
Описание услуги: Выполнение комплексной диагностики и восстановительных работ двигателя Mazda CX-60 2.5 PHEV 328 л.с. 2022–н.в.
Описание услуги
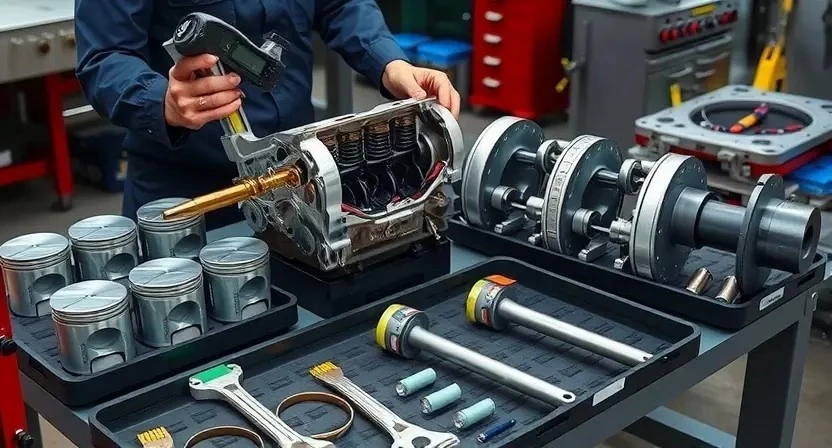
Предложение включает выполнение полного комплекса работ по ремонту двигателя Mazda CX-60 2.5 PHEV 328 л.с. 2022–н.в. Диагностирование проводиться с использованием специализированного сканера протоколов производителя для фиксации кодов неисправностей и параметров работы гибридной системы. Оценка состояния агрегата выполняется методом визуального осмотра и инструментальных измерений без демонтажа в объеме предварительной проверки. Измерение компрессии производится циклами с протоколированием результатов. Измерение давления масла осуществляется по контрольной схеме с применением манометра повышенной точности. Снятие двигателя выполняется по последовательности этапов с маркировкой и упаковкой снятых узлов. Разборка агрегата производится на специализированной оснастке с маркировкой деталей и фиксацией дефектов. Дефектовка проводится по критериям производителя с указанием предельных износов и возможных способов восстановления. Шлифовка коленчатого вала выполняется на станке с заданными технологическими параметрами. Расточка блока цилиндров выполняется с контролем допусков и обработкой гильз при необходимости. Подбор поршней, колец и вкладышей осуществляется по номинальным размерам и допускаемым зазорам. Замена головки блока цилиндров включает проверку плоскостности и регулировку клапанного механизма. Сборка производится по регламенту с соблюдением моментов затяжки и контроля моментов вращения. Обкатка двигателя предусматривает установочные режимы и мониторинг параметров работы. Финальная настройка включает калибровку систем управления и контроль герметичности.
Область применения
Применение ограничено бензиновыми гибридными двигателями Mazda CX-60 2.5 PHEV 328 л.с. 2022–н.в.; работа с силовым агрегатом и элементами.
Модель и модификация
Идентификация автомобиля производится по VIN и заводской маркировке двигателя. Двигатель: бензиновый рядный четырехцилиндровый 2.5 л с гибридным модулем PHEV, форсировка 328 л.с., выпуск с 2022 года. Конфигурация включает турбонагнетатель или иной наддув, системы непосредственного впрыска топлива и интегрированный электропривод гибридной части. Серийные номера и коды модификации подлежат сверке с электронными базами производителя. Программное обеспечение управления двигателем должно соответствовать версии для указанной модификации. Применяемые расходные материалы и сменные узлы подбираются по каталожным позициям конкретной модификации.
Технические требования
Обеспечение доступа к технической документации Mazda, калиброванным манометрам и компрессометрам. Применение чистых расходных материалов.
Инструменты и оборудование
Перечень оборудования включает стенд для компрессии с адаптерами под свечные колодцы, манометр давления масла с калиброванными шлангами и фитингами, диагностический сканер с поддержкой протоколов производителя, подъемник с грузоподъемностью, допускающей демонтаж агрегатов, и стенд для проверки форсунок. Для демонтажа применяются наборы головок и торцевых ключей с трещоткой и динамометрический ключ с ограничением момента. Маркировочные наборы и комплект биркодержателей предусмотрены для идентификации деталей. Для разборки и дефектовки используются прессы и съемники, микрометрические щупы и нутромеры, индикаторы часового типа, наборы калибровочных пластин. Для механической обработки доступны шлифовальный и расточный станки с программным управлением и система охлаждения. Хранение мелких деталей предусматривается в пластиковых контейнерах с пенопластовыми вкладышами. Санитария и средства защиты включают вытяжные установки и защитные экраны.

Подготовка к работам
Оборудование подготовлено. Инструменты проверены. Рабочая зона освобождена. Доступ к агрегату обеспечен. Защита окружающей среды организована.
Снятие с эксплуатации и обеспечение безопасности
Отключение батареи высокого напряжения производится до работ с электрической частью. Система охлаждения обеззаражена и слита в тару, маркированную по классу опасности. Топливная магистраль опорожнена путем сливания в герметичную емкость с указанием состава топлива. Масляная система частично опорожнена для исключения проливов при демонтаже. Электрические разъемы блокированы пломбами для предотвращения случайного подключения. Работа под автомобилем производится с применением опорных стоек и подрамников, соответствующих нагрузке. Защитные экраны и средства изоляции устанавливаються на оголенные контакты. Давление в шинах сброшено до транспортного значения перед подъемом. Места крепления двигателя отмечены для обеспечения обратной сборки. Фиксация исполнительных механизмов производится стяжками. Контроль состояния инструментов выполняется перед началом демонтажа.
Диагностика двигателя
Диагностическое сканирование выполняется. Ошибки фиксируются в отчёте. Измерение параметров производится по заводской процедуре с протоколированием.
Диагностическое сканирование и фиксация кодов ошибок
Подключение диагностического интерфейса к электронному блоку управления выполняется через штатный разъем OBD. Полный перечень модулей для считывания включает: двигатель, гибридную систему, коробку передач, систему управления батареей, АБС, подушки безопасности. Сканирование проводится с использованием специализированного ПО, совместимого с протоколами CAN и ISO. Считывание кодов производится в режиме записи с временной отметкой. Коды DTC фиксируются в отчете в виде таблицы с указанием текста ошибки, кода, статуса по наличию и по вероятности повторного возникновения.
Анализ данных производится автоматизированными алгоритмами с выделением постоянных и интермиттирующих кодов. Для каждого записанного кода указывается перечень рекомендуемых диагностических процедур: проверка электропитания цепи, измерение сопротивления сенсора, контроль питающих реле. Протокол включает также записи о версии ПО ЭБУ и идентификаторах модулей.
Визуальный осмотр и фотодокументирование
Осмотр кузовной зоны двигателя производится с фиксацией мест утечек масел, охлаждающей жидкости и электросоединений. Фотосъемка ведётся с использованием шкалы и серийной метки, обеспечивается съёмка общего вида и контрольных фрагментов. Повреждения кожуха и демпфера фиксируются отдельно. Поверхности корпусов и крышек фиксируются в ракурсах, обеспечивающих видимость номеров и литых обозначений. Фотодокументы добавляются в карточку наряда с датой и временем съёмки. Обнаруженные следы коррозии, трещин и износа маркируются. Ведомость фотографий включается в отчёт о состоянии двигателя.
Измерение компрессии
Проведение замера компрессии производится при прогретом двигателе. Использование манометра высокого давления, фиксация показаний по цилиндрам.
Порядок и нормы измерений
Измерение компрессии производится на холодном двигателе с установленным рабочим аккумулятором и отключённой системой впрыска топлива; значения фиксируются в кПа и в бар с точностью до 0,1 бар. Допуск по цилиндрам определяется как разница не более 15% от среднего значения всех цилиндров. Измерение давления масла выполняется при рабочей температуре масла, при холостом ходе и при частичных оборотах; показания фиксируются манометром с диапазоном до 10 бар и точностью 0,05 бар. Нормативы давления при холостом ходе — не ниже 0,7 бар, при 3000 об/мин — не ниже 3,0 бар. Для поршневых колец и вкладышей используются заводские зазоры, указанные в технической документации автомобиля. Фиксация результатов производится в акте с указанием условий проведения измерений и используемых приборов.
Измерение давления масла
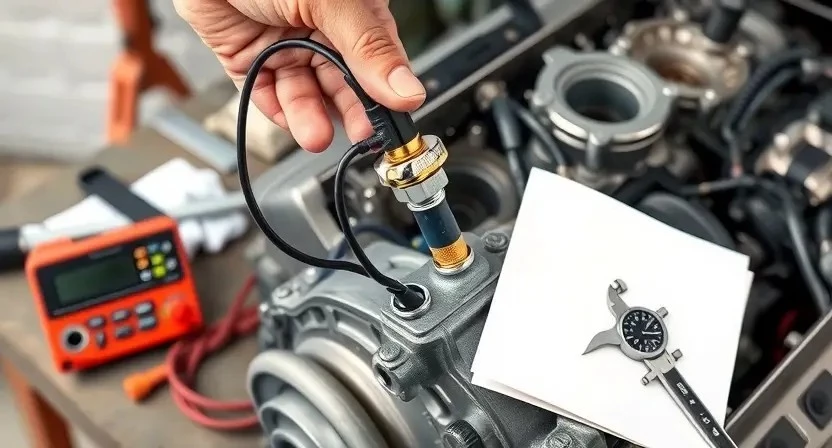
Измерение давления масла производится с использованием манометра, подключаемого к масляному каналу. Фиксация показаний выполняется при холодном и рабочем температурах двигателя.
Контрольная схема и допустимые значения
Контрольная схема предусматривает измерение давления масла по каналам подачи к коренным и шатунным опорам при прогретом двигателе на холостом ходу и под нагрузкой. Допустимые значения: давление на холостом ходу 0,8–1,5 бар; при 3000 об/мин 3,0–4,5 бар. Давление в масляном канале после масляного насоса должно соответствовать 3,5–5,0 бар при стендовых условиях. Падение давления между фильтром и магистралью не должно превышать 0,5 бар. Утечка через предохранительный клапан допускается при достижении порога 6,0 бар.
Снятие двигателя
Отключение аккумуляторной сети и обесточивание гибридной части. Слив рабочих жидкостей. Маркировка электрических разъемов и магистралей.
Последовательность демонтажа узлов
Операция начинается с вывода автомобиля из эксплуатации и обесточивания высоковольтной системы. Системы охлаждения и топливоподачи подвергаются сливу в специализированные ёмкости. Снятие аккумулятора и модулей управления выполняется с маркировкой разъёмов. Демонтаж вспомогательных агрегатов производится по очередности: генератор, компрессор кондиционирования, насосы. Слив моторного масла и масляного фильтра выполняется перед снятием поддона. Отключение трубопроводов высокого давления сопровождается маркировкой и заглушкой. Воздушный впуск и глушитель изымаются с учётом состояния уплотнений. Крепления двигателя к подрамнику ослабляются по заданной схеме. Подъём двигателя осуществляется при помощи траверсы и домкрата. Подвижные элементы трансмиссии отделяются после фиксации положений. Демонтированные детали укладываются по категориям и маркируются для дальнейшей разборки и дефектовки.
Разборка агрегата
Демонтаж узлов произведён по пооперационной схеме. Маркировка деталей выполнена. Комплектующие подготовлены для дальнейшей дефектовки и хранения.
Маркировка и хранение деталей
Маркировка деталей производится с указанием позиции, номера партии и размера. Нанесение осуществляется стойкими красящими составами или этикетками с бар-кодом. Применение методик идентификации допускается как для крупногабаритных узлов, так и для мелких компонентов. Упаковка мелких элементов выполняется в индивидуальные контейнеры с пенопластовыми вставками. Хранение металлических деталей производится на стеллажах с антикоррозионным покрытием. Хранение уплотнений и резиновых изделий организуется в сухих условиях при температуре, указанной в техдокументации. Шифрование местоположения в базе данных осуществляется с привязкой к фотофиксации. Сроки хранения и условия учтены в сопроводительной документации.

Дефектовка деталей
Дефектовка проведена по методике. Измерения геометрии, контроль износа, трещин, радиальных биений. Решение о годности вынесено.
Критерии годности и списания
Определение годности деталей выполняется на основании измерений и визуальной оценки. Измерения размеров рабочих поверхностей должны быть сопоставлены с заводскими допусками. Кодирование дефектов фиксируется в акте дефектовки с указанием величин износа и характера повреждений. Резкое превышение предельных размеров или наличие трещин подлежит признанию детали негодной. Износ поверхностей, нарушающий геометрию или приводящий к потере прочности, подлежит списанию. Повреждения резьбовых соединений, уплотнительных поверхностей и каналов смазки оцениваются по таблицам предельных размеров. Рекомендованные методы восстановления включают шлифовку, наплавку с последующей обработкой, замена на новую при несоответствии допуска. Фиксация результатов производится в отчёте с фотографиями и метрическими данными.
Шлифовка коленчатого вала
Шлифовка производится по замерам биения и диаметра шейки. Контроль шероховатости и концентричности выполняется после операции.
Технологические параметры обработки
Задание на шлифовку коленчатого вала: соблюдение окончательной шероховатости Ra 0.4-0.8 мкм; круг зернистостью 80-120; подача 0.05-0.15 мм/об.; допуск остаточного биения 0.01 мм. Расточка блока цилиндров: обеспечение цилиндрового конуса не более 0.02 мм на длине хода поршня; допуск эллипсности 0.03 мм; обработка под расточку алмазным инструментом. Подбор поршней по диаметру цилиндра с шагом 0.01 мм. Монтажные зазоры поршневых колец: компрессионные 0.15-0.35 мм, маслосъёмные 0.10-0.30 мм; Балансировка коленвала: статическая и динамическая, разбаланс не более 1 г·см. Санитарная обработка масляных каналов производится продувкой сжатым воздухом 0.6-0.8 МПа;

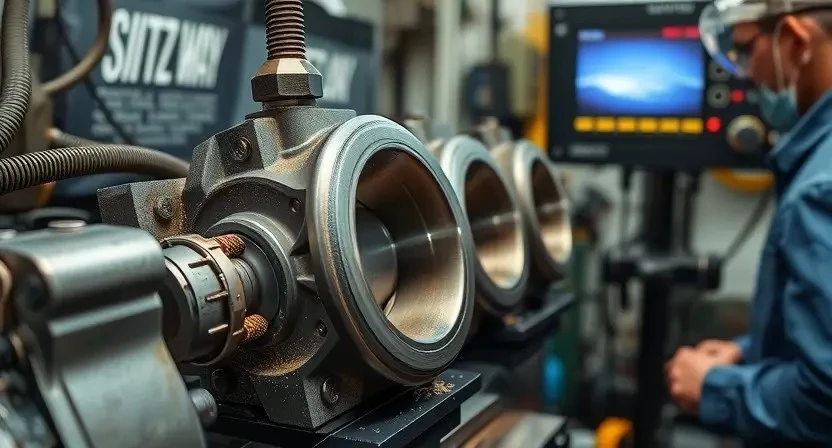
Расточка блока цилиндров
Расточка блока выполняется по замерам износа цилиндров. Контроль размеров производится инструментом. Допуски и шаг обработки фиксируются в отчёте.
Параметры и допуски после расточки
После расточки блока цилиндров должны быть зафиксированы размеры и допуски, соответствующие рабочей зоне. Диаметр цилиндра измеряется микрометром по контрольным уровням через каждые 20 мм по длине гильзы. Отклонение от номинала корпуса не должно превышать +0,05 мм на цилиндр при переходе к ремонтному размеру. Конусность не более 0,03 мм между измерениями в верхней и нижней части гильзы. Биение овальности ограничено 0,04 мм. Шероховатость поверхности Ra 0,4–0,8 мкм. Параллельность плоскостей прилегания к блок-колену поддерживается в пределах 0,05 мм. Контроль производится калиброванным инструментом и протоколируется.

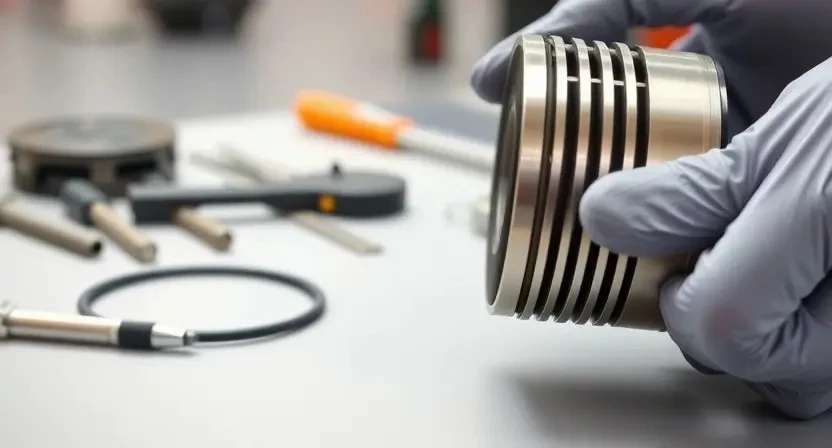
Замена поршней и поршневых колец
Подбор поршней по размерам производится по замеру расточки. Монтаж колец выполняется по зазорам. Смазка каналов производится перед установкой.
Подбор комплектующих и монтажные зазоры
Подбор поршней производится по номинальному диаметру и форме юбки, соответствующей технической карте двигателя. Подбор колец осуществляется по наружному диаметру поршня и толщине канавки. Подбор вкладышей осуществляется по классу шейки коленчатого вала и типоразмеру шатунной шейки. Подбор прокладок и сальников производится по толщине и материалу, указанным в заводской документации. Контроль монтажных зазоров производится измерением щупом и микрометром. Замеры кольцевых зазоров фиксируются в протоколе. Монтажные зазоры шатунов и коренных опор указываються в спецификации. Смещение колец в канавках регламентируется по схемам установки.
Замена вкладышей и валовых опор
Замена вкладышей производится по результатам дефектовки. Контроль биения валов выполняется. Смазка распределена перед установкой.
Контроль биения и смазочных канавок
Измерение радиального и осевого биения шатунных и коренных опор производится на оправке с индикатором часового типа. Предел отклонения устанавливается в соответствии с заводскими допусками для двигателя Mazda CX-60 2.5 PHEV 328 л.с. 2022–н.в. Непрямое определение биения выполняется путем установки коленвала на опоры с фиксацией показаний при вращении под нагрузкой. Смазочные канавки блоков и вкладышей осматриваются оптическим прибором и измеряются микрометром по ширине и глубине. Допуск на ширину канавки подбирается по каталогу запасных частей. Установленные дефекты и износы фиксируются в отчете о дефектовке с указанием параметров превышения допуска и предложенной операции восстановления.
Ремонт или замена головки блока цилиндров
Проверка плоскостности ГБЦ выполнена. Ремонт клапанного механизма и замена седел при обнаружении износа. Мероприятия зафиксированы в отчёте.
Проверка плоскостности и клапанный механизм
Проверка плоскостности головки блока цилиндров производится путём установки эталонной плиты и измерения щупом по всей рабочей поверхности; допустимый прогиб установлен в технической документации производителя. Контроль цилиндров клапанного механизма включает измерение диаметра направляющих, оценку износа седел и состояние стремянок клапанов; измерения выполняются специальными калибрами и микрометрами. Испытание герметичности клапанного механизма выполняется продувкой и фиксацией утечек манометрическим методом. Результаты заносятся в акт дефектовки с указанием ремонтных размеров и требуемых операций по восстановлению плоскостности и замене элементов.
Сборка двигателя
Сборка двигателя производится по технологической карте. Моменты затяжки указаны. Очередность установки компонентов фиксирована в карте;
Моменты затяжки и порядок установки деталей
Моменты затяжки головки блока цилиндров указаны в технической документации производителя и приводятся в три этапа: предварительная затяжка с контролируемым моментом, последующая затяжка с увеличением момента, заключительная угловая доргонка. Болты крепления шатунных крышек затягиваются по порядку, обеспечивающему равномерное распределение нагрузки. Штифтовые соединения коленвала и маховика устанавливаются с контролем биения. Уплотнительные прокладки монтируются сухими; герметизация производится допускаемыми составами. Крепёж распределительного механизма затягивается по схеме, исключающей перекосы. Моменты шпилек и болтов узлов топливной и охлаждающей систем соответствуют ведомостям. Контроль моментов выполняется динамометрическим ключом, калибровка инструмента подтверждается записью в акте.
Обкатка двигателя
Обкатка производится после сборки. Прогон в режимах переменных нагрузок и оборотов. Контроль температуры, давления масла и утечек. Фиксация параметров.
Режимы обкатки и контроль параметров
Обкатка двигателя после капитального ремонта предусматривается в несколько этапов. Первый этап ‒ запуск на холостых оборотах до стабилизации давления масла и температуры охлаждающей жидкости; фиксирование показаний датчиков в журнале. Второй этап ‒ постепенное увеличение оборотов в заданном диапазоне при контроле топлива и мгновенного потребления энергии гибридной системы; измерение вибрации и акустика регистрируются. Третий этап ‒ нагрузочные интервалы с заранее установленной длительностью и величиной нагрузки; запись давления масла и температуры маслосистемы. Параллельно производится проверка утечек по сливным патрубкам и прокладкам. Завершающий этап включает снятие показателей компрессии и повторную калибровку управляющей электроники при фиксированных параметрах.
Финальная настройка и проверка
Калибровка ECU выполняется после обкатки. Контроль утечек производится по гидросистеме и смазке. Регистрация параметров в отчёте.
Калибровка систем управления и контроль утечек
Калибровка электронных блоков управления производится после сборки и установки датчиков. Задача калибровки ౼ синхронизация показаний датчиков положения коленчатого и распределительного валов с ЭБУ, обеспечение корректной работы систем зажигания и подачи топлива, а также соответствие параметров гибридной системы заводским значениям. В процессе калибровки выполняется загрузка оригинальных калибровочных таблиц, сохранение рабочих параметров и фиксация отклонений. Контроль утечек производиться по масляной и топливной системам, а также по системе охлаждения. Испытание давления и вакуума выполняется специализированным манометром. Протечка диагностируется методом визуального осмотра соединений, окрашивания контрольных зон и применением УЗ-детектора. Результаты фиксируются протоколом с указанием мест и величин утечек, а также предложениями по восстановлению герметичности.