

Предоставление сервисного комплекса по ремонту двигателя Mercedes‑Benz G 63 AMG 4.0 V8 Turbo 585 л.с. (2018–н.в.) документировано.
Общая информация об объекте работ
Описание двигателя: V8 4.0‚ турбонаддув‚ 585 л.с.‚ производство 2018–н.в. Конфигурация и основные параметры указаны в паспортных данных.
Модель и технические параметры двигателя
Идентификация двигателя проводится по обозначению 4.0 V8 Turbo‚ установленному на Mercedes-Benz G 63 AMG 2018–н.в. Конфигурация: восьмицилиндровый V-образный блок с двумя турбонагнетателями. Рабочий объем 3996 см3. Номинальная мощность 585 л.с. при заводских режимах. Максимальный крутящий момент указывается в паспортных данных. Система наддува и система смазки рассчитаны на повышенные нагрузки. Система охлаждения включает радиатор увеличенной пропускной способности и вспомогательные контуры. Система управления двигателем интегрирована с блоками управления кузова. Использование оригинальных расходных и крепежных элементов предусмотрено для соблюдения допусков и надежности.
Предварительная подготовка автомобиля
Доступ к рабочей зоне обеспечить. Электросеть отключена. Топливо слито. Охлаждающая жидкость отведена. Маркировка компонентов произведена.
Организация рабочего места и инструментов
Подготовка места работ включает выделение зоны с прочным ровным полом и освещением с уровнем освещённости не ниже нормативного. Освобождение пространства от посторонних предметов обеспечивает доступ к подъемному оборудованию и тележкам. Размещение моторной тележки и подставок производится с учетом центра тяжести двигателя. Обеспечение вытяжки и сбора технических жидкостей предусматривается для предотвращения загрязнения. Инструмент маркируется и размещается по функциональным группам. Набор динамометрических ключей подбирается по диапазонам моментов‚ указанным изготовителем. Присутствие измерительных приборов подтверждается калибровкой. Защитные приспособления для крепления корпуса двигателя подготавливаются. Документирование состояния инструмента производится перед началом работ. Ведомость инструментов и приспособлений ведется с указанием инвентарных номеров.

Диагностика состояния двигателя
Визуальный осмотр проведён. Фиксация течей и повреждений произведена. Замеры рабочих параметров выполнены. Протокол составлен.
Компьютерная диагностика электрических и электронных цепей
Подключение диагностического сканера к информационной шине автомобиля выполняется по установленному протоколу. Идентификация контроллеров и считывание кодов ошибок производится в оперативном режиме. Считывание адаптаций и параметров режима работы мотора выполняется с регистрацией временных рядов. Анализ корреляций между сигналами датчиков давления наддува‚ угла опережения зажигания и положения дроссельной заслонки проводится по эталонным картам.
Обнаруженные неисправности фиксируются в отчете с указанием кодов‚ описаний и предполагаемых мест повреждений. Выполняется проверка целостности проводки и сопротивления цепей управления форсунками и катушками зажигания. Активация исполнительных устройств производится в диагностическом режиме для подтверждения работоспособности. Запись логов и их архивирование проводится при каждом сеансе диагностики.
Оценка механического состояния
Визуальный осмотр выявляет износ и течи. Замеры зазоров и люфтов выполняются. Фиксация повреждений и протоколирование результатов.
Визуальная оценка компонентов и утечек
Ограниченный осмотр наружных поверхностей двигателя выполняется с целью обнаружения следов рабочих жидкостей. Поверхности коллекторов‚ впускного тракта и кожухов осматриваются на наличие масляных пленок‚ потеков и отложений. Соединения трубопроводов и хомуты подлежат проверке на герметичность. Уплотнительные прокладки и сальники осматриваются на деформацию‚ растрескивание и разрушение. Клапанные крышки и маслосистемные кронштейны подлежат визуальному осмотру между элементами крепления. Осязательная оценка герметичности производится при температуре‚ позволяющей безопасный контакт. Наличие коррозии и механических повреждений фиксируется отдельной записью. Визуализация потеков производится с применением осветительных приборов и увеличительных средств. Фиксация обнаруженных дефектов производится фотопротоколом с привязкой к узлам и номерам цилиндров.
Измерение компрессии цилиндров
Выполнение замера компрессии производится манометром высокого давления. Фиксация значений по цилиндрам. Сравнение с паспортными величинами.
Процедура замера и интерпретация результатов
Подготовка двигателя к замеру компрессии производится с отключением системы зажигания и подачи топлива‚ снятием свечей‚ созданием доступа к каждому цилиндру. Применение манометра высокого давления с переходниками‚ выдерживание оборотов стартером без подачи топлива до стабильной индикации. Фиксация показаний по каждому цилиндру в таблице. Интерпретация проводится по разнице между цилиндрами и нормативным значением завода-изготовителя. Отклонение более 10-15% указывает на износ или нарушение герметичности.
При обнаружении пониженного давления применяется тест с добавлением масла в цилиндр для дифференциации износа поршневой группы и дефектов клапанного механизма. Время спада давления регистрируется для оценки утечек через клапаны. Результаты оформляются протоколом с указанием методики‚ оборудования‚ температуры двигателя и оборотов при замере.
Измерение давления масла
Замер давления масла производится манометром на холодном и прогретом двигателе. Фиксация значений при холостом и повышенных оборотах.
Контроль давления при разных режимах работы
Измерение давления масла производится с применением сертифицированного манометра с диапазоном до 10 бар. Подключение фитинга выполняется к штатному порту датчика давления или к месту‚ указанному в сервисной документации. Измерения проводятся на холостом ходу‚ при 2500 об/мин и при прогреве до рабочей температуры 90°C. Замеры фиксируются в протоколе с указанием времени‚ температуры и оборотов. Сравнение с эталонными значениями осуществляется по таблице производителя. При превышении или снижении давления выполняется поиск причине в масляной магистрали‚ фильтре‚ масляном насосе и регулировочном клапане. Испытание повторяется после устранения дефектов.
Снятие двигателя и агрегатов
Отключение электрических цепей и слив жидкости произведены. Снятие навесных агрегатов выполнено. Демонтаж мотора произведён с маркировкой узлов.
Фиксация‚ маркировка и транспортировка узлов
Фиксация узлов проводится на специально подготовленных опорах с применением ремней и стальных амортизаторов‚ исключающих смещение при подъеме и перемещении. Маркировка выполняется с использованием влагостойких этикеток и лазерной гравировки‚ при этом каждому узлу присваивается уникальный идентификатор для сопровождения в процессе ремонта и последующей сборки. Упаковка деталей производится в защитные контейнеры с влагопоглотителем и антикоррозионной пленкой. Транспортировка осуществляется специализированным крановым оборудованием и закрытым транспортом с контролем вибраций. Регистрация операций в документации обязательна.
Разборка двигателя
Поэтапное разъединение агрегатов выполнено. Маркировка компонентов произведена. Извлечение головки‚ коленвала и поршней зафиксировано.
Последовательность разборочных операций
Остановка двигателя и обесточивание бортовой сети. Демонтаж элементов крепления внешних систем для обеспечения доступа к узлам. Слив рабочих жидкостей с маркировкой ёмкостей и дальнейшей утилизацией по нормативам. Снятие навесного оборудования и агрегатов с последовательной маркировкой креплений. Отсоединение топливных и воздушных магистралей с применением защитных заглушек. Фиксация положения распределительных валов с использованием специальной фиксационной оснастки. Снятие ГБЦ с пометкой положения и упаковкой в индивидуальные контейнеры. Снятие поршневых групп при выворачивании шатунных болтов с маркировкой каждого шатуна. Извлечение коленвала после демонтажа крышек и промаркировки подшипников. Упаковка компонентов в индивидуальные лотки для последующей дефектовки.
Дефектовка деталей
Выполнение дефектовки: измерение износа блоков‚ шеек‚ поршней и клапанов. Классификация по допускам и указание на ремонт или замену.
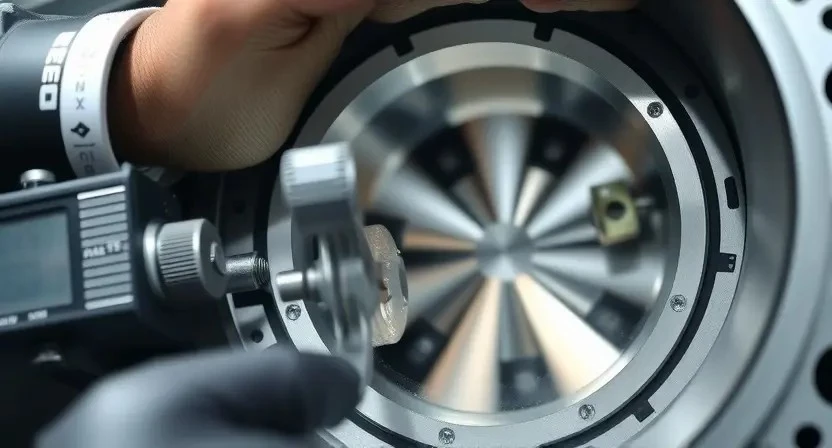
Критерии годности блоков‚ коленвала и шатунов
Оценка блоков цилиндров производится по геометрии рабочей поверхности. Замеры на биение и овальность цилиндров фиксируются в протоколе. Предельные значения износа соответствуют заводским допускам для данного мотора; при превышении величин назначается расточка и шлифовка с указанием нового класса посадки. Контроль трещин проводится магнитопорошковой или химической методикой. Коленчатый вал подвергается измерению шеек на износ и конусность. При наличии задиров или коррозии назначается шлифование с указанием ремонтного размера. Балансировка коленвала фиксируется после обработки. Шатуны осматриваются на деформацию‚ трещины и износ отверстий под вкладыши. Геометрическая невязка шатуна и биение головки шатуна подлежат отражению в акте дефектовки. Зазоры под вкладыши сверяются микрометром и щупом; предельные значения применяются согласно технической документации производителя. При несоответствии критериям производится замена комплектующих с указанием классов допусков и номеров составных.
Шлифовка и расточка блока цилиндров
Обработка блока проводится согласно размерам ремонта. Контроль допусков выполняется. Образцы покрытий сняты и измерены.
Точность обработки и допуски после обработки
Установление допусков после шлифовки и расточки блока цилиндров и коленвала должно выполняться строго по паспортным значениям производителя. Измерение производится микрометром и индикатором часового типа с фиксацией результатов в протоколе. Шероховатость поверхности после обработки допускается в пределах‚ указанных для конкретной операции. Контроль диаметра цилиндра и овальности проводится по четырем точкам по высоте и по двум взаимно перпендикулярным направлениям. Проверка биения коленвала по посадочным местам проводится на измерительном станке с точностью до 0‚01 мм. Подбор вкладышей производится по таблице соответствия размеров шейки после шлифовки.
Ремонт коленчатого вала и шатунов
Шлифование шеек коленвала выполнено по размеру. Подбор вкладышей произведён по таблице допусков; Балансировка коленвала проведена.
Шлифование шеек и подбор вкладышей
Выполнение шлифовки шеек коленчатого вала производится на специализированном станке с применением измерительных оправок и микрометров. Замер исходных диаметров шеек выполняется перед обработкой. Шероховатость и геометрия восстанавливаются до заводских допусков. После шлифовки контроль диаметра производится каждые обработанные шейки. Подбор вкладышей производится по замерам обработанных шеек и паспортным величинам вкладышей. Применение калиброванных комплектов исключает несовместимость. Сборочные поверхности очищаются. Контроль масляных зазоров производится щупом и записи заносятся в протокол.
Замена поршней и колец
Замена поршневых групп выполняется с подбором размера по расточке. Установка колец производится с контролем зазора и ориентации.
Подбор размеров и установка поршневых групп
Выбор поршневой группы производится на основании измерений цилиндров и колец после расточки. Измерение внутреннего диаметра цилиндра выполняется микрометром и калибровочными кольцами. Подбор поршня производится по полученному размеру с учётом рабочего зазора поршень-стенка‚ указанных допусков производителя и температурной деформации. Образцы колец подбираются по высоте канавки и натягу пружины. Установка поршневой группы производится с соблюдением ориентации меток и маркировки‚ стопорные элементы заменены. Смазка рабочих поверхностей маслом с предписанными характеристиками. Контроль осевого зазора шатунного пальца осуществляется измерением щупом. Порядок сборки фиксируется в акте работ.
Замена вкладышей и проверка зазоров
Замена вкладышей выполнена по размерам. Контроль масляных зазоров произведён щупом и микрометром. Протокол измерений приложен.
Контроль масляных зазоров и методы измерения
Контроль масляных зазоров произведён с целью установления соответствия сопряжённых поверхностей допускам двигателя Mercedes-Benz G 63 AMG 4.0 V8 Turbo 585 л.с. (2018–н.в.). Измерение радиальных и осевых зазоров осуществляется микрометром‚ нутромером и щупом. Применение индикаторов часового типа допускается для проверки биения шеек коленвала и посадочных поверхностей под вкладыши. Замеры выполняются на тёплом и холодном состоянии деталей с регистрацией температуры. Сопоставление полученных величин производится с нормативными таблицами производителя. Выявленные отклонения фиксируются в дефектовочном акте. При превышении допусков производится подбор ремонтных размеров вкладышей или шлифование шейки коленвала с последующей проверкой зазора щупом и документированием результата.

Ремонт и замена головки блока цилиндров
Диагностика ГБЦ выполнена. Плоскостность измерена. Шлифовка назначена при превышении допуска. Замена седел клапанов задокументирована.
Проверка плоскостности‚ шлифовка и сборка ГБЦ
Операции включают последовательные контрольные замеры плоскостности головки блока цилиндров с использованием плит и щупов. Контрольные точки распределяются по рабочей поверхности в соответствии с технологической карте. При превышении допустимых отклонений производится шлифовка на специализированном станке с применением абразивных кругов‚ обеспечивающих заданную чистоту поверхности. Обработка выполняется до достижения проектной геометрии с учётом толщины съёма материала и последующей толщины прокладки. После обработки поверхность очищается от остатков абразива и масла. Сборка головки проводится с заменой шпилек‚ прокладок и клапанных направляющих при установленной последовательности. Затяжка крышек распределительного вала и гаек крепления производится по моментам‚ указанным в регламенте‚ с применением динамометрического ключа. Контроль герметичности камер сгорания осуществляется методом опрессовки и металлокерамической дефектоскопии по рабочему циклу.

Сборочные операции
Сборка двигателя производится по технологической карте. Моменты затяжки контролируются. Очистка и смазка сопряжений выполняется.
Контроль моментов затяжки и последовательность сборки
Контроль моментов затяжки производится по заводским таблицам для двигателя Mercedes-Benz G 63 AMG 4.0 V8 Turbo 585 л.с. (2018–н.в.). Применение динамометра с поверкой обязательно. Затяжка выполняется в несколько ступеней с указанными моментами и углами поворота. Первичная затяжка болтов головки осуществляется равномерно по крестовой схеме для исключения перекосов. Последующая доводка моментами проводится в порядке‚ указанном в сервисной документации производителя. Для шатунных крышек применяются последовательность и моменты‚ регламентированные чертежами.
Контроль крутящих моментов после сборки производится повторно. Регистрация значений производится в акте работ. Корректировка производится только при отклонениях за диапазоном допуска. Применение герметиков и моментных характеристик фиксируется в протоколе. Документирование последовательности операций и значений моментов обязательно для сохранения гарантийных условий.

Обкатка двигателя после ремонта
Обкатка производится на стенде и на дороге. Прогрев‚ ступенчатое увеличение оборотов‚ контроль давления масла и температуры‚ запись параметров.
Режимы обкатки и контроль параметров
Обкатка двигателя Mercedes-Benz G 63 AMG 4.0 V8 Turbo 585 л.с. проводится в несколько этапов с фиксированными режимами и параметрами. Первичный этап включает прогрев до рабочей температуры при холостом ходу с постепенным увеличением оборотов до среднерабочих значений. Последующий этап предусматривает переменные нагрузки с чередованием частичных и полных нагрузок с ограничением длительности каждого интервала. Контроль параметров производится по давлению масла‚ температуре охлаждающей жидкости‚ температуре турбин‚ показателям смеси и уровню вибраций. Регистрация параметров производится каждые 5 минут в журнал обкатки. При превышении предельных значений производится остановка мотора и анализ причин. Запуск дополнительных замеров компрессии и давления масла рекомендуется по завершении каждого этапа. Конечный этап включает стабильную работу на средних оборотах в течение установленного времени перед передачей в эксплуатацию.
Финальная настройка и проверка рабочих параметров
Настройка топливной‚ наддувной и зажигания производится по эталонным картам. Контроль параметров выполняется диагностикой и логированием.
Настройка систем подачи топлива‚ наддува и зажигания
Настройка систем подачи топлива производится по протоколу заводских параметров для двигателя Mercedes-Benz G 63 AMG 4.0 V8 Turbo 585 л.с. (2018–н.в.). Выполнение адаптации топливных карт производится с применением диагностического оборудования‚ поддерживающего работу с шиной данных CAN и протоколами производителя. Корректировка давления наддува выполняется путем сравнения измеренных значений с паспортными‚ с последующей регулировкой управляющих актуаторов турбокомпрессоров. Настройка зажигания выполняется с учетом углов опережения‚ фаз газораспределения и давления в цилиндрах; калибровка выполняется посредством программного интерфейса‚ с сохранением логов. Контроль выбросов и детонации проводится в ходе испытаний под нагрузкой на динамометрическом стенде. Запись параметров производится в сервисную документацию.

Документирование выполненных работ и итоговая оценка
Составление акта работ. Фиксация этапов‚ измерений и применённых деталей. Выставление итоговой оценки состояния и гарантии.
Составление акта работ‚ гарантийные условия и рекомендации по эксплуатации
Составление акта работ производится по завершении комплексного ремонта двигателя Mercedes-Benz G 63 AMG 4.0 V8 Turbo 585 л.с. (2018–н.в.). Акт содержит перечень выполненных операций: диагностика электрических и механических цепей‚ измерение компрессии‚ замер давления масла‚ снятие и разборка узлов‚ дефектовка‚ шлифовка блока и расточка цилиндров‚ шлифование шеек коленвала‚ подбор вкладышей‚ замена поршней и колец‚ восстановление головки блока‚ сборка и регулировка.
Гарантийные условия представлены сроком и километражем для работ и запчастей с указанием исключений по эксплуатации и вмешательствам посторонних сервисов. Условия оформляются в акте и копии передаются вместе с документами на автомобиль.
Рекомендации по эксплуатации включают режим обкатки‚ контроль давления масла и интервал замены расходных материалов. Инструкции по регулярному контролю параметров двигателя и периодичности сервисных проверок включены в комплект документов.