

Оказание ремонта двигателей Mercedes-Benz E 220/270/320 CDI. Описание процедур: диагностика, оценка состояния, подготовка к разборке двигателя.
Область обслуживания
Обслуживание направлено на дизельные двигатели Mercedes-Benz серий OM611, OM612, OM613, OM646, OM647, OM648, эксплуатируемые в моделях E 220 CDI, E 270 CDI, E 320 CDI с 1995 по 2016 год. Перечень работ охватывает полную технологическую цепочку: от диагностики электроники и механики до капитального восстановления блока цилиндров и головки. Включены измерения компрессии и давления масла с фиксацией параметров в сервисной документации. Выполнение демонтажа и транспортировка двигателя производится с применением специализированного подъемного оборудования и стропов. Контроль состояния производится по заводским допускам и контрольным размерам. Ведомость запасных частей составляется на основании дефектовки. Протокол работ формируется в электронном виде.
Перечень обслуживаемых модификаций
Обслуживание модификаций E 220 CDI, E 270 CDI, E 320 CDI. Диапазон мощностей 136–224 л.с. Годы выпуска 1995–2016. Описание работ перечислено.
Диапазон двигателей и годы выпуска
Перечисление обслуживаемых агрегатов: рядные и V-образные дизельные моторы Mercedes-Benz E 220 CDI, E 270 CDI, E 320 CDI. Диапазон мощности указан 136–224 л.с. Годы производства охвачены интервалом 1995–2016. Указаны поколения двигателей с различной системой впуска и топливоподачи. Включение модификаций с распределённым и непосредственным впрыском. Учёт заводских и рестайлинговых версий. Указаны типы привода ГРМ и варианты расположения турбонагнетателя. Включение двигателей с алюминиевым и чугунным блоком цилиндров. Совместимость с оборудованием сервиса подтверждена.
Цели и задачи сервиса
Обеспечение восстановления моторных характеристик. Обеспечение долговечности. Обеспечение соответствия нормативным параметрам. Фиксация результатов.
Ожидаемые результаты ремонта
Восстановление рабочих параметров двигателя обеспечивается путём выполнения полного комплекса операций: диагностика, измерение компрессии, измерение давления масла, дефектовка компонентов. Устранение утечек и восстановление герметичности цилиндропоршневой группы достигается заменой поршней, колец и вкладышей с обеспечением требуемых зазоров. Устранение механических повреждений головки блока цилиндров достигается ремонтом проточек и притиркой седел клапанов или заменой ГБЦ. Восстановление размеров блока производится расточкой и шлифовкой с соблюдением технологических допусков. Сборка осуществляется с контролем моментов затяжки и установкой новых уплотнений. Обкатка проводится по регламенту с мониторингом давления масла и уровней компрессии. Финальная проверка включает повторную диагностику и документирование параметров до передачи автомобиля.

Подготовительные мероприятия
Прием автомобиля. Регистрация VIN, комплектации и данных пробега. Подготовка инструментов, расходных материалов и подъёмного оборудования.
Прием автомобиля и регистрация данных
Фиксация поступления автомобиля производится в журнале приемки с указанием марки, модели, VIN, года выпуска и пробега. Описание видимых дефектов оформляется в акте приемки с перечнем симптомов двигателя и сопровождающей документации. Заполнение карточки транспортного средства включает коды комплектации и модификации двигателя, тип силовой установки, мощность и номер двигателя при наличии.
Снятие эксплуатационных жидкостей оформляется отдельной записью с указанием объема и состояния. Выдача временных контрольных меток выполняется на детали, требующие последующего сопоставления при сборке. Проведение первичной фотофиксации состояния моторного отсека и наружных компонентов обеспечивается для архивации.
Оформление согласия на проведение диагностических работ регистрируется в электронном реестре с указанием перечня плановых процедур.
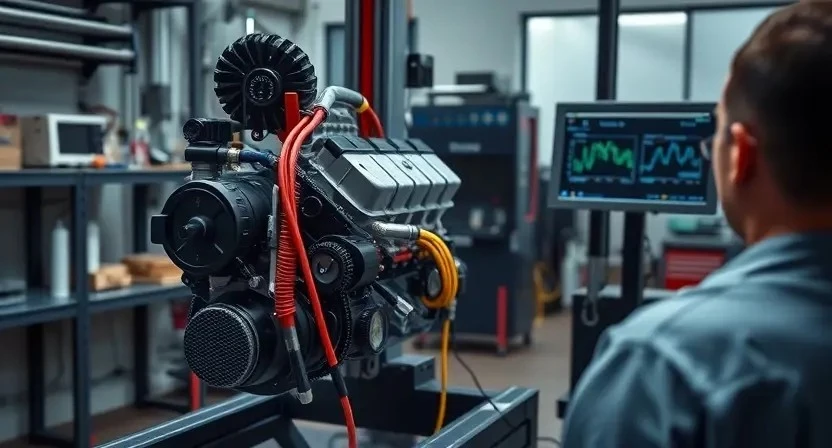
Диагностические процедуры
Компьютерная диагностика проводится с чтением кодов ошибок. Снятие параметров двигателя выполняется для дальнейшего анализа состояния.
Компьютерная диагностика и считывание кодов ошибок
Подключение диагностического интерфейса к разъему OBD-II. Выполнение идентификации электронных блоков управления двигателя и вспомогательных систем. Считывание кодов неисправностей хранится в памяти ЭБУ. Расшифровка кодов выполняется по справочным таблицам производителя. Регистрация активных и исторических кодов проводится в отчете. Снятие временных кодов должно сопровождаться анализом условий их возникновения. Проведение мониторинга параметров в реальном времени производится с отображением оборотов, давления топлива, температуры охлаждающей жидкости, положения дроссельной заслонки, показаний датчика массового расхода воздуха. Выявленные неисправности подлежат классификации по уровню влияния на работу двигателя.
Оценка состояния двигателя
Визуальный осмотр коробчатых коммуникаций и крепежа. Оценка износа поршневой группы по люфтам и масляным следам. Фиксация дефектов в отчёте.
Визуальный осмотр и оценка износа деталей
Осмотр двигателя выполняется по установленной методике. Визуальное обследование включает проверку наружных поверхностей блока, состояния масляных каналов, резьбовых соединений и уплотнений. Наличие трещин, коррозии, задиров, выработки фиксируется в акте. Поверхности поршней оцениваются по степени нагара, задиров и деформации. Цилиндровые гнезда осматриваются на наличие износа и овальности. Шейки коленвала проверяются на задиры и риски. Степень износа вкладышей документируется с указанием зазоров. Клапанный механизм осматривается на износ седел и направляющих. Клапанные пружины измеряются по высоте свободного состояния. Присутствие посторонних включений в масле фиксируется отдельно. Фотографии и замеры прилагаются к протоколу.
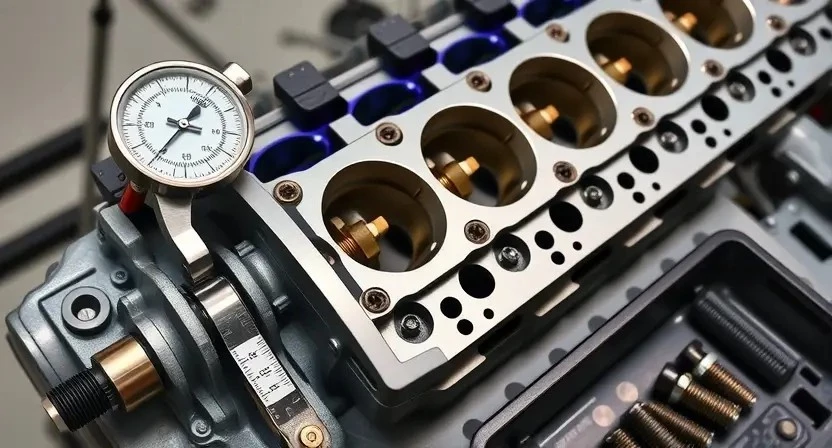
Измерение компрессии
Измерение компрессии производится манометрическим прибором. Показания фиксируются по цилиндрам. Сравнение с нормативами допуска производится документально.
Методика проведения и нормативные значения
Измерение компрессии выполняеться при прогретом двигателе при закрытых дроссельных заслонках. Применение манометрического прибора с адаптером для свечных/форсуночных отверстий. Запись показаний для каждого цилиндра и сравнение с нормативом. Нормативная компрессия для указанных моделей составляет 25–35 бар в зависимости от модификации и степени турбонаддува. Допуск на разброс между цилиндрами установлен не более 1,5 бар. Измерение производится при отключенных системах впрыска и зажигания.
Измерение давления масла проводится при рабочей температуре. Применение манометра на масляном канале с заменой штатного датчика. Нормативное давление на холостом ходу 0,8–1,2 бар, при 3000 об/мин 3,0–4,5 бар. Интерпретация показаний производится с учётом вязкости масла и состояния масляного насоса; отклонения фиксируются и документируються.
Измерение давления масла
Подключение манометра к масляному каналу. Измерение при холодном и рабочем двигателе. Фиксация показаний и сравнение с нормативом.
Порядок измерения и интерпретация показаний
Подготовка: двигатель доведен до рабочего температурного режима. Отсоединение питающих систем от цилиндров производится посредством соответствующих инструментов. Установка манометра компрессии в отверстие свечи накаливания или форсунки. Проведение проворота коленвала стартером при закрытой дроссельной заслонке. Фиксация показаний после стабилизации стрелки прибора; Повтор измерений по каждому цилиндру с записью результатов. Интерпретация: сравнение абсолютных величин между цилиндрами и с заводскими нормативами. Расхождение давления между цилиндрами рассматривается как указание на износ кольцевой группы, седел клапанов, прокладки головки или поршневых дефектов. Диагностическое заключение оформляеться с указанием предельных значений и рекомендуемых последующих процедур.

Решение о демонтаже двигателя
Оценка дефектов производится по результатам измерений. Демонтаж назначается при превышении допустимых износов, трещин, прогара камер сгорания;
Критерии необходимости снятия двигателя
Обнаружение внутреннего разрушения поршневой группы при измерениях компрессии, превышение допустимых отличий по цилиндрам и зафиксированные пропуски зажигания рассматриваются как основание для демонтажа.
Фиксация давления масла ниже нормативных значений при измерениях под нагрузкой и наличие механических повреждений в системе смазки приводят к решению о снятии агрегата для устранения причин и восстановления геометрии масляных каналов.
Выявление перекоса или трещин в блоке цилиндров, отсутствие герметичности между камерой сгорания и системой охлаждения вследствие трещин или прогара головки блока цилиндров служит основанием для проведения капитальной разборки с выемкой двигателя.
Подтвержденная деформация коленчатого вала, значительный износ вкладышей шатунов и коренных опор, разрушение привода ГРМ при невозможности доступа к проблемным узлам без демонтажа агрегата рассматриваются как критерии необходимости снятия двигателя.
Снятие и транспортировка двигателя
Освобождение креплений выполнено. Демонтаж двигателя произведён. Подъём краном с укладкой на поддон осуществлён. Транспортировка организована жд/авто.
Процедуры безопасного демонтажа и перемещения
Оборудование к подъему и фиксации двигателя подлежит проверке на целостность и соответствие грузоподъемности. Подготовка к демонтажу производится путем отсоединения электрических разъемов, топливных магистралей, систем охлаждения и выхлопа с маркировкой деталей для последующей сборки. Крепежи двигателя и опоры подвергаются поэтапному ослаблению с использованием динамометрического инструмента в соответствии с паспортными моментами. Подвеска двигателя осуществляется стропами с испытанной нагрузочной характеристикой и захватами, исключающими перемещение корпуса при подъеме. Транспортировка двигателя внутри зоны обслуживания осуществляется по лежащей платформе с фиксацией к раме; амортизационные прокладки обеспечивают снижение ударных нагрузок. Разгрузка выполняется на специально подготовленную подставку с контролируемым центром тяжести. Протокол демонтажа заполняется с указанием номеров узлов, состояния уплотнений и остаточного уровня рабочих жидкостей.
Разборка двигателя
Разборка двигателя выполняется пооперационно. Демонтаж навесных агрегатов. Снятие ГБЦ и коленвала. Маркировка деталей. Фиксация дефектов.
Пооперационная последовательность разборки блоков и узлов
Демонтаж вспомогательных агрегатов производится с маркировкой электрических и топливных соединений. Снятие впускной коллектора осуществляется с фиксацией положения заслонок. Отсоединение топливной магистрали и регуляторов давления выполняется с промаркировкой линий. Слив охлаждающей жидкости и масла проводится в ёмкости с последующей утилизацией. Сцепление выпускного коллектора и турбокомпрессора расстыковывается с маркировкой фланцев. Корпус ГРМ демонтируется после фиксации фаз газораспределения. Снятие головки блока производится с последовательной выкладкой крепёжных элементов по группам. Блок цилиндров размещается на стенде для дальнейшей разборки. Поршни и шатуны извлекаются в порядке рядности с пометкой цилиндров.

Дефектовка деталей
Проведение дефектоскопии деталей. Измерение износа, выявление трещин, оценка поверхности. Оформление актов с указанием допусков и решений.
Методы контроля износа и выявления повреждений
Визуальный осмотр поверхности блоков, головок и шатунов для выявления трещин, задиров, эрозии. Освещение направленное и оптическое увеличение применяются для обнаружения микротрещин и сетчатости.
Измерение линейных и цилиндрических параметров выполняется микрометром и нутромером с калибровкой. Применение индикаторных головок для контроля биения элементов и овальности цилиндров. Замеры натягов вкладышей производится щупами и торцевыми индикаторами.
Неразрушающий контроль предусматривает магнитопорошковую и влагопроникающую дефектоскопию для основания и головки блока. Контроль износа поршней и колец осуществляется микрометрическим замером и сравнением с заводскими допусками. Диагностика износа масляных каналов и насосов проводится живым потоком масла и манометрированием, оценка допускается по падению давления. Результаты документируются с указанием отклонений и предписаний к восстановлению.
Шлифовка и расточка
Проведение шлифовки и расточки коленвала и блока цилиндров. Задание допусков. Контроль круглости и соосности. Применение измерительных приборов.
Технологические параметры и допуски обработки
Установление размеров расточки цилиндров производится по оригинальным номиналам и ремонтным размерам. Контроль диаметра цилиндра выполняется микрометром и хонингомером по четырем уровням. Допуск овальности не превышается 0,03 мм. Допуск конусности принято 0,02 мм на рабочую поверхность. Параметры биения шеек коленвала задокументированы отдельно. Шероховатость поверхности после хонингования Rz 16–32 мкм. Зазор поршневых колец относительно канавок и цилиндра указывается в табличных данных. Твердость рабочих поверхностей проверяется по шкале HB. Параметры запрессовки вкладышей соответствуют каталожным значениям.
Замена поршней, колец и вкладышей
Подбор деталей по допускам. Демонтаж поршневой группы. Замена колец и вкладышей. Контроль зазоров. Смазка перед сборкой. Испытание после монтажа.
Подбор деталей и порядок монтажа
Подбор деталей производится по каталожным номерам двигателя и по номерам двигателя в ПТС. Сопоставление размеров колец и поршней осуществляется с применением микрометрического контроля. Подбор вкладышей производится по шейкам коленвала с учетом предельных износов. Подбор прокладок головки блока производится по модели ГБЦ и варианту привода газораспределительного механизма. Подбор болтов крепления головки осуществляется по классам прочности и протяжке. Подбор маслопрокладок и сальников осуществляется по внутренним диаметрам и профилю. Монтаж производится с применением установочных оправок и измеренных натягов. Контроль углов затяжки фиксируется протоколом.
Ремонт или замена головки блока цилиндров
Проведение дефектовки ГБЦ. Выполнение контрольной проверки трещин, плоскостности и состояния клапанов. Принятие варианта ремонта или замены.
Контроль состояния ГБЦ и операции восстановления
Визуальный осмотр головки блока цилиндров проводится на наличие трещин в зоне камеры сгорания и в местах крепления. Контроль плоскостности поверхности головки выполняется с применением щупа и поверочной линейки. Замер зазоров клапанов проводится микрометром и определяется соответствие заводским допускам. Испытание на герметичность камер сгорания выполняется методом опрессовки охлаждающей системы или методом сжатого воздуха с дефлектором для выявления трещин и подсосов. Контроль состояния седел и направляющих клапанов осуществляется измерением износа и биения; оценка допускается на основании измерительных карт. Расточка посадочных мест клапанов производится с обязательным контролем конусности; шлифование клапанов допускается при сохранении геометрии. Проверка направляющих выполняется измерением внутреннего диаметра; при превышении предела выполняется замена направляющих на восстановленные или новые. Притирка клапанов осуществляется пастой с последующим контролем герметичности по уменьшению утечки. Контроль уплотнений и прокладок головки ведется измерением толщины и остаточной деформации; замена прокладки головки блока производится при выходе параметров за допустимые пределы. Испытание восстановленной головки проводится на стенде под давлением и температурным режимом, сопоставимым с рабочими условиями; фиксация результатов заносится в отчет.

Сборка двигателя
Сборка выполняется поэтапно. Установление коленвала, вкладышей, шатунов и поршней. Момент затяжки по спецификации. Контроль зазоров. Испытание стенда.
Очередность сборочных операций и моментные характеристики
Сборка двигателя производится поочерёдно. Установка коленчатого вала производится после шлифовки и расточки блока. Установка вкладышей осуществляется до монтажа поршней. Монтаж поршней с кольцами выполняется в цилиндры после установки вкладышей. Собирание шатунно-поршневой группы выполняется с применением моментных значений, приведённых в специализированной документации для конкретного двигателя.
Фиксация крышек коренных и шатунных подшипников производится поэтапно. Схема затяжки болтов головки блока применяется в несколько проходов с нарастающим моментом. Приводы ГРМ устанавливаются после фиксации распредвалов и контрольных меток. Затяжка крышек распредвалов выполняется согласно моментам, указанным в техническом паспорте агрегата.
Контроль углов поворота осуществляется после каждого критического этапа сборки. Испытание на холостом ходу проводится после первичных регулировок. Моментные значения и угол поворота фиксируются в отчёте о сборке.

Обкатка отремонтированного двигателя
Обкатка проводится поэтапно: холодный пуск, увеличение нагрузки, контроль давления масла и температуры, фиксация показаний в журнале обслуживания.
Режимы обкатки и контроль рабочих параметров
Обкатка выполняется поэтапно. Первый этап ⎼ холостая работа в прогретом состоянии до установления стабильного температурного режима. Второй этап ⎼ переменные нагрузки с плавным увеличением оборотов до 3000 об/мин, продолжительность цикла регулируется согласно технической карте. Третий этап ⎼ эксплуатационные нагрузки на дороге с контролируемыми ускорениями и без экстремальных нагрузок. Контроль рабочих параметров осуществляется непрерывно. Показатели давления масла фиксируются манометрическим способом; Давление в масляной системе сравнивается с нормативами производителя. Температура ОЖ регистрируется термопарой. Частота вращения и вибрация контролируются тахометром и виброметром соответственно. Фиксация результатов производится в бланке обкатки.
Заключительная настройка и проверка
Финальная диагностика проводится: контроль компрессии, давления масла, параметров холостого хода. Настройка производится по заводским допускам.
Финальная диагностика, проверка компрессии и давления масла
Проведение окончательной диагностики двигателя после сборки и обкатки. Снятие результатов проверки в стандартизированном протоколе. Снятие показаний компрессии производится при холодном и рабочем состояниях с использованием манометра высокого давления и адаптеров для свечных/форсуночных посадочных мест. Сравнение полученных значений с табличными нормативами. Фиксация расхождений. Измерение давления масла проводится при холостом ходе и при нагрузочных режимах с помощью манометра с учетом порогов давления в зависимости от температуры и оборотов. Запись кривых давления. Оценка соответствия восстановительной операции установленным допускам. Протоколирование результатов и указание на необходимость повторной регулировки при превышении допустимых отклонений.