
Оказание услуги по ремонту двигателя Maxus T90 2.0 Turbo дизель 215 л.с. включает диагностику, оценку состояния и план работ.
Общие сведения об автомобиле и двигателе
Автомобиль Maxus T90 2021–н.в. оборудован дизельным двигателем 2.0 Turbo мощностью 215 л.с. Конфигурация двигателя ― рядный четырехцилиндровый блок с турбонаддувом, непосредственным впрыском топлива и системой рециркуляции отработавших газов. Рабочий объем соответствует заводским допускам, маркировка агрегата присутствует на блоке цилиндров. Силовой агрегат оснащен масляной системой с масляным фильтром, системой охлаждения с термостатом и водяным насосом, а также современным электронным управлением топливной аппаратурой. Конструкционные материалы поршневой группы и коленвала стандартизированы для данной модели. Сервисные интервалы и рабочие допуски фиксированы в заводской документации.

Область применения услуги
Применение услуги ограничено двигателями Maxus T90 2.0 Turbo дизель 215 л.с. выпуска с 2021 года. Работы выполняются по полной технологии.
Перечень выполняемых операций
Диагностика электронных систем управления двигателя с применением профессионального сканера и логирования параметров. Считывание кодов неисправностей и анализ адаптивных значений. Замер компрессии цилиндров по регламентированной методике с документированием показаний. Контроль давления масла с подключением манометра к штатному месту и регистрацией кривой давления. Демонтаж двигателя с маркировкой креплений и снятием вспомогательных агрегатов. Полная разборка блока цилиндров и головки с учетом этапов и схемы упаковки деталей. Дефектовка поршневой группы, коленвала, вкладышей и направляющих клапанов с измерением износа. Расточка и шлифовка посадочных поверхностей с контрольными замерами геометрии. Замена поршней, колец и вкладышей с соблюдением допусков и зазоров. Ремонт или замена головки блока цилиндров с проверкой плоскостности и заменой седел клапанов. Сборка двигателя по документированной последовательности с применением указанных моментов затяжки. Обкатка с мониторингом параметров и последующая настройка топливной системы и коррекция давления топлива и наддува. Оформление акта выполненных работ и передача эксплуатационных предписаний.
Требования к рабочему месту и инструменту
Организация рабочего места предусматривает столы для узлов, подъемник, стенд для двигателя, набор динамометрических ключей, калибровочные щупы.
Оборудование для диагностики и измерений
Перечень специализированного оборудования и измерительных приборов утвержден для выполнения диагностики и контроля параметров двигателя Maxus T90 2.0 Turbo дизель 215 л.с. Комплект включает сканер протоколов OBD с поддержкой CAN и UDS, манометр компрессии с адаптера для свечных отверстий, цифровой манометр давления масла с насадкой для подключения в место датчика давления, осциллограф для анализа сигналов форсунок и датчиков, динамометрический ключ с набором моментов для сборки, микрометры и нутромеры для контроля износа, калиброванный щуп толщина поршневых колец, индикатор часового типа для контроля биения коленвала, стенд для шлифовки и расточки блока, подъемник двигателя с траверсой и маркировочными приспособлениями. Документирование параметров выполняется посредством печати протоколов и хранения цифровых записей.
Подготовка к приему автомобиля
Оформление наряда выполняется с указанием VIN, пробега, выявленных симптомов. Заполнение ведомости выполненных процедур и сроков.
Оформление наряда и регистрация данных
Оформление наряда производится при приеме автомобиля. В карточке наряда фиксируются модель, модификация двигателя, VIN, пробег и год выпуска. Диагностические работы регистрируются отдельными позициями с указанием времени начала и окончания. Внесение параметров производится по результатам входной визуальной инспекции и предварительной диагностики. Для операций по разборке и дефектовке указываются номера позиций, коды работ и предполагаемые сроки выполнения. В смете отмечаются запасные части с артикулами и стоимостью. Регистрация результатов измерений оформляется в протоколе с подписями ответственных специалистов.
Входная визуальная инспекция
Фиксация внешних дефектов моторного отсека. Осмотр крышки клапанов, патрубков, масляного поддона. Фотофиксация и регистрация повреждений.
Фиксация внешних признаков неисправностей
Визуальная регистрация дефектов выполняется до разборки. Фиксация проводится в письменном виде с фотофиксацией. Описание включает наличие масляных подтеков на блоке цилиндров, следы продуктов износа на корпусах навесных агрегатов, механические повреждения кронштейнов и крепежа, состояние патрубков и шлангов охлаждения, целостность корпуса масляного фильтра и посадочных поверхностей. Отмечается степень загрязнения радиатора и интеркулера, следы перегрева в зоне головки блока цилиндров, изменение цвета выхлопных газов при запуске и наличие посторонних шумов при проворачивании коленвала. Записи вносятся в сервисную карту для дальнейшей дефектовки.
Диагностика системы управления двигателем
Считывание кодов ошибок выполняется через OBD. Анализ параметров производится по живым данным. Протокол составляется для дальнейших работ.
Считывание кодов ошибок и анализ параметров
Считывание кодов ошибок выполняется специализированным диагностическим сканером с поддержкой протоколов двигателя Maxus T90 2.0 Turbo дизель 215 л.с. Коды фиксируются в отчете. Параметры работы двигателя снимаются в режиме реального времени: частота вращения, давление топлива, температура охлаждающей жидкости, давление наддува, массовый расход воздуха, угол опережения впрыска, показания датчика положения коленвала и распредвала. Сравнение параметров производится с нормативными значениями производителя. Корреляция кодов с параметрами позволяет выделить первопричину неисправности или определить необходимость дальнейшей инструментальной проверки. В случае наличия временных кодов производится их регистрация с указанием условий появления.
Оценка состояния моторного отсека
Осмотр моторного отсека выполнен: выявлены утечки масла и охлаждающей жидкости, состояние шлангов задокументировано, пробег зафиксирован.
Осмотр масляной системы, фильтров и патрубков
Визуальная и тактильная проверка масляного поддона, пробки слива и уплотнений выполнена для выявления течей. Замечены следы загрязнения около сливного отверстия и слабо зафиксированные болты пробки. Осмотр масляного фильтра произведён со снятием корпуса при необходимости; фиксирование состояния уплотнительного кольца и поверхности посадки выполнено. Анализ патрубков системы проводился на предмет трещин, вздутий и утечек; затяжки хомутов обследованы. Измерение толщины масляного шланга и эластичности проведено инструментально. Рекомендуемая дальнейшая процедура ⏤ замена фильтра при наличии загрязнений, замена повреждённых патрубков и повторная герметизация соединений перед запуском двигателя.

Измерение компрессии цилиндров
Подготовка: снять свечи накаливания, подключение манометра к свечным отверстиям, проворот коленвала стартером до стабильных показаний.
Подготовка и методика выполнения замеров
Подготовка двигателя к измерениям производится на холодном моторе при температуре охладителя близкой к рабочей. Уровень масла устанавливается по контрольной процедуре и фильтрация топлива подтверждается перед началом работ. Для замеров компрессии используется манометр с обратным клапаном и адаптер, соответствующий резьбе свечных колодцев или форсунок. Манометр присоединяется к цилиндру после удаления свечи зажигания или топливной форсунки. Момент проворачивания коленчатого вала задается стартером при отключенной системе впрыска топлива. Для исключения погрешностей выполняется три циклических снятия показаний на каждом цилиндре с фиксированием максимального значения. Показания сравниваются с заводскими техническими данными. Для измерения давления масла применяется манометр с подходящим переходником и точкой подключения на корпусе датчика давления масла. Давление фиксируется при холостом ходе и при работе на номинальных оборотах; регистрируется падение давления при повышении нагрузки. Все результаты фиксируются в журнале с указанием условий измерений, применяемого оборудования и идентификационных данных двигателя;
Анализ результатов компрессии
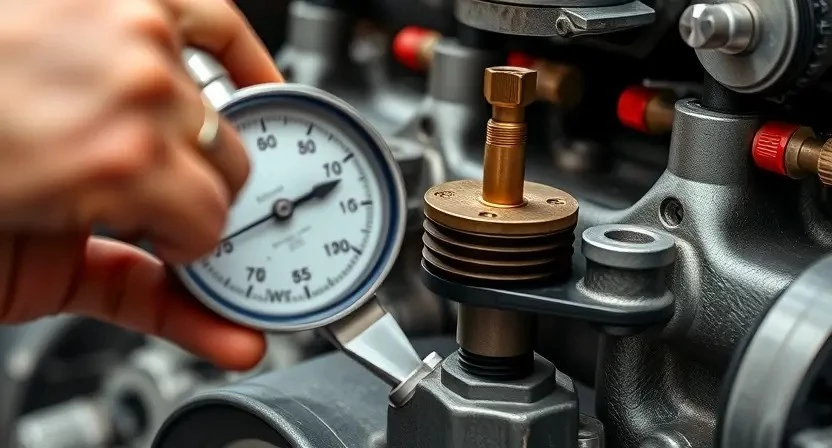
Измерение давления масла в системе
Подключение манометра к месту подачи производится до запуска. Контроль давления проводится при холодном и рабочем тепловом режимах двигателя.
Методика контроля давления и место подключения датчика
Подготовка измерительного контура начинается с обезвреживания системы и удаления излишков масла из магистрали. Подключение манометра производится к сервисной пробке на масляном фильтре или к штатному отводному соединению, обеспечивающему прямой доступ к масляной магистрали насоса; Применение адаптера с резьбовым уплотнением допускается при соблюдении посадочных параметров. Измерительный прибор должен иметь класс точности не ниже 1,6 и диапазон охвата до 10 бар. Старт двигателя производится при холодном моторе для контроля пускового давления. Снятие показаний выполняется при стабильных оборотах холостого хода, при 2000 об/мин и при нагрузке, фиксирование значений производится в журнале. Аналогично производится контроль при выключенной системе рециркуляции. Фиксация отклонений сопровождается протоколом с указанием момента измерения, модели прибора и номера адаптера.
Оценка результатов давления масла
Интерпретация показателей давления масла производится по табличным нормам. Отклонения классифицированы, причины перечислены и документированы.
Интерпретация показателей и выявление причин отклонений
Анализ результатов измерения давления масла и компрессии проводится с сопоставлением с нормативами производителя. Отклонение давления ниже допустимого значения характеризуется износом масляного насоса, засорением фильтра или увеличением зазоров в вкладышах. Низкая компрессия в отдельном цилиндре указывает на повреждение клапанного механизма, утечку через кольца или износ канавок поршневых колец.
Параметры регистрируются и сопоставляются по цилиндрам. При выявлении системных отклонений проводится оценка состояния масляных магистралей и масляного радиатора. При неравномерности компрессии выполняется исследование ГБЦ на трещины и герметичность клапанов. Документируется дефектная картина и предлагается перечень последующих диагностических операций.
Принятие решения о снятии двигателя
Оценка результатов диагностики и измерений компрессии и давления масла. Принятие решения о демонтаже при критических отклонениях.
Критерии для демонтажа и подготовка к работам
Установление причины демонтажа основывается на результатах диагностики ЭБУ, измерениях компрессии и давления масла. Демонтаж допускается при обнаружении: компрессии ниже допустимого ряда для данного двигателя, давления масла ниже паспортных значений при нормальном рабочем режиме, наличия металлических частиц в масляной системе, перекоса или заедания поршней, трещин или деформаций блока или головки. Планирование работ включает маркировку соединений, фиксацию положения распредвала и коленвала, слив рабочих жидкостей с последующей герметичной утилизацией. Перед демонтажем составление наряда и внесение данных в журнал выполненных операций. Подготовка места подразумевает обеспечение подъёмного оборудования с грузоподъёмностью, превышающей массу агрегата, наличие специальных стропов и подвесов с указанием точек крепления. Инструментарий должен быть комплектован моментными ключами, съёмниками, оправками для вкладышей и фиксаторами валов. Запасные прокладки и крепёж подготавливаться по каталожным номерам двигателя. Контроль безопасности производится средствами индивидуальной защиты и блокировкой электрических цепей.
Снятие двигателя с автомобиля
Демонтаж выполняется последовательно: отсоединение систем, слив жидкостей, маркировка проводки, креплений; подъём и снятие мотора.
Последовательность демонтажа и маркировка компонентов
Операция по снятию двигателя производится поэтапно. Слив топливной и охлаждающей жидкостей выполняется заранее. Снятие аккумулятора и разъединение электрических соединений осуществляется с фиксацией номеров проводов. Демонтаж навесного оборудования проводится по очередности: генератор, компрессор кондиционера, насос ГУР. Системные магистрали топливоподачи и воздуховоды отключаются с маркировкой места соединения. Корпус коробки передач отделяется от мотора с маркировкой положения болтов и прокладок. Подвес двигателя отсоединяется после установки подставок. Подвесной кронштейн крепится с указанием ориентации; Кронштейны и опоры маркируются цветовой кодировкой и номерной табличкой. Электронные блоки фиксируются в контейнерах с паспортом состояния. Маркировка компонентов содержит позиционный номер, направление установки и отметку о состоянии крепежных элементов. Параметры фиксации заносятся в акт демонтажа.

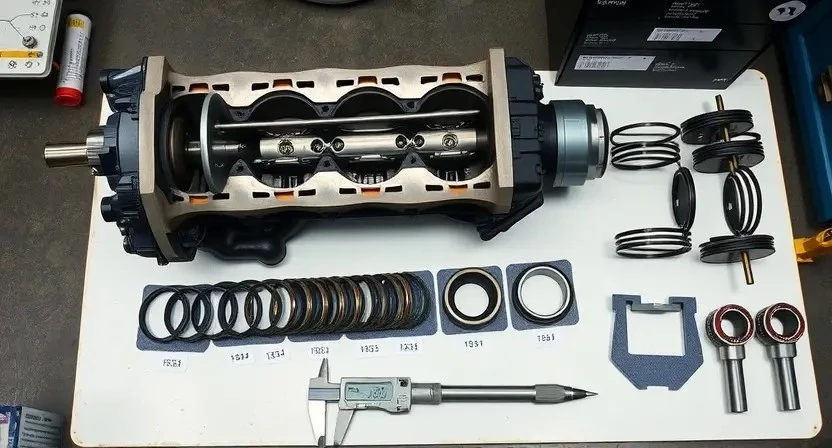
Разборка двигателя
Демонтаж узлов произведён по этапам. Маркировка компонентов проведена. Снятие головки, коллектора и навесного выполнено аккуратно.
Этапы разборки и учет деталей
Разборка двигателя производится по этапам с фиксированием состояния и маркировкой компонентов. Первым этапом выполняется снятие навесных агрегатов и магистралей, с последующей маркировкой соединений для сохранения последовательности сборки. Крышки распределительного вала и клапанные механизмы демонтируются отдельно. Поршневая группа извлекается с маркировкой цилиндров и обозначением направления установки. Шатуны отсоединяются с сохранением парности вкладышей и болтов. Коленчатый вал вынимается с фиксацией радиальных и осевых зазоров. Все детали промаркированы, упакованы и внесены в дефектовочный лист. Присутствие износа, трещин и термических повреждений фиксируется в протоколе.
Дефектовка узлов и компонентов
Оценка износа производится по параметрам: посадочные диаметры, зазоры вкладышей, состояние поршней и колец, изломы и коррозия поверхностей.
Оценка износа поршней, цилиндров, вкладышей и колец
Визуальный осмотр поверхности поршней выполняется при очищенном состоянии от нагара и отложений. Замеры диаметров поршней и размеров канавок для компрессионных и маслосъёмных колец выполняются поверочной штангенциркулем и микрометром. Контроль цилиндров проводится измерением овальности и конусности в трёх плоскостях с шагом по высоте 20 мм. Измерение задиров и расслоений выполняеться магнитной или красочной дефектоскопией. Оценка вкладышей производится путём измерения зазоров шатунных и коренных шеек коленчатого вала с использованием щупов. Износ кольцевых профилей определяется по свободному диаметру и высоте с учётом зазоров посадки. Сопоставление результатов с паспортными допусками становится основанием для решения о восстановлении обработки или замене узлов.
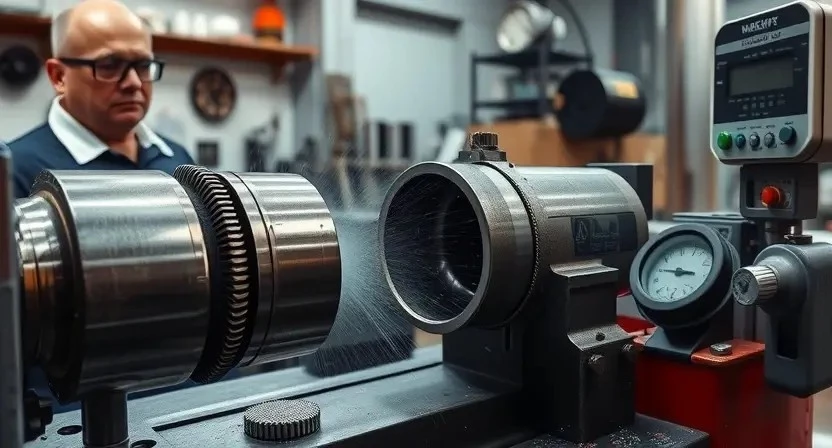
Шлифовка и расточка блока цилиндров
Обработка поверхности блока выполняется с контрольными параметрами; задана шероховатость, допуски и последовательность операций для восстановления геометрии.
Параметры обработки и контроль геометрии
Шлифовка и расточка блока цилиндров выполняются в соответствии с технологическими картами двигателя Maxus T90 2.0 Turbo дизель 215 л.с. Заданные припуски на обработку указываются в паспортных данных агрегата. Применение станков с цифровым управлением обеспечивает стабильность размера и формы рабочего отверстия. Контроль круглости и конусности производится индикатором и микрометром по каналу каждого цилиндра. Параметры шероховатости поверхности проверяются профилометром. Контроль соосности крышки и блока реализуется щупом и измерительной линейкой. Величина допустимого износа фиксируется в протоколе. Результаты сравниваются с нормативом производителя. Запись параметров обработки и допусков выполняется в технический отчет.
Восстановление и замена коленчатого вала и вкладышей
Контроль биения и износа коленвала выполнен. Изношенные вкладыши заменены. Балансировка коленвала произведена. Сборка по допускам выполнена.
Параметры посадки и контроль биения
Определение допусков посадки коленчатого вала и вкладышей производится по нормативным таблицам производителя. Измерение диаметра шийки выполняется микрометром с точностью 0,01 мм. Замер внутреннего диаметра коренных и шатунных посадочных производится нутромером или калибром-скользящим датчиком. Контроль биения коленвала в осевом и радиальном направлениях производится индикаторной установкой с закреплением на блоке и на масляном поддоне. Показания фиксируются при медленном проворачивании вала. Отклонение радиального биения свыше 0,05 мм рассматривается как критическое. Отклонение осевого биения свыше 0,15 мм требует разборки и правки деталей или замены. Подбор вкладышей производится по маркировке и контролю зазорных величин после установки.

Замена поршней и компрессионных колец
Замену поршней и колец провести по размерам, измерение зазоров выполнить микрометром, установка и калибровка узлов после сборки.
Технические требования к зазорам и сборке поршневой группы
Определение зазоров при сборке поршневой группы проводится по паспортным значениям двигателя Maxus T90 2.0 Turbo дизель 215 л.с. Для поршневых колец указывается радиальный зазор кольца в канавке и осевой люфт; измерение производится щупом и микрометром. Зазор между поршнем и цилиндром фиксируется по диаметру поршня и расточке блока; допускаемые отклонения указываются в таблице допусков. Посадка вкладышей выполняется с контролем масляного зазора после установки крышек; измерение производится индикатором и щупом. Смазка при сборке наносится антифрикционным составом. Момент затяжки коренных и шатунных болтов указывается в техдокументации и применяется после прогрева. Балансировка поршневой группы производится по массе поршней и пальцев с допуском по суммарной массе. Заполнение масляной магистрали производится перед запуском двигателя.
Ремонт или замена головки блока цилиндров
Диагностика ГБЦ выполнена; плоскостность измерена; шлифовка предусмотрена при деформации; направляющие и седла подлежат замене при износе.
Проверка плоскостности, шлифовка, замена направляющих и седел
Проверка плоскостности головки блока цилиндров выполняется на плитах с магнитной фиксацией и индикатором часового типа. Измерение производится в нескольких контрольных точках по сетке 50×50 мм, отклонения фиксируются в протоколе. При превышении допустимых допусков производится шлифовка на стационарном фрезерном станке с применением охлаждающей жидкости; величина снятого слоя указывается в акте обработки. Направляющие клапанов подлежат измерению по люфту и износу; замена производится подбором деталей по каталожным номерам. Седла подвергаются осмотру визуально и при помощи измерителей профиля; при обнаружении трещин или износа выполняется фрезеровка посадочной поверхности и запрессовка новых седел с последующей расточкой под допуски. Запрессовка и шлифовка производятся с контролем концентрации допусков и шероховатости; результаты вносятся в техническую карту.
Сборка двигателя
Сборка выполняется по контрольной карте. Установка коленвала, шатунов, поршней, ГБЦ производится с заданными моментами и допусками.
Последовательность установки компонентов и применяемые моменты затяжки
Установка коленчатого вала производится с использованием чистых опорных поверхностей и новых вкладышей. Посадочные поверхности смазываются моторным маслом. Основные коренные крышки затягиваються в два этапа: предварительная фиксация с моментом 20 Н·м, затем окончательная с моментом 60 Н·м по схемам крест-накрест. Шатуны устанавливаются с новыми вкладышами, смазка маслом на рабочих поверхностях, момент окончательной затяжки 40 Н·м по порядку цилиндров. Поршневые пальцы фиксируются стопорными кольцами, зазоры контролируются измерениями. Крышка ГБЦ устанавливается на новую прокладку, болты затягиваются в три этапа: 30 Н·м, 60 Н·м, угол 90°. Маховик фиксируется моментом 100 Н·м, ступичные соединения затягиваются по заводским данным. Контроль биений и люфтов выполняется после сборки.
Обкатка и начальная эксплуатация после ремонта
Обкатка выполнена по регламенту: плавный режим нагрузки, ограничение оборотов, контроль давления масла и температуры в первые 200 км.
Режимы обкатки, контроль параметров и первичная диагностика
Обкатка двигателя после капитального ремонта производится по этапному режиму. Первичный этап ⏤ прогрев при минимальных оборотах в течение установленного времени до достижения рабочей температуры. Второй этап ⏤ плавное увеличение нагрузки при ступенчатом повышении оборотов с выдержками для стабилизации давления масла и температуры. Третий этап ― эксплуатационные нагрузки на коротких дистанциях с контролем параметров.
Контроль параметров осуществляется регистрацией давления масла, температуры охлаждающей жидкости, температуры масла, оборотов холостого хода и остаточной компрессии после прогрева. Первичная диагностика выполняется по отклонениям показателей, по наличию посторонних шумов и по утечкам в магистралях.

Финальная настройка и проверка работы двигателя
Настройка топливной системы производится. Контроль давления и коррекция параметров выполнены. Проверка компрессии после обкатки произведена.
Настройка топливной системы, коррекция давления и проверка компрессии после обкатки
Настройка топливной системы производится с использованием стенда и манометра высокого давления. Программная коррекция карт производится через диагностический разъем при подключении к ЭБУ. Регулировка давления в рампе выполняется последовательным изменением положения регулятора давления и фиксацией показаний на холостом и рабочем режимах. Контроль утечек топлива осуществляется визуально и с применением индикатора давления. После обкатки двигателя выполняется измерение компрессии по цилиндрам с применением калиброванного компрессометра. Сравнение показателей производится с установленными техническими нормами производителя. Отчётность по результатам оформляется документально с указанием измеренных значений, поправок и выполненных настроек.
Документация и отчетность по выполненным работам
Акт выполненных работ оформлен. Протокол измерений приложен. Перечень замененных деталей и контрольные значения внесены в отчет.
Составление акта выполненных работ, передача рекомендаций по эксплуатации
Составление акта выполненных работ производится на основании выполненной диагностики, измерений и регламентных процедур. В акте указываются идентификационные данные транспортного средства, модель двигателя, проведённые операции: измерение компрессии, измерение давления масла, снятие, разборка, дефектовка, шлифовка, расточка, замена поршней, вкладышей, колец, головки блока цилиндров, сборка, обкатка и настройка. Фиксация контрольных параметров производится с указанием исходных и итоговых показателей. Включение в акт использованных запасных частей и применяемых расходных материалов обязательно. Передача эксплуатационных рекомендаций оформляется отдельным приложением, содержащее предписания по режимам обкатки, интервальному обслуживанию, рекомендованным маркам масла и топлива, а также ограничения по нагрузке и оборотам в период обкатки. Подпись и печать технической документации ставятся в соответствии с внутренними регламентами сервисного предприятия.