
Предоставление услуги по ремонту двигателя Mercedes-Benz C300 2.0 Turbo MHEV 258 л.с. (2021–н.в.) включает диагностику‚ оценку состояния.
Область применения услуги
Оказание комплексной сервисной помощи для двигателя Mercedes-Benz C 300 2.0 Turbo MHEV 258 л.с. (2021–н.в.) направлено на восстановление работоспособности и эксплуатационной надежности агрегата при выявленных нарушениях рабочих параметров. В пределах услуги включены диагностические мероприятия на стенде и при помощи сканера‚ оценка технического состояния узлов по полученным данным‚ проведение измерений компрессии и давления масла в магистралях‚ а также корпусная обработка и механическая переработка деталей. В случае критических отклонений выполняется демонтаж агрегата для последующей разборки‚ дефектовки и принятия решения о ремонте или замене изношенных элементов. При восстановлении предусматривается выполнение обработок коленвала и блока цилиндров с сохранением установленных допусков‚ подбор поршней‚ колец и вкладышей по техническим характеристикам‚ проведение работ с головкой блока цилиндров‚ включая оценку плоскостности и фрезеровку при необходимости. Завершающий этап включает сборку с контролем натягов и моментов затяжки‚ наладку систем управления двигателем и проведение обкатки с документированием результатов.
Техническая информация двигателя
Тип: 2.0 Turbo MHEV; мощность 258 л.с.; рабочий объем 1991 см3; степень сжатия 10‚5; турбонаддув; система прямого впрыска; система стартер-генератор.
Основные характеристики и обозначения
Идентификация двигателя производится по коду модели и VIN автомобиля. Обозначение: M274/M264 модификация с турбонаддувом и системой мягкой гибридизации MHEV. Рабочий объем 2.0 л‚ номинальная мощность 258 л.с.‚ число клапанов по цилиндру 4‚ распределённый впрыск топлива при помощи форсунок высокого давления. Система наддува турбокомпрессорная с электронным управлением. Система смазки закрытого типа с масляным насосом шестерённого исполнения и масляным радиатором. Применяются алюминиевый блок цилиндров и алюминиевая головка блока с плоскими каналами охлаждения. Маркировка размеров шеек и поршней наносится на картере и шатунах.
Подготовка к диагностике
Организация рабочего места выполнена: чистая площадка‚ агрегат зафиксирован. Инструменты калиброваны. Питание и системы сниматься по протоколу.
Организация рабочего места и инструментов
Оборудование для ремонта двигателя Mercedes-Benz C 300 2.0 Turbo MHEV 258 л.с. (2021–н.в.) располагается в зоне с выровненным полом и освещением не менее 1000 лк. Стеллажи маркируются для хранения снятых узлов и крепежа по пакетам с указанием цилиндра и позиции. Подъемное оборудование подбирается по массе двигателя с запасом 25% и оснащается тросами с сертификатом. Рабочие тележки маркируются по инструментальным наборам ⎯ динамометрический ключ‚ компрессометр‚ манометр давления масла‚ микрометр‚ щупы‚ набор оправок. Пластиковые лотки применяются для деталей с маркировкой последовательности сборки. Смазочные материалы хранятся в контейнерах с этикетками и датой вскрытия. Протоколы ведутся в электронной форме с присвоением номера наряда. Стандартизированная карта операций прилагается к каждому ремонту двигателя.
Первичная визуальная инспекция
Визуальный осмотр двигателя произведён. Зафиксированы внешние течи‚ коррозия крепежных элементов‚ состояние ремней и электропроводки задокументировано.
Фиксация внешних признаков неисправностей
Визуальная регистрация проводится с использованием фотодокументации и бланков дефектовки. Осмотр выполняется при освещении не менее 1000 лк. Фиксация наличия масляных подтёков производится вокруг крышки клапанов‚ сальников распредвала и точки соединения маслобака. Оценка состояния электропроводки и разъёмов производится по наличию коррозии‚ обломанных контактов‚ следов перегрева. Состояние ремней и шлангов фиксируется по трещинам‚ вздутию‚ отслоению. Поверхности коллектора и впускного тракта осматриваются на следы нагара и масляные отложения. Визуальная регистрация люфтов на приводах и натяжителях выполняется путём измерений щупом и нагрузочных проб. Деформации кронштейнов и опор отмечаются в акте вместе с указанием координат и масштаба повреждений.
Электронная диагностика
Считывание кодов неисправностей выполняется через OBD-порт. Снятие параметров работы двигателя производится с регистрацией ошибк и сохранением логов для анализа.
Считывание кодов неисправностей и параметров работы
Подключение диагностического оборудования к OBD-разъему производится с применением совместимого интерфейса и обновленного ПО. Инициирование сеанса диагностики выполняется для получения сохраненных и текущих кодов ошибок‚ адаптационных значений‚ параметров датчиков в реальном времени. Считывание проводится в режиме мониторинга параметров топливной системы‚ турбонагнетателя‚ управления впрыском‚ системы смазки и впускного коллектора. Фиксация результатов выполняется в электронном журнале с отметкой времени и идентификационных данных блока управления. Анализ кодов проводится с использованием справочных таблиц производителя и пересылка данных в архив производится для последующего сравнения. Дополнительная проверка значений давления топлива и массового расхода воздуха выполняется путем записи параметров во время прогрева и при нагрузке.
Оценка состояния двигателя по техническим параметрам
Измерение компрессии и давления масла выполнены. Полученные значения сравниваются с нормативами. Отклонения фиксируются в отчёте.
Анализ полученных данных и формирование выводов
Систематизация результатов диагностических процедур произведена в табличной форме с указанием параметров: компрессия по цилиндрам‚ давление масла при холодном и рабочем режимах‚ наличие кодов неисправностей‚ показания лямбда-зондов‚ давление топлива‚ характеристики наддува турбины‚ состояние масляной системы. Сопоставление измерений с нормативами изготовителя выполнено по каталогу. Отклонения параметров от нормальных значений классифицированы по степени критичности. На основании классификации установлены потенциальные причины снижения мощности и повышенного расхода масла. Рекомендации по переходу к демонтажу агрегата сформулированы с указанием приоритетов ремонтных операций и перечня необходимых отчетных замеров.
Измерение компрессии
Измерение компрессии проводится с использованием манометра высокого давления. Результаты фиксируются по каждому цилиндру в протоколе проверки и сравниваются с нормативом.
Методика выполнения и нормативные значения
Измерение компрессии выполняется на холодном и прогретом двигателе с отключенными системами впрыска и зажигания. Использование манометра с предельной точностью 1 кПа. Фиксация показаний по каждому цилиндру. Нормативная величина компрессии указана в технической документации производителя. Допустимое расхождение между цилиндрами не более 10% от среднего значения. При расхождении выше указанного значения назначается дальнейшая дефектовка.
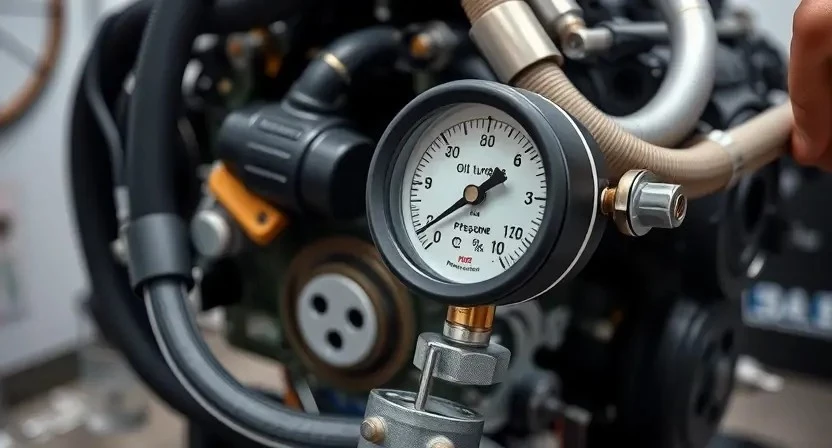
Замер давления масла производится с применением манометра с минимальной погрешностью 0‚1 бар. Измерение выполняется на холостых оборотах и при рабочем давлении 3000 об/мин. Нормативы: при холодном моторе давление не менее 1‚5 бар; при 3000 об/мин не менее 3‚0 бар. Регистрация отклонений документируется для последующего анализа.
Измерение давления масла
Подключение манометра к масляной магистрали. Измерение при холостом ходе и нагрузке. Сравнение с нормативом. Фиксация результатов в отчёте.
Последовательность измерений и интерпретация результатов
Подготовка к измерению давления масла производится на прогретом двигателе до рабочей температуры‚ установленном на ровной площадке. Подключение манометра выполняется к штатному штуцеру масляной магистрали или через адаптер в масляном фильтре. Фиксация показаний производится при холостом ходе‚ при 2000 об/мин и при максимальной нагрузке‚ если доступна диагностическая нагрузка. Протокол измерений включает время замера‚ температуру масла‚ обороты двигателя и показания манометра в бар. Сопоставление результатов выполняется с нормативными значениями производителя для модели C300 2.0 Turbo MHEV 258 л.с. (2021–н.в.). Отклонение давления масла ниже нижней границы допуска свидетельствует о снижении производительности масляного насоса‚ износе коренных и шатунных шеек‚ либо засорении масляных каналов. Пороговые значения давления‚ используемые для оценки: холостой ход 0‚7–1‚5 бар‚ 2000 об/мин 2‚0–3‚5 бар. Зафиксированные колебания давления при постоянных оборотах интерпретируются как наличие воздушных пробок в системе или непостоянная производительность насоса. Для исключения влияния вязкости масла производится приведение к рекомендованной вязкости согласно спецификации производителя и повторное измерение. В отчете указываются отклонения‚ возможные причины и перечень дальнейших диагностических операций‚ включая измерение износа шеек‚ контроль зазорных величин и проверку масляных каналов на проходимость.
Принятие решения о демонтаже
Оценка данных диагностики и измерений сопоставлена с нормативами. Принятие решения о демонтаже производится на основании критических отклонений.
Критерии перехода к снятию агрегата
Фиксация признаков‚ требующих демонтажа‚ производится на основании измерений и визуальных данных. Снятие агрегата оправдано при устойчивом падении компрессии более чем на 20% между цилиндрами по результатам одиночных измерений. Давление масла‚ зарегистрированное на холостом ходу и при рабочей нагрузке‚ считается критическим при показателях ниже нормативного значения производителя на величину‚ превышающую допуск‚ указанного в технической документации. Шумы в подшипниках коленвала‚ обнаруженные при снятии кожухов и при прослушивании через специальные приборы‚ классифицируются как причина демонтажа при совмещении с повышенным износом шеек. Наличие трещин или коррозии в блоке цилиндров‚ зафиксированное неразрушающими методами контроля‚ расценивается как основание для снятия. Подтекания антифриза в масляную систему или масляных каналов‚ выявленные при анализе смазочной жидкости и при визуальном осмотре‚ считаются признаком необходимости демонтажа для исключения межсистемных повреждений. Значительное износовое смещение по показателям зазоров вкладышей‚ зафиксированное при измерениях микрометром и щупом‚ рассматривается как критерий для дальнейшей разборки и дефектовки. Ошибки управления‚ подтверждённые диагностическими кодами и сопутствующие механическим отклонениям‚ включаются в перечень оснований к снятию агрегата.
Снятие двигателя
Отключение электрической сети и слива жидкостей. Маркировка разъемов и трубопроводов. Демонтаж навесного оборудования. Подъём мотора с применением траверсы.
Порядок демонтажа и маркировка компонентов
Фиксация состояния элементов производится перед демонтажем двигателя. Отсоединение электрических разъёмов выполняется по очередности‚ указанной в технологической карте. Слив эксплуатационных жидкостей производится в подготовленную ёмкость с последующей утилизацией по регламенту. Крепёжные элементы демонтируются с фиксацией положения и момента затяжки в протоколе. Снятие навесного оборудования разделяется на блоки для сохранения очередности сборки. Маркировка трубопроводов и проводки наносится с использованием цветовой кодировки и нумерации. Элементы крепления промаркированы по местам установки и идентификационным кодам. Группа деталей укладывается в контейнеры с этикетками‚ содержащими обозначение узла‚ дату снятия‚ пробег агрегата и заметки по видимым дефектам. Оригинальные прокладки и уплотнения складываются отдельно‚ с пометкой жизнеспособности и рекомендацией к замене при наличии повреждений. Протокол демонтажа подписывается ответственным специалистом и добавляется в техническую документацию автообслуживания.
Разборка агрегата
Разборка производится на стенде. Снятие крышек‚ шкивов‚ топливной системы. Маркировка компонентов и упаковка для дальнейшей дефектовки.
Этапы разборки и фиксация дефектов
Демонтаж узлов проводится по этапам с фотографической и письменной фиксацией состояния. Снятие навесного оборудования выполняется с маркировкой соединений и крепежа. Отсоединение топливной и электрической системы производится с герметизацией открытых линий. Слив технических жидкостей оформляется актом и промаркированными ёмкостями. Блок цилиндров освобождается от головки после отметки фаз газораспределения. Извлечение поршней сопровождаеться измерением зазоров и считыванием размеров на калиброванных средствах. Вкладыши и шейки коленвала оценены на износ по проточкам и радиальным люфтам. Поверхности блока осмотрены на трещины ультразвуком и окрашены дефектными маркерами. Результаты внесены в протокол с указанием предельных величин и предложенной операции ремонта.

Дефектовка деталей
Осмотр деталей выполнен по критериям износа‚ коррозии‚ трещин. Замеры геометрии зафиксированы. Отчёт составлен с указанием дефектов и мер.
Контроль маслянных каналов‚ шеек и поверхностей
Визуальная и инструментальная оценка масляных каналов предусматривает очистку промывкой и измерение проходного сечения микрометром и калибрами. Прочистка масляных каналов выполняется струёй растворителя под давлением‚ после чего производится продувка сухим воздухом. Замеры внутреннего диаметра каналов фиксируются в акте измерений. Контроль шеек коленвала и постелей производится микрометром и индикатором часового типа по кругу и вдоль. Измерение биения поверхности производится индикатором с планшайбой при вращении в оправке. Оценка поверхности шейки производится по наличию рисок‚ задиров и отпечатков. Измеренные значения сравниваются с заводскими допусками и фиксируються в отчёте о дефектах. При выявлении износа зафиксировать показания и определить необходимость шлифовки или замены.
Шлифовка коленчатого вала и расточка блока
Шлифовка выполняется по размеру ремонтной группы. Расточка блока производится до допустимых допусков. Контроль биения и шероховатости обязательный.
Технические параметры обработки и допуски
Для шлифовки коленчатого вала указываются допуски по диаметру шеек коленвала и биения: окончательная величина шейки после обработки должна соответствовать заводским номиналам с допуском ±0‚01 мм для шлифов малых ремонтных размеров и ±0‚02 мм для больших. Расточка блока цилиндров выполняется с обеспечением цилиндрического отклонения не более 0‚03 мм на длине рабочего хода. Шероховатость рабочих поверхностей после обработки должна держаться в пределах Ra 0‚4-0‚8 мкм. Конусность и эксцентриситет замеряются и фиксируются в отчетной карте. Параметры посадки вкладышей указываются по таблице номиналов и ремонтных размеров; зазор масляной пленки после сборки должен соответствовать каталожным значениям для конкретной ремонтной комплектации. Контроль пластинчатости постелей производиться при температуре окружения‚ указанной в методике.

Замена поршней‚ колец и вкладышей
Подбор деталей по каталожным номерам. Замена поршней и колец при износе. Вкладыши подгоняются по биению коленвала и масляным зазорам.
Подбор деталей и порядок установки
Подбор деталей производится на основании табличных размеров и маркировок двигателя Mercedes-Benz C 300 2.0 Turbo MHEV 258 л.с. (2021–н.в.). Учитываются номинальные допуски поршней‚ колец‚ вкладышей и направляющих. Материалы подшипников и ремонтные размеры блока сопоставляются с указанными в сервисной документации. Пары трения подбираются по коэффициенту совместимости с моторным маслом и температурному режиму. Уплотнения подбираются по типу покрытия поверхности сопряжения головки блока цилиндров и коленчатого вала. Подготовка деталей включает дефектоскопию и очистку с контролем геометрии.
Установка компонентов производится в последовательности: вкладыши устанавливаются с фиксацией ориентации и измерением масляного зазора‚ шатунные крышки монтируются с метками‚ поршни вставляются с соблюдением направления установки и зазоров между кольцами‚ уплотнения головки блока устанавливаются с визуальным контролем посадки и прилегания. Затяжка болтов выполняется по моментам и схемам‚ указанным в технической документации‚ с применением динамометра. После сборки выполняется предварительная прокрутка валов для контроля трения и плавности вращения‚ последующая наладка системы смазки и проверка герметичности соединений.

Ремонт или замена головки блока цилиндров
Диагностика ГБЦ проведена. Контроль трещин ультразвуком и герметичности выполнен. Фрезеровка и замена прокладки зафиксированы в акте.
Диагностика ГБЦ‚ фрезеровка и замена прокладок
Осмотр головки блока цилиндров выполняется с фиксацией трещин‚ деформаций и следов перегрева. Контроль состояния клапанов и седел производится измерением биения и герметичности. Замер плоскостности поверхности головки проводится при помощи щупа и поверочной линейки. При обнаружении отклонений от заводских допусков предусмотрено фрезерование поверхности головки для восстановления геометрии.
Фрезерование выполняется на специализированном станке с фиксацией допустимого съёма металла. Контроль шероховатости и параллельности после обработки должен соответствовать техническим параметрам производителя. Замена прокладки головки блока осуществляется подбором детали по маркировке и спецификации двигателя. Монтаж новой прокладки производится с контролем посадочных поверхностей и моментной затяжки болтов согласно таблице усилий. Протяжка выполняется в несколько этапов с применением динамометрического инструмента. После сборки проводится опрессовка каналов охлаждения и проверка на герметичность под давлением. Документация по выполненным операциям оформляется с указанием измеренных значений‚ номера деталей и применённых методов контроля.

Сборка двигателя
Сборка двигателя произведена по регламенту производителя. Контроль натяга и моменты затяжки зафиксированы в протоколе. Смазывание и герметизация выполнены.
Контроль натяга соединений и момент затяжки
Определение последовательности затяжки производится по заводу-изготовителю. Применение динамометровических ключей допускается для обеспечения точности. Указанные моменты затягивания болтов головки блока‚ шатунных крышек‚ маховика и опорных соединений должны соблюдаться в указанной очередности. Фиксация момента затяжки производится записью в отчетную документацию с указанием инструмента и диапазона погрешности. Контроль натяга крепежных соединений распределительных валов и регулировочных элементов осуществляется измерительными приборами. Отклонения от нормативных значений подлежат отражению в дефектовочном акте.

Обкатка и пусконаладочные работы
Обкатка двигателя производится при контроле температуры и давления масла. Фиксация параметров выполняется в лог. Плавное увеличение нагрузки предусмотрено.
Режимы обкатки‚ мониторинг параметров и адаптация
Обкатка двигателя после капитального ремонта проводится по этапной схеме с контролируемыми режимами нагрузки и оборотов. Первичный прогрев выполняется при минимальных оборотах до установившейся рабочей температуры. Нагрузка увеличивается ступенчато с удержанием в каждом интервале по времени и по показаниям датчиков. Мониторинг параметров осуществляется постоянной регистрацией давления масла‚ температуры охлаждающей жидкости‚ расхода топлива и показаний системы управления двигателем. Адаптация элементов управления производится через диагностический интерфейс с перечтением базовых карт и выполнением калибровок. Фиксация результатов ведется в протоколе с указанием начальных и конечных значений каждого параметра. При выявлении отклонений проводятся дополнительные измерения компрессии и давления масла. Заводские допуски принимаются за ориентир при оценке соответствия.
Оформление результатов и гарантийные обязательства
Выдача акта выполненных работ и счета. Гарантийный талон прилагается. Срок гарантии указан в документе. Условия обслуживания прописаны.
Документация по выполненным работам и условия гарантии
Оформление завершённых работ производится в виде технического отчёта. В отчёте указываются: модель двигателя‚ идентификационный номер‚ перечень выполненных операций‚ применённые детали с артикулами‚ измеренные параметры до и после ремонта‚ результирующие величины компрессии и давления масла‚ протоколы шлифовки и расточки‚ сведения о замене поршней‚ колец‚ вкладышей и головки блока цилиндров‚ номера новых узлов и серийные данные. Протоколы проверок электроники включаются отдельно. Гарантийные обязательства формулируются документально. Гарантийный срок указывается письменно и привязан к перечню заменённых деталей и выполненных процедур. Гарантия покрывает дефекты монтажа и заводские дефекты установленных компонентов в пределах указанного срока. Условия аннулирования гарантии фиксируются: эксплуатация за пределами регламента‚ применение несертифицированных расходных материалов‚ механические повреждения‚ вмешательство посторонних организаций‚ несвоевременное обслуживание по регламенту производителя. Выдача экземпляра отчёта производится при передаче транспортного средства. Электронная копия направляется на указанный в заявке адрес. Платёжные документы прикладываются к отчёту;