
Описание услуги ремонта двигателя Mercedes-Benz S 500 3.0 I6 Turbo MHEV 435 л.с. 2020–н.в.: диагностика, оценка состояния, план работ.
Предмет обслуживания
Объект обслуживания: двигатель Mercedes-Benz S 500 3.0 I6 Turbo MHEV 435 л.с. модельный ряд 2020–н;в. Охват работ определён диагностикой, оценкой состояния и измерениями параметров компрессии и давления масла в магистрали. Включены операции по демонтажу двигателя и навесного оборудования, поэтапной разборке агрегатов и дефектовке компонентов. В состав работ входит шлифовка коленчатого вала с выдерживанием технологических допусков, расточка блока цилиндров с контролем точности обработки, замена поршней, поршневых колец и вкладышей. Предусмотрено восстановление головки блока цилиндров с шлифовкой поверхности и заменой направляющих втулок клапанов и седел. Сборка двигателя выполняется с контролем торцевых зазоров, выдерживанием момента затяжки крепёжных изделий и применением герметизирующих материалов по регламенту. Обкатка производится в режимах с поэтапным увеличением нагрузки и мониторингом рабочих параметров. Настройка включает калибровку датчиков, адаптацию электронного блока управления и проверку фаз газораспределения. Документирование работ обеспечивается оформлением сервисного отчёта и протоколов измерений.
Общие сведения о двигателе
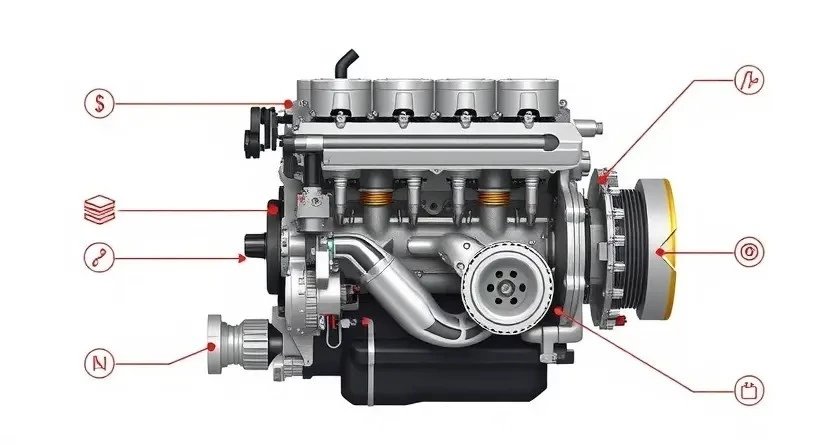
Описание: рядный 6-цилиндровый с турбонаддувом и мягкой гибридной системой, рабочий объём 3.0 л, мощность 435 л.с., система непосредственного впрыска.
Конструктивные особенности двигателя M256 3.0 I6 Turbo MHEV
Описание конструктивных особенностей сосредоточено на элементах, влияющих на ремонтопригодность. Блок цилиндров выполнен из алюминиевого сплава с увеличенной жесткостью. Коленчатый вал фланцевого типа изготовлен с закаленными шеями. Поршневая группа оснащена облегчёнными поршнями и двухкомпонентными кольцами. Система газораспределения представлена цепным приводом с натяжителем гидравлического типа. Турбонаддув осуществлен посредством одного турбокомпрессора с электрической поддержкой холодного старта. МЕHV-интеграция реализована через встроенный стартер-генератор и пакет литий-ионных элементов. Система смазки оснащена двухступенчатым насосом и распределенными каналами охлаждения. Головка блока цилиндров имеет четыре клапана на цилиндр, гидрокомпенсаторы и интегрированные каналы охлаждения. Сенсоры давления и температуры встраиваются в коллекторные и масляные магистрали. Конфигурация проводки и топливной системы рассчитана на высокоэффективное форсирование, что отражено в усиленных уплотнениях и точных посадочных поверхностях.
Область работ
Перечень операций по ремонту двигателя включён: диагностирование, замеры компрессии и давления, демонтаж, разборка, дефектовка, ремонтные работы.
Перечень выполняемых операций
Состав работ включает предварительную компьютерную диагностику электронных блоков управления двигателя и измерение параметров в режиме реального времени с записью логов.
Выполнение визуального осмотра общего состояния узлов и фиксация мест возможных утечек с документированием обнаруженных дефектов.
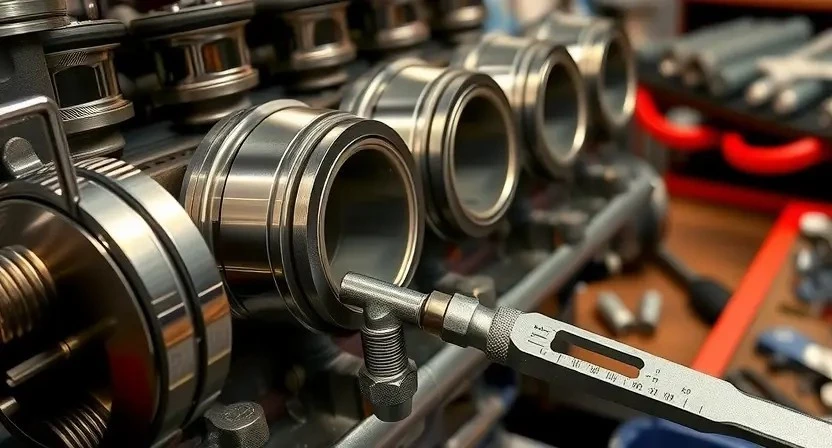
Измерение компрессии по цилиндрам с применением поверенного манометра; регистрация результатов в табличной форме.
Контроль давления масла в магистрали и на опорных поверхностях подшипников с использованием манометров и адаптеров.
Снятие двигателя с маркировкой крепежа и элементов навесного оборудования для обеспечения обратной сборки.
Разборка агрегата с промаркировкой деталей и упаковкой компонентов для дефектовки.
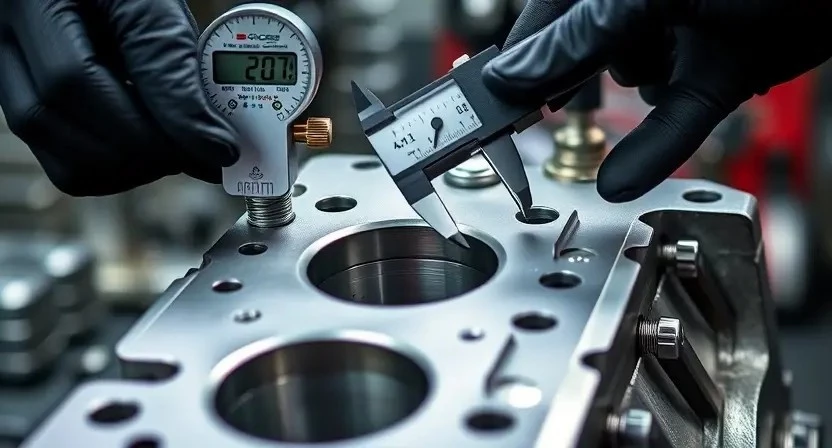
Дефектовка деталей с контролем геометрии на измерительном оборудовании и формированием акта дефектовки.
Шлифовка коленчатого вала с соблюдением технологических допусков и контрольной разбивкой колец по размеру.
Расточка блока цилиндров на станке с ЧПУ и проверка шероховатости поверхности цилиндров.
Подбор и установка новых поршней, колец и вкладышей по каталожным номерам; фиксация серий в отчете.
Реставрация головки блока цилиндров: шлифовка плоскости, восстановление седел клапанов и замена направляющих, с контролем герметичности камер сгорания.
Сборка двигателя с контролем торцевых зазоров, установкой моментных болтов и применением одобренных герметиков.
Обкатка собранного двигателя на стенде в установленных режимах с фиксацией рабочих параметров и последующим измерением компрессии и давления масла для подтверждения соответствия нормативам.
Подготовка к приему автомобиля
Оформление сервисного наряда произведено. Сбор VIN, пробега, истории ремонтов и перечня жалоб выполнен. Назначено время приёма.
Оформление сервисного наряда и сбор исходных данных
Формирование сервисного наряда производится с указанием идентификационных данных автомобиля: VIN, модельный индекс, год выпуска, комплектация двигателя. Регистрация пробега и дата приемки вносится в документ. Составление перечня заявленных неисправностей и условий эксплуатации выполняется в виде пунктов с указанием проявлений и частоты. Внесение истории технического обслуживания и предыдущих ремонтов производится на основании доступных документов и электронных карт.
Фиксация визуальных параметров состояния моторного отсека проводиться до демонтажа компонентов. Отмечаются следы утечек, коррозии, механических повреждений и посторонних запахов. Сбор данных параметров двигателей включает значение компрессии, давления масла, температуры охлаждающей жидкости и показания ЭБУ при заводском режиме. Протоколирование измерений выполняется в бланке сервиса.
Список необходимых запчастей и материалов составляется после первичного осмотра и внесения кодов деталей по каталогу производителя. Оценка наличия специальных инструментов и оснастки производится для планирования трудозатрат. Утверждение сроков выполнения работ указывается в наряде с указанием этапов и контрольных точек контроля качества.
Визуальный осмотр
Осмотр двигателя выполнен: выявлены внешние повреждения, следы утечек масла и охлаждающей жидкости, оценен крепеж и состояние навесного оборудования.
Визуальная оценка внешнего состояния и мест утечек
Осмотр поверхности блока цилиндров, головки и навесного оборудования выполнен при освещении не менее 1000 люкс. Фиксация следов масла, охлаждающей жидкости и топлива производится фотографированием с привязкой к узлам. Осмотр уплотнений и прокладок проводится с учетом ровности кромок, наличия раковин и пересыханий. Проверка фланцевых соединений включает определение деформации и коррозионных поражений. Оценка масляных пятен под автомобилем выполняется на чистой поверхности пола с последующей разметкой координат.
Осмотр сливных и заливных горловин выполняется для выявления эмульсии и продуктов износа. Состояние шлангов и фитингов оценивается по наличию трещин, вздутий и следов абразива. Визуальная оценка дренажных отверстий производится на предмет засоров и отложений. Обнаружение капель расценивается как подтверждение утечки. Регистрация результатов производится в отчете с указанием мест и предполагаемых причин.
Диагностика электронных систем
Считывание кодов неисправностей производится сканером OEM. Анализ параметров ECU включает мониторинг датчиков, фаз и коррекций топлива в реальном времени.
Проверка компрессии
Измерение компрессии производится по цилиндрам с применением манометра высокого давления. Запись значений выполняется в журнал для сравнения.
Порядок измерения компрессии по цилиндрам
Подготовка автомобиля к измерениям: аккумулятор к разрядке не допускать; система зажигания и топливоподача к отключению. Отверстия свечных колодцев очистить. Для фиксации положения коленчатого вала использовать метки на шкиве. Маховик и привод ГРМ к блокировке не подвергать без необходимости.
Процедура измерения: манометр с переходником вкрутить в свечное отверстие; обороты коленчатого вала обеспечить стартером до 200–300 об/мин; три замера подряд выполнить с записью максимального показателя. Прокладка клапанов оцениваться по равномерности показателей. Сравнение значений между цилиндрами провести по нормативам производителя.
Измерение давления масла
Измерение давления масла производится в магистрали и на подшипниках; фиксация значений по оборотам; протоколирование отклонений и причинно-следственный анализ.
Методика контроля давления в магистрали и на подшипниках
Подготовка стенда включает подключение манометра к масляной магистрали через штатный штуцер или адаптер, применение манометра с диапазоном до 10 бар и точностью не хуже 0,1 бар. Испытание проводится при прогретом двигателе до рабочей температуры 90–100 °C при отключенном внешнем потреблении масла. Фиксация давления производится на холостом ходу и при частоте вращения 2000 и 3000 об/мин. Замеры в магистрали регистрируются до и после масляного фильтра.
Измерение давления на коренных и шатунных подшипниках выполняется через просверленные контрольные отверстия или использование специализированных манометров с тонкими датчиками. Поэтапная фиксация давления осуществляется по цилиндрам с протоколированием значений и температурных параметров. Отклонение давлений от эталонных значений фиксируется как дефект и подлежит анализу вместе с данными осмотра масляной системы и геометрии шатунно-поршневой группы.
Оценка состояния масляной системы
Оценка производится по состоянию масляного насоса, фильтра, магистралей и каналов. Замеры давления сопоставляются с паспортными значениями.
Проверка масляного насоса, фильтра и каналов смазки
Проведение контроля масляной системы начинается с демонтажа защитных крышек и снятия масляного поддона с последующей визуальной оценкой состояния магнитов и накопителей механических частиц.
Извлечь масляный насос из картера и выполнить его разборку для оценки рабочего зазора между шестернями и корпусом. Замерить зазоры микрометром и щупом. Сравнение с технологическими допусками выполняется по заводской документации.
Замена фильтра производится при выявлении забитости бумаги фильтрующего элемента или превышения сопротивления потоку. Промывка масляных каналов проводится при обнаружении отложений, наличие которых фиксируется документально.
Контроль давления масла выполняется на магистрали до и после фильтра с использованием манометра высокой точности, регистрируются максимальные и минимальные значения. Фиксация результатов производится в отчете.
Принятие решения о демонтаже
Оценка компрессии и давления масла выполнена. Принятие решения производится на основании измерений, дефектовки и прогнозов восстановления мотора.
Критерии перехода к снятию двигателя
Определение перехода к снятию двигателя производится на основании документированных измерений и визуальной оценки. Значения компрессии цилиндров, отличающиеся более чем на 20% от среднего, оформляются как основание для демонтажа. Давление масла в магистрали и на опорах коленчатого вала, при отклонении ниже паспортного диапазона более чем на 15%, фиксируется как критический параметр. Наличие механических повреждений блока, трещин ГБЦ, деформаций посадочных поверхностей регистрируется как прямой критерий. Фиксация посторонних фрагментов в масляной системе или тяжелых металлических включений в масляном фильтре рассматривается как основание для снятия. Повышенный износ вкладышей, определяемый по зазорам, превышающим установленные допуски, оформляется документально. Наличие непреодолимых ошибок ECU, указывающих на повреждение внутренних компонентов, заносится в отчет. При сочетании нескольких критических признаков демонтаж признается оправданным и планируется в технологическом задании.
Снятие двигателя и элементов навесного оборудования
Операция снятия двигателя: отсоединение электроразъемов, системы охлаждения, топливных магистралей, подвесных опор, маркировка шлангов и проводов.
Пошаговая последовательность демонтажа с маркировкой компонентов
Операция демонтажа двигателя выполняется по этапам. Снятие силового агрегата производится после отключения электроцепей, слива технических жидкостей и удаления воздуховодов. Крепежи навесного оборудования откручиваются последовательными циклами. Снятие выпускной системы и турбин производится до отсоединения поддона картера. Слить топливо и давление в системе подачи топлива. Отсоединение ТРК и датчиков выполняется с фиксацией штекеров. Монтировка подъемного приспособления осуществляется под опоры двигателя. Подвесить агрегат. Открепление опор производится по очередности, уравновесить нагрузку. Снять двигатель с рамы. Маркировка всех шлангов, труб и электроразъемов производится с указанием места установки и номера позиции. Компоненты навесных агрегатов поместить на маркированные поддоны. Рекомендуется фотографирование каждого этапа для дальнейшей сборки.

Разборка агрегатов
Разборка цилиндро-поршневой группы и ГБЦ производится поэтапно. Маркировка компонентов производится для сохранения соответствия при сборке.
Разборка цилиндро-поршневой группы и ГБЦ
Демонтаж поршневой группы и головки блока цилиндров производится после документирования состояния и фиксации меток фаз газораспределения. Снятие коллектора выполнено с маркировкой трубопроводов и соединений. Снятие приводов ГРМ и цепей осуществляется с фиксацией натяжения и положения шкивов. Поршни извлекаются через отверстия цилиндров с применением направляющих для предотвращения повреждений. Клапаны и направляющие удаляются из головки с регистрацией посадочных мест. Клапанные пружины демонтируются инструментом, обеспечивающим сохранность седел. Шатуны и вкладыши разгружаются по очередности, болты крепления маркируются по посадочным местам. Поверхности промываются рабочим растворителем. Присутствие износа фиксируется измерениями диаметров и люфтов. Все детали помещаются в индивидуальную тару с идентификацией для последующей дефектовки и контроля соответствия ремонтным допускам.
Дефектовка компонентов
Контроль геометрии и измерения износа деталей выполняются по штатным методикам. Измерения записываются в акт дефектовки с указанием допусков.
Контроль геометрии и диагностирование износа деталей
Контроль геометрии выполняется после разборки агрегатов. Измерение биений коленвала производится индикатором часового типа при закрепленном коленчатом вале на станке. Прямолинейность шатуна определяется микрометром по длине рабочей поверхности. Параметры цилиндров фиксируются нутромером с последующей записью в протокол. Кривизна направляющих клапанов замеряется микрометром и шаблоном. Износ седел клапанов оценивается визуально и измерительно, при выявлении отклонений фиксируется необходимость восстановления.
Осмотр вкладышей проводится на наличие задиров и выработок; измерение толщины вкладышей производится микрометром. Измерение диаметра поршней и канавок для колец осуществляется наружным микрометром. Износ поршневых колец определяется по толщине и зазорам в канавках. Контроль плоскостности фланцев ГБЦ и блока производится щупом и линейкой с последующей записью величин. Результаты оформляются протоколом дефектовки с указанием допусков и рекомендации по восстановлению или замене деталей.
Шлифовка коленчатого вала
Шлифовка вала производится в правиле точности: соблюдение диаметральных допусков, чистота поверхности, балансировка. Проточки отмечаются протоколом.
Технологические допуски и порядок выполнения шлифовки
Установить допуски на износ коленчатого вала согласно регламенту производителя. Предельный диаметр восстанавливаемых шеек указывать в технической документации. Приложение контрольных размеров прилагать к отчету. Допуск на неоднородность поверхности не превышать 0,01 мм по радиусу. Посадочные поверхности вкладышей приводить к заводским значениям с учетом межосевого зазора.
Подготовка поверхности включать очистку, дефектовку и измерение биения. Шлифовка выполняться поэтапно с контрольными замерами после каждого прохода. Использовать абразив заданной зернистости и охлаждение с масляной или эмульсионной промывкой. После шлифовки применять хонингование для достижения шероховатости Rz, указанной в регламенте.
Контрольные операции: геометрия шейки, круговая овальность, диаметральное несоответствие. Протокол измерений включать значения до и после обработки, инструментальные показатели и идентификацию детали. Запись результатов выполнять в табличном виде с указанием единиц измерения;

Расточка блока цилиндров
Расточка блока производится на станке по заданным размерам. Контроль диаметров и конусности измеряется микрометром. Шероховатость фиксируется.
Точность обработки и требования к поверхности цилиндров
Определение геометрии посадочных поверхностей цилиндров производится с целью восстановления эксплуатационных параметров двигателя. Измерение диаметров и конусности выполняется микрометром и контрольно-пробочным инструментом. Предельные отклонения указываются в рабочем регламенте производителя. Обработка поверхности цилиндров производится расточным и хонинговальным оборудованием с обеспечением заданной шероховатости. Шероховатость Ra задаваемая процессом должна обеспечивать масляную пленку и плотность поршневой группы.
Контроль цилиндрических поверхностей производится по круговому и осевому профилю. Допуски радиального биения и соосности фиксируются протоколом. Восстановление поверхности допускает обработку в один проход при соблюдении припуска, указанного в технической документации. Фиксация размеров выполняется после оттачивания и абразивной доводки. Протокол обработки прилагается к отчетной документации.
Замена поршней, колец и вкладышей
Подбор комплектов по OEM-спецификациям. Замена цилиндропоршневой группы и вкладышей по картам размера. Контроль зазорных параметров.
Подбор запчастей и порядок установки компонентов
Формирование комплекта деталей выполняется на основании результатов дефектовки. Подбор производится по каталожным номерам производителя и по измеренным допускам деталей. Включение в комплект поршней, колец, вкладышей, болтов ГБЦ, направляющих клапанов и сальников производится по изношенным посадочным размерам. Подбор сопряжённых деталей производится с учётом межосевых и радиальных зазоров. Совместимость новых компонентов с системой охлаждения и смазки подтверждается техническими данными.
Установка компонентов выполняется в последовательности: вкладыши устанавливаются с маркировкой сторон; поршни монтируются с соблюдением ориентации; кольца располагаются по порядку согласно кода; ГБЦ устанавливается с новой прокладкой и контролем торцевого зазора; болтовый крепёж затягивается по многоступенчатой схеме с применением динамометрического ключа и фиксацией момента в отчёте. Контрольные измерения после установки фиксируются.
Восстановление головки блока цилиндров
Шлифовка гбц производится по зазору седел. Замена направляющих и сидений клапанов. Контроль плоскостности и герметичности после ремонта.
Шлифовка ГБЦ, замена направляющих и седел клапанов
Подготовка головки блока цилиндров выполняется перед обработкой рабочих поверхностей. Контроль плоскостности производится посредством индикаторного прибора и плиты с штифтами. При выявлении биения свыше допустимого значения выполняется шлифовка рабочей поверхности; задание величины съема металла определяется по результатам измерений. Направляющие клапанов подлежат измерению диаметра и бокового люфта; при превышении предела производится замена. Седла клапанов подлежат простой посадке или притирке при сохранении геометрии; при деформации производится фрезерование посадочных мест и установка новых седел. После замены выполняется контроль притираемости клапанов по равномерности контакта и величине утечки; измерение производится манометром или аэрографом. Завершающая операция включает очистку маслоканалов и проточку маслораспределительных каналов при необходимости; фиксация соответствия размеров в отчётной документации.

Сборка двигателя
Сборка производится по технологической карте. Контроль торцевых зазоров, момент затяжки в соответствии с нормами. Применение герметиков по спецификации.
Контроль торцевых зазоров, натяжение крепежа и применение герметиков
Контроль торцевых зазоров выполняется измерением микрометром и индикатором часового типа для шейки коленчатого вала и торца маховика. Измерение производится в нескольких точках по окружности. Полученные значения сопоставляются с заводскими допусками. Натяжение крепежа фиксируется моментом затяжки, заданным в таблице ремонтной документации. Крутящий момент фиксируется динамометрическим ключом. Применение герметиков регламентируется типом соединения: фланцевые сопряжения, крышки цепей, сальники. Выбор состава основывается на температурной стойкости и совместимости с маслом. Нанесение герметика производится тонким равномерным слоем по поверхности уплотнения, с выдержкой времени до образования пленки согласно инструкции производителя герметика. Контроль после сборки включает проверку уплотнения и отсутствие подтеков при пробном пуске.
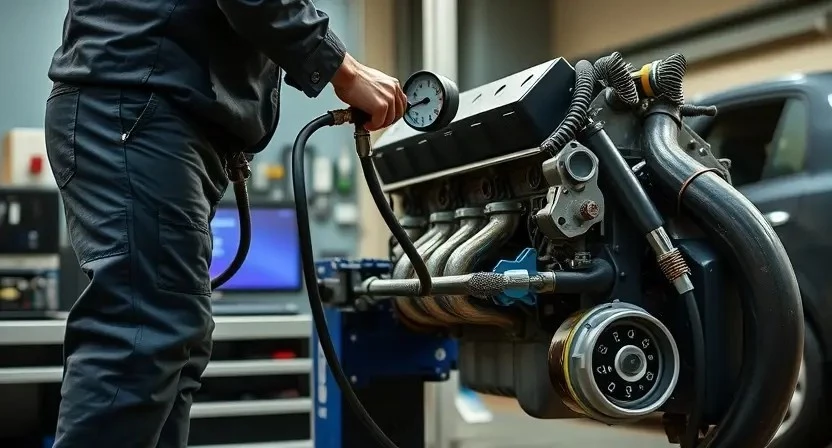
Обкатка собранного двигателя
Обкатка производится в режимах прогрева и нагрузок. Контроль параметров давления масла и температуры. Замеры компрессии выполняются после обкатки.
Режимы обкатки, контроль рабочих параметров и замеры после обкатки
Обкатка производится по этапам: холодный запуск с прогревом до рабочей температуры 80-95°С при минимальных оборотах холостого хода; постепенное увеличение нагрузки на двигатель до 50% номинальной мощности в течение первых 30 минут; работа на переменных оборотах с интервалами высокой и низкой нагрузки в следующие 2 часа; выдержка режима низкой нагрузки 15 минут перед остановкой. Контроль параметров осуществляется непрерывно: давление масла регистрируется в магистрали и на опорах, температура масла и ОЖ фиксируется сенсорами, расход топлива и показания датчиков детонации записываются. Замеры после обкатки включают повторное измерение компрессии по всем цилиндрам, сравнение начальных и итоговых значений давления масла при одинаковых оборотах, оценку наличия масляных и охлаждающих утечек визуальным методом, проверку работающего мотора на характер вибраций и акустики. Результаты заносятся в отчёт с указанием времени работы, режимов и величин параметров.
Настройка систем после сборки
Настройка производится: калибровка датчиков, адаптация ECU, программная синхронизация фаз ГРМ, тестирование холостого хода и корректировка топливных карт.
Калибровка датчиков, адаптация ECU и проверка фаз газораспределения
Калибровка датчиков производится после сборки и установки компонентов системы. Снятие ошибок памяти контроллера выполняется диагностическим прибором с сохранением логов. Считывание рабочих параметров датчиков давления, температуры и положения распределительного вала проводится с фиксацией отклонений от заводских значений. Адаптация ECU проводится посредством загрузки сервисных параметров и исполнения адаптационных процедур в режиме сервисного интерфейса. Контроль фаз газораспределения осуществляется измерением углового положения распредвалов относительно меток коленчатого вала и анализом синхронизации по сигналам датчиков положения. Величины углов фиксируются с точностью до 0,1° и сравниваются с эталонными значениями. Коррекция фаз выполняется посредством регулировочных операций на приводе фазорегуляторов при подтверждённой разрегулировке. Завершение процедуры фиксируется протоколом с перечнем скорректированных параметров и результатами повторного считывания параметров ECU.

Контроль качества выполненных работ
Финальные измерения: компрессия и давление масла зафиксированы, утечки отсутствуют, параметры после обкатки соответствуют установленным допускам.
Документация и гарантийные обязательства
Выдача акта выполненных работ, спецификации заменённых деталей и протоколов измерений. Гарантийные сроки и условия оформляются документально.
Ведение отчетной документации и условия гарантии
Фиксация проведенных операций осуществляется в регламентной форме. Запись включает перечень выполненных процедур, номера замененных деталей, результаты контрольных измерений компрессии и давления масла, значения после обкатки и параметры адаптации ЭБУ. Протоколы цифрового сканирования ECU прикладываются в едином пакете; Серийные номера компонентов и даты установки подлежат регистрации. Гарантийные обязательства оформлены письменно. Сроки гарантии определены по категории работ и по классификации замененных узлов. Условия гарантии включают исключения для элементов, подверженных естественному износу. Требования к предъявлению претензий: представление сервисного наряда, отчетов измерений и фотофиксации момента установки. Возврат деталей производится с оформлением акта браковки. Оплата гарантийных работ производится в соответствии с пунктами договорного соглашения.