
Вhведение
Описание услуги: диагностика и комплексное восстановление двигателя Mercedes-Benz E450 3․0 I6 Turbo MHEV 381 л․с․; включение измерений и ремонта узлов․
Область применения документа
Документ регламентирует перечень работ и критерии оценки состояния двигателя Mercedes-Benz E 450 3․0 I6 Turbo MHEV 381 л․с․ (2023–н․в․)․ Применение распространяется на выполнение диагностических процедур, замерных операций по компрессии и давлению масла, демонтаж агрегата, последовательную разборку, дефектовку деталей, механическую обработку коленчатого вала и блока цилиндров, замену поршней, колец, вкладышей и головки блока цилиндров, последующую сборку, первичную обкатку и окончательную настройку․ Нормативы качества и контрольные значения приводятся для применения в сервисной документации․ Операции выполняются в условиях специализированного цеха с наличием стендов и измерительного оборудования․
Описание объекта работ
Двигатель Mercedes-Benz E450 3․0 I6 Turbo MHEV 381 л․с․ (2023–н․в․)․ Описание состава узлов, систем питания, смазки и турбонаддува для ремонта․
Техническая характеристика двигателя
Базовые параметры двигателя представлены как 3․0 л рядный шестицилиндровый наддувный агрегат с электрическим надбавочным модулем мягкого гибрида․ Номинальная мощность установлена 381 л․с․, крутящий момент заявлен в паспортных данных производителя․ Конфигурация охватывает турбонагнетатель с промежуточным охлаждением, непосредственный впрыск топлива и изменяемые фазы газораспределения․ Система смазки включает масляный насос с регулируемым давлением и масляный радиатор․ Ход поршня и диаметр цилиндров согласованы с заводскими допусками․ Параметры компрессии и давление масла являются контрольными величинами при диагностике и восстановлении․ Опоры крепления и точки подвеса соответствуют конструктивной схеме силового агрегата․
Перечень оказываемых услуг
Перечень услуг включает диагностику ЭСУД, измерения компрессии и давления масла, демонтаж, разборку, дефектовку, ремонт и обкатку двигателя․
Комплекс работ по двигателю
Перечень операций включает диагностику электронных систем и оценку состояния агрегата․ Выполнение измерений компрессии цилиндров с использованием калиброванного манометра․ Проведение замера давления масла в рабочем режиме с регистрацией динамики по диапазону оборотов․ Организация демонтажа двигателя с маркировкой навесных компонентов и сборочных позиций․ Выполнение разборки с применением стендов и инструментов, обеспечение очистки деталей перед дефектовкой․ Проведение дефектовки с фиксацией параметров износа и указанием критериев списания․ Применение проточек и шлифовки по установленным технологическим картам․ Выполнение расточки блока по заданным допускам и калибровка сопряжённых поверхностей․ Подбор и замена поршней, колец и вкладышей с указанием зазоров и методов установки․ Обработка и шлифовка головки блока, восстановление седел клапанов и направляющих․ Сборка производится по последовательности с фиксацией моментов затяжки․ Обкатка выполняется в контролируемых режимах с регистрацией параметров․ Финальная настройка и проверка параметров двигателя с оформлением итогового протокола работ․
Требования к безопасности и инструменту
Обеспечение защитой персонала и окружающей среды; применение специализированных инструментов; хранение горючих жидкостей в огнеупорной таре; маркировка деталей․
Средства и оборудование
Перечень оборудования и инструментария, предусмотренный для выполнения диагностических и ремонтных операций с двигателем Mercedes-Benz E 450 3․0 I6 Turbo MHEV 381 л․с․ (2023–н․в․)․ Диагностический сканер с поддержкой протоколов производителя и возможностью считывания параметров гибридных систем․ Компрессометр с адаптерами под рядные шесть цилиндров и манометр для поверки точности показаний․ Манометр для измерения давления масла с набором переходников и ограничения по рабочему давлению, обеспечивающий снятие кривой давления․ Подъемник с грузоподъемностью, выдерживающей массу автомобиля с двигательным оборудованием, а также трансмиссионную подставку для безопасного опускания двигателя․ Гидравлический домкрат с опорными стойками для фиксации агрегата во время демонтажа․ Набор динамометрических ключей с диапазонами моментов, перечисленными в заводских таблицах․ Набор слесарных инструментов с изолированными ручками для работы с электрическими элементами гибридной системы․ Токовые клещи и мультиметр для измерения напряжений и токов в бортовой сети․ Балансировочный станок для проверки маховика и коленчатого вала․ Станок для шлифовки коленчатого вала с набором абразивных кругов и центровочных приспособлений․ Расточный станок с высокоточной системой управления для обработки цилиндров по заданным параметрам и шаблонам․ Стенд для притирки клапанов и комплект шаблонов седел․ Микрометры и нутромеры для контроля размеров поршней, шатунов и вкладышей․ Толщинометр для контроля поверхностей ГБЦ․ Приспособления для сборки-распрессовки поршней и колец с контролем усилий․ Устройство для промывки масляных каналов и гидравлических компонентов․ Контейнеры для утилизации технических жидкостей и фильтров с маркировкой класса отходов․ Защитное покрытие рабочего места и вытяжная система для удаления отработанных паров при шлифовке и расточке․
Подготовка к приему автомобиля
Прием автомобиля проводится с заполнением акта․ Фиксация VIN, пробега, состояния кузова и салона․ Фотофиксация и регистрация дефектов;
Фиксация данных и регистрация дефектов
Оформление приемной ведомости производится при поступлении автомобиля․ Ведомость содержит идентификационные данные транспортного средства, показания одометра, состояние визуально доступных элементов, перечень заявленных симптомов и результаты первичного внешнего осмотра․ Фотофиксация выполняется с указанием ракурсов крупного плана для каждого обнаруженного дефекта․ Измерительные параметры фиксируются в бланке: компрессия по цилиндрам, давление масла начальное, температурные показатели на месте осмотра․ Диагностические коды ошибок выгружаются и сохраняются в электронном журнале․ Для каждой позиции дефекта указывается степень критичности по шкале технического состояния, дата фиксации и инициалы исполнителя, ответственного за регистрацию․ Заполнение акта приемки сопровождается подписью уполномоченного лица и проставлением печати сервиса․ Контроль соответствия данных нормативам марки проводится по справочным таблицам производителя․
Первичная диагностика
Снятие кодов ошибок производится․ Считывание параметров в реальном времени․ Фиксация отклонений давления, температуры, оборотов и сигналов датчиков․
Снятие ошибок и проверка управляющих модулей
Выявление сохранённых кодов ошибок производится посредством специализированного диагностического сканера, совместимого с протоколами Mercedes-Benz․ Считывание кодов выполняется до механических операций․ Расшифровка кодов проводится по официальной базе данных производителя․ Установление связей между кодами и симптоматикой производится через анализ рабочих параметров датчиков и исполнительных механизмов․ Сброс кодов выполняется после фиксации и документирования всех записей․ Диагностические блоки подвергаются тестированию входов и выходов с использованием симуляторов сигналов․ Проверка актуаторов производится в режимах адаптации и калибровки через сервисный интерфейс․ Программирование и обновление ПО модулей производится при наличии официальных прошивок и верификации контрольных сумм․ Протокол диагностики составляется с указанием времени, версии ПО и результатов измерений․

Оценка состояния двигателя
Оценка выполняется по показателям компрессии, давления масла, люфту шатунов и износу поршней․ Составление заключения о пригодности․
Визуальная инспекция узлов и магистралей
Осмотр производится по фиксированному регламенту․ Внешние повреждения корпуса, трещины, деформации и следы коррозии регистрируются․ Обнаружение масляных пятен и подтёков документируется с указанием точки истечения и предполагаемого канала․ Состояние уплотнений и прокладок оценивается по наличию вытекшей жидкости, изменению формы и нарушению эластичности․ Электрические разъёмы и проводка проверяются визуально на оплавления и разломы изоляции․ Магистрали высокого давления осматриваются на нарушение плетения и облой резьбовых соединений․ Крепёжные элементы проверяются на ослабление, наличие сорванных резьб и коррозионных следов․ Присутствие посторонних включений в системе вентиляции картера фиксируется отдельно․ Результаты вносятся в протокол с указанием фотографий и привязкой к узлу․
Измерение компрессии
Подготовка: отсоединение катушек и форсунок․ Измерение выполняется манометрическим прибором при провороте коленвала; фиксирование значений по цилиндрам․
Методика и нормативы компрессии
Подготовка к измерению: снять декоративные крышки, обеспечить доступ к свечным колодцам, отключить систему зажигания и топливоподачу․ Для исключения влияния гидравлических натяжителей обеспечить вращение коленвала стартером при открытых впускных и выпускных клапанах для каждого цилиндра․ Применение манометра высокого давления с поверкой, адаптеров переходников и калиброванных щупов․ Значения сравниваются с заводскими параметрами двигателя Mercedes-Benz E450 3․0 I6 Turbo MHEV 381 л․с․; норматив компрессии в рабочих цилиндрах должен находиться в диапазоне, установленном производителем, с допуском на неравномерность между цилиндрами, допускаемым заводской спецификацией․ При отклонениях выполняется повторное измерение после расчистки свечных отверстий и прокрутки маховика․ Результаты фиксируются в протоколе с указанием температуры масла, числа оборотов при измерении и использованного оборудования․
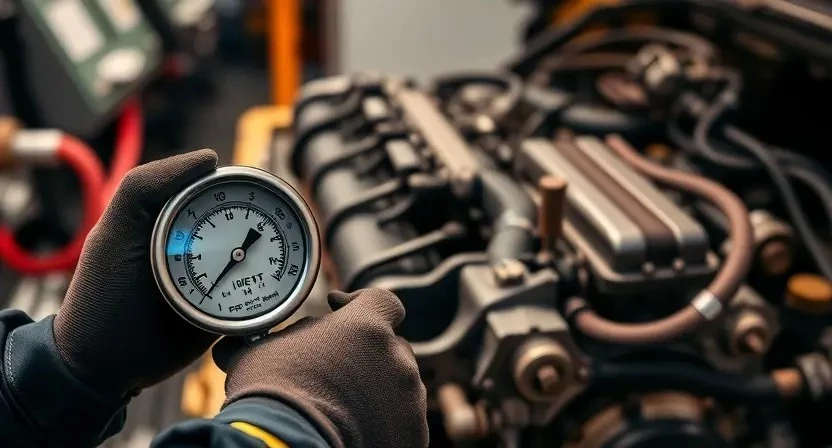
Измерение давления масла
Измерение выполняется с подключением манометра к масляному каналу․ Давление фиксируется на холостом ходу и под нагрузкой, результаты протоколируются․
Порядок измерений и контрольные значения
Подготовка: двигатель прогреть до рабочей температуры, питание отключить․ Для измерения давления масла используется манометр с присоединением в масляной магистрали или вместо датчика давления․ Для компрессии применяется компрессометр с рукояткой и адаптером свечного отверстия․ Порядок измерений: установка поршня первого цилиндра в ВМТ, приоткрытие дросселя, отсоединение высоковольтных проводов или отключение системы зажигания, прокрутка коленвала стартером до стабильных показаний манометра․ Показания фиксируются для каждого цилиндра․ Контрольные значения: компрессия в пределах 13–16 бар для холодного состояния с допустимым разбросом между цилиндрами до 1 бар; падение при снятом впускном коллекторе не более 0,5 бар; перепад давления масла на холостых оборотах 0,5–1,5 бар; при рабочем режиме давление масла 2–4 бар в зависимости от режима и температуры․ Результаты документируются в протокол, обозначаются цилиндры с отклонениями и указываются предполагаемые причины разницы значений․
Решение о демонтаже узлов
Оценка результатов диагностики определяет необходимость демонтажа отдельных узлов двигателя; решение документируется с указанием дефектов и объема работ․
Критерии для перехода к снятию двигателя
Измерение компрессии показало значения ниже установленных нормативов более чем на 20% в одном или нескольких цилиндрах․ Давление масла в магистрали двигателя при рабочей температуре зафиксировано ниже контрольного значения, при этом попытки восстановления давления заменой фильтра и промывкой маслопроводов не дали результата․ Диагностические коды неисправностей в блоках управления указывают на критическое повреждение компонентов, связанное с утратой компрессии, повышенным износом вкладышей или деформацией блока․
Визуальная инспекция выявила трещины в корпусных частях, следы перегрева на головке блока и задира на юбках поршней․ Фазирование газораспределения при помощи измерительных приборов показало смещение, выходящее за пределы допуска․ Измерение люфтов шатунов и состояния коренных шеек установило превышение износа, при котором восстановление методом замены отдельных вкладышей признано экономически нецелесообразным․ Решение о демонтаже двигателя признано обоснованным при сочетании перечисленных параметров и документально зафиксировано в отчете․

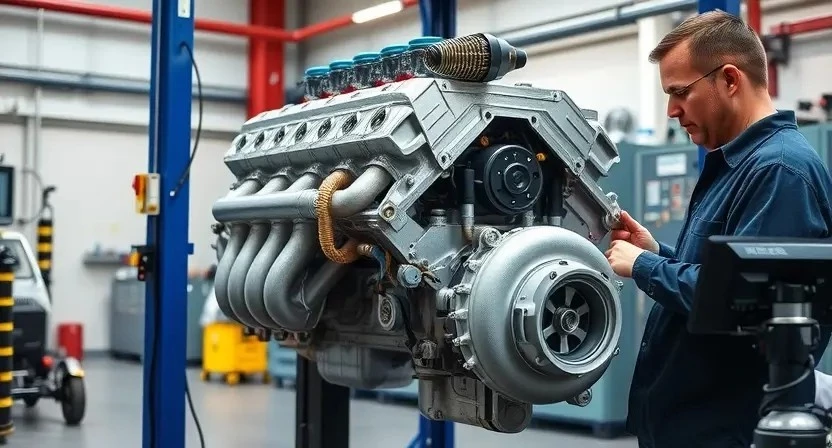
Снятие двигателя
Операция снятия двигателя производится последовательными этапами: отключение электроцепей, слив жидкостей, демонтаж навесного оборудования, маркировка креплений․
Этапы демонтажа и маркировка узлов
Подготовка к демонтажу: фиксация автомобиля на подъемнике, отсоединение аккумулятора, слив рабочих жидкостей, разряжение системы впуска и выхлопа․ Обеспечение доступа к моторному отсеку путем снятия наружных кожухов и вспомогательных агрегатов․ Отсоединение электропроводки производится поэтапно с применением коннекторной маркировки․ Слив топлива и отключение топливных магистралей выполняются с применением специального инструмента и контейнеров для утечек․ Маркировка трубопроводов, тормозных и гидравлических линий наносится на бумажные и пластиковые бирки с указанием положения и направления․ Фиксация болтов и крепежа производится в промаркированные лотки с идентификацией монтажных мест․ Снятие навесных компонентов сопровождается фотографированной документацией для последующей сборки․ Двигатель извлекается с применением траверсы и грузоподъемного оборудования, крепление к подрамнику осуществляется временными болтами․ Маркировка шпилек и шпинговых соединений включает проставление номеров и контрольных знаков для сохранения взаимозаменяемости․

Разборка двигателя
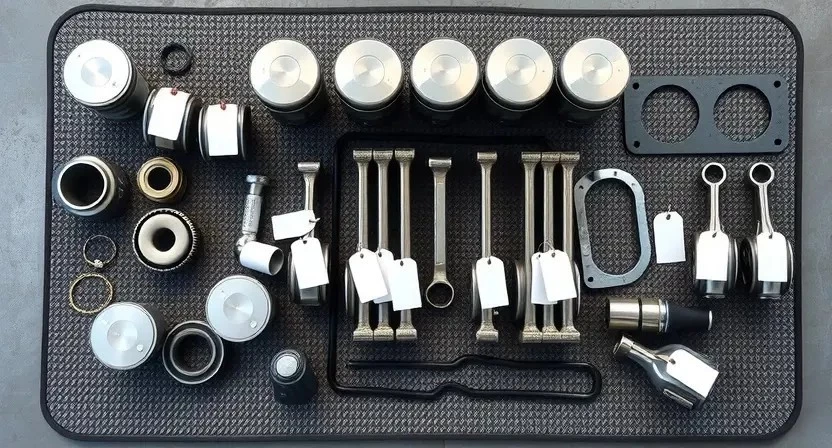
Демонтаж узлов произведён по этапам: снятие навесного, крышек, ГБЦ, коленвала; маркировка компонентов и упаковка деталей для дефектовки․
Последовательность разборочных операций
Подготовка рабочего места и документации производится перед началом демонтажа․ Электрические цепи обесточиваются, топливная система выводится из рабочего состояния, аккумулятор отсоединяется․ Слив эксплуатационных жидкостей выполняется в ёмкости с последующей утилизацией․ Демонтаж вспомогательных агрегатов проводится по очереди: навесные ремни снимаются, компрессор кондиционирования и генератор демонтируются при необходимости․ Снятие впускной коллектора и трубопроводов производится по отмеченным соединениям․ Разъединение системы охлаждения и труб высокого давления производится с маркировкой․ Система выпуска отсоединяется от коллектора и направляется на хранение с защитой фланцев․ Снятие головки блока выполняется после отворачивания крепёжных элементов по заданной схеме затяжки в обратном порядке․ Снятие поршневой группы производится после фиксации коленчатого вала и маркировки шатунов․ Крышки коренных подшипников снимаются по порядку, вкладыши извлекаются и маркируються․ Каждая деталь направляется на первичную дефектовку с фотофиксацией и измерениями․
Дефектовка деталей
Проведение измерений износа, определение критичных повреждений, фиксация результатов в протоколе, классификация деталей на ремонт или замену․
Контроль износа и критерии списания
Проведение измерений выполнено последовательным методом․ Измерение наружного диаметра шеек коленчатого вала и диаметра шатунных шеек произведено микрометром; зафиксированы отклонения от номинала․ Измерение износа цилиндрических поверхностей выполнено индикатором часового типа; значения превышающие допустимый износ зафиксированы․ Контроль толщины поршневых колец произведен штангенциркулем; изъятые кольца с превышением износа подлежат утилизации․ Проверка вкладышей проведена путем снятия размеров посадочных мест; выявлен люфт, превышающий эксплуатационный допуск․ Оценка коррозии и трещин головки блока произведена визуально и ультразвуковым методом; дефекты, влияющие на герметичность, отнесены к критериям списания․ Сопротивление износу распределительных валов и направляющих клапанов измерено; детали с износом свыше регламента подлежат замене․ Запись результатов и формирование акта дефектовки выполнены в документе с указанием кодов деталей и рекомендуемых действий по списанию или восстановлению․
Шлифовка коленчатого вала
Шлифование вала выполняется по измеренным параметрам; обеспечить ремонт шероховатости, восстановление диаметров шеек, контроль биения и радиального люфта․
Технология и допуски после обработки
Описание операций по шлифовке и восстановлению рабочих поверхностей выполнено в виде технической инструкции․ Поверхности шатунных шеек и коленчатого вала обрабатываются на специализированных станках с контрольным замером биения и круглости․ Для шеек коленвала допускается окончательный овальный износ не более 0,01 мм относительно заводского размера после шлифовки и полирования․ Притирка седел клапанов производится с измерением зазоров в 0,03–0,08 мм в зависимости от диаметра․ Блок цилиндров подвергается расточке с обеспечением соосности гильз не хуже 0,02 мм по длине рабочего участка․ Контроль после обработки осуществляется калибровкой шаблона и микрометрическими измерениями, протоколы включают исходные и итоговые значения; допуск по чистоте поверхности не превышает Ra 0,8 мкм для колец и Ra 1,6 мкм для блоков․
Расточка блока цилиндров
Расточка блока выполняется по измеренным износам; заданы допуски; применение хонинга для доводки; фрезеровка седел не выполняется здесь․
Параметры расточки и калибровка
Задача: обеспечение требуемых размеров цилиндров блока для двигателя Mercedes-Benz E 450 3․0 I6 Turbo MHEV 381 л․с․ Производимые операции включают определение окончательного диаметра, контроль круглости и соосности, обеспечение требуемой шероховатости поверхности․ Калибровка инструмента и станка проводится перед обработкой с применением эталонных калибровочных втулок и датчиков положения․ Рекомендуемые допуски: окончательный диаметр с допуском +0,02 мм относительно номинала ремкомплекта; овальность менее 0,03 мм; соосность гильз относительно оси блока менее 0,05 мм на длине рабочей поверхности․ Быстрые нерезкие подачи исключаются․ Контроль размеров производится последовательными замерами внутри гильзы микрометром и внутризонным калибратором по трём уровням с шагом 30 мм․ Регистрация результатов выполняется в протоколе с указанием инструментов, серийных номеров и температуры окружающей среды․ После обработки производится проверка натяга поршневой группы с применением эталонных поршней и щупа для контроля зазоров․
Замена поршней и колец
Подбор поршней по диаметру и компрессии․ Монтаж колец с установленным зазором․ Замена уплотнений․ Испытание компрессии после сборки․
Подбор компонентов и монтажные зазоры
Подбор поршней производится по каталожным номерам и измеренным параметрам цилиндров․ Подбор колец производится по диаметру и профилю канавок; указание на марку и жесткость фиксируется в документации․ Подбор вкладышей осуществляется по классу коленчатого вала и диаметру шатунов; допустимые натяги указываются в таблице; Подбор болтов крепления головки блока и шатуна выполняется по классу прочности и длине с учетом износа резьбы․ Монтажные зазоры шатунных вкладышей и коренных подшипников определяются по методике измерения пластинчатым щупом; значения сверяются с техническими нормативами производителя․ Зазоры поршневых колец и канавок фиксируются после промера инструментариями․ Контроль диаметра цилиндра, овальности и конусности проводится перед выбором комплекта поршень-кольца․ Допуски подбираются согласно заводским таблицам․ Прописание выбранных компонентов в акте работ производится с указанием партномеров, размеров и предельных отклонений․

Замена вкладышей и проверка шатунов
Замена вкладышей производится по размерам․ Контроль зазора выполняется микрометром и щупом․ Проверка шатунов на изгиб и люфт проводится стендом․
Контроль совместимости и натяг вкладышей
Определение совместимости вкладышей с шейками коленчатого вала производится по каталожным номерам и размерам․ Измерение наружного диаметра вкладыша и диаметра шейки выполняется микрометром и нутромером․ Сопоставление размеров проводится с таблицами допусков производителя․ Отдельное внимание уделяеться монтажному зазору при сборке: расчет зазора производится как разность диаметров шейки и внутреннего диаметра вкладыша; Контроль цилиндричности и биения шейки проводится индикатором часового типа․ Превышение допустимого зазора трактуется как основание для замены вкладыша или шейки․ Монтажный натяг оценивается по толщине вкладыша и эластичности посадочного соединения․ Применение измеренных величин в протокол вносится с указанием приборов и предельных значений․
Ремонт или замена головки блока цилиндров
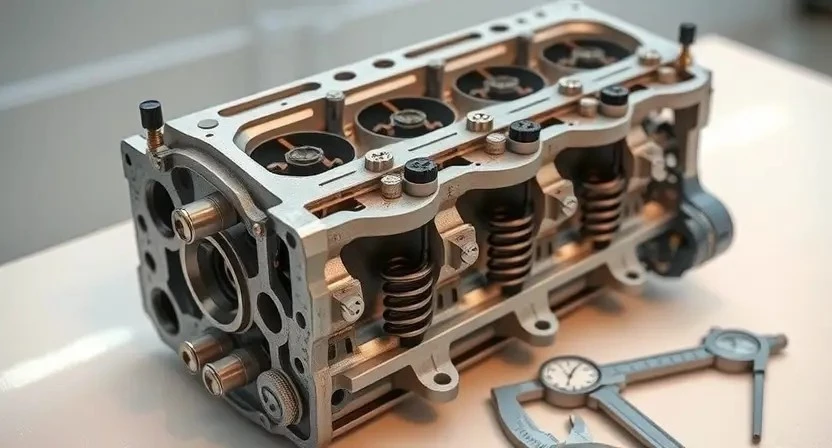
Осмотр ГБЦ проводится на предмет трещин, коробления и износа седел клапанов; шлифовка выполняется при допуске поверхности; замена при критических дефектах․
Шлифовка ГБЦ и проверка седел клапанов
Подготовка головки блока цилиндров к шлифовке производится демонтажем навесных деталей и очисткой технологических поверхностей․ Оценка плоскостности выполняется измерением в трех контрольных направлениях с применением щупов и индикаторной линейки․ При отклонении плоскости от нормативного значения производится планирование снятия материала․ Шлифовка выполняется на станке с частотой и подачей, обеспечивающими ровную обработку; контроль снимаемого слоя производится по миллиметровым показателям․ После механической обработки проводится проверка геометрии каналов и проточек․
Седла клапанов подлежат дефектовке с использованием микроскопии и шаблона посадки․ Проверка плотности сопряжения проводится путем установки калиброванных клапанов и измерения линейных зазоров․ При выявлении износа производится притирка седел с абразивными пастами или замена элемента․ Контрольный осмотр включает проверку целостности направляющих втулок и измерение биения каждого клапана в сборе․
Сборка двигателя
Сборка производится поэтапно: установка коленвала, шатунов, вкладышей, поршней с кольцами, ГБЦ; контролирование биения и зазоров выполняется․
Последовательность сборочных операций и момент затяжки
Подготовка узлов производится на чистой рабочей поверхности․ Осуществление сборки блока цилиндров начинается с установки вкладышей коленвала; монтаж проводиться с контролем натяга и параллельности поверхностей․ Установка коленвала выполняется с применением калиброванных прокладок и измерительных приборов․ Вкладыши шатунов монтируются с проверкой радиального зазора․ Поршни и шатуны собираются с применением нового комплекта колец и фиксацией поршневого пальца по технологической оси․ Головка блока фиксируется после предварительного поджатия шпилек․ Моменты затяжки болтов крепления головки и крышек коренных подшипников регламентированы в три этапа: начальная затяжка при малом усилии, средняя при достижении контрольного момента и окончательная в указанном угловом обороте․ Применение динамометрического ключа и угломера обязательно․ Контроль люфтов и зазоров производится после окончательной затяжки․ Степень герметичности обеспечивается заменой уплотнений и повторной проверкой давления в системе․
Обкатка и начальная эксплуатация
Обкатка проводится по этапам: прогрев, плавное увеличение нагрузки, контроль давлений и температур; фиксирование параметров в протоколе․
Режимы и контроль параметров в период обкатки
Обкатка двигателя выполняется в контролируемых режимах для обеспечения приработки новых компонентов и подтверждения работоспособности системы․ Первичный этап включает запуск мотора на холостом ходу с постепенным увеличением нагрузки в установленные интервалы времени․ Контроль параметров осуществляется посредством регистров цифровых датчиков: давление масла, температура охлаждающей жидкости, температура масла, частота вращения коленвала, показания расхода топлива и долговременные углы опережения зажигания․ Частота вращения ограничивается верхним пределом на 3000 об/мин в первые 50 км пробега, затем плавный рост допускается до рабочих значений․ Давление масла фиксируется минимум 1,5 бар при рабочей температуре, при отклонении выполняется остановка и диагностирование масляной системы․ Температура охлаждающей жидкости должна стабилизироваться в диапазоне 85-105 °C, при расхождении производится анализ термостатов и системы охлаждения․ Регистрации параметров и запись логов обязаны выполняться через сертифицированное диагностическое оборудование с сохранением временных меток․ При каждом цикле обкатки выполняется контроль утечек топлива, примесей в масле и наличия посторонних шумов; обнаруженные дефекты оформляются в протокол с указанием состояния и предложенными операциями по исправлению․ По завершении обкатки производится итоговая диагностика с повторным измерением компрессии и давления масла, сравнением с исходными значениями для подтверждения соответствия параметров допустимым значениям․
Финальная настройка и испытания
Параметры регулировки выставлены по эталонным картам․ Испытание на стенде выполнено․ Регистрационный протокол сформирован и приложен к наряду․