поверхностей. Контроль плоскостности производится щупом и индикатором с фиксацией показаний в протоколе. Состояние седел клапанов оценивается шаблоном и микрометром; изношенные седла подлежат расточке с последующей притиркой и запрессовкой новых вставок при отклонениях от допусков. Направляющие клапанов измеряются по внутреннему диаметру и биению; при износе производится замена комплектом нового класса точности, фиксация размеров в акте дефектовки. После замены направляющих производится контроль зазора между стержнем и направляющей, замеры осевого люфта и проверка свободного хода клапана. Ремонтные сборочные операции документируются с указанием применённых деталей и размеров, а также результатов послеоперационной проверки герметичности седел при давлении испытания;
Сборка двигателя
Сборка производится по технической карте. Контроль моментов затяжки, соответствие зазоров и размеров фиксируется в акте. Испытание проводится на стенде.
Контроль моментов затяжки, зазоров и размеров при сборке
Фиксация контрольных значений производится по регламентным таблицам производителя двигателя Mastretta MXT 2.0 Turbo 2011–2014. Моменты затяжки болтов коленчатого вала, шатунных крышек и головки блоков приводятся в технической карте. Затягивание выполняется в несколько этапов с применением динамометрического ключа и углового метода. Контроль зазоров клапанов и тепловых зазоров производится щупами с указанными предельными допусками. Измерение посадочных диаметров вкладышей и хонингование оцениваются микрометром и индикатором. Обусловление точности проводиться протоколированием результатов для каждой операции.
Обкатка и контрольные испытания
Обкатка проводится на стенде в несколько этапов: прогрев до рабочей температуры, постепенное увеличение нагрузки, мониторинг давлений и температур, контроль вибраций, запись параметров.
Настройка и финальная проверка
Калибровка систем управления производится после сборки. Контроль расхода масла и стабильности холостого хода выполняется при стандартных режимах.