

Вhведение
Описывается агрегат Geo Tracker 1.6 L 95 л.с. (1989–1998). Перечислены выполняемые услуги: диагностика, оценка состояния, ремонт компонентов двигателя.
1.1 Описание обслуживаемого агрегата
Объект описания: бензиновый рядный четырехцилиндровый двигатель объёмом 1.6 L, мощностью 95 л.с., устанавливавшийся на Geo Tracker 1989–1998 годов выпуска. Конструктивно предусмотрен чугунный блок цилиндров, цельная коленчатая ось с шатунными и коренными шейками, алюминиевая головка блока цилиндров с двумя клапанами на цилиндр. Система питания карбюраторная либо многоточечный впрыск в зависимости от года выпуска и комплектации. Система зажигания электронная с распределителем или бесконтактная в поздних версиях. Система смазки закрытого типа с масляным насосом шестеренчатого типа и масляным фильтром навинчиваемого исполнения. Охлаждение принудительное с водяным насосом и термостатом. Привод ГРМ ременной, натяжение регулируемое роликом. Компоновка стандартная для переднеприводных шасси с поперечным расположением. Документирование идентификационных данных двигателя и кода мотора выполняется до начала работ.

Перечень выполняемых работ
Перечисление операций: диагностика двигателя, измерение компрессии и давления масла, снятие, разборка, дефектовка, шлифовка, замена деталей, сборка.
2.1 Комплекс выполняемых операций
Перечень операций включает диагностику системы впуска и выпуска, оценку состояния блока цилиндров и ГРМ, измерение компрессии и давления масла в рабочем и пусковом режимах. Обработка документации производится перед началом работ. Снятие двигателя выполняется по фиксированной последовательности с маркировкой снятых коммуникаций. Разборка узлов производится на стенде с контролем износа деталей. Дефектовка включает проверку блока, шатунов, коленвала, поршневой группы и ГБЦ с фиксацией допусков. Шлифовка и расточка выполняются согласно техническим картам. Подбор поршней, колец и вкладышей производится по коду двигателя. Замена маслосъемных и компрессионных колец выполняется с учётом допусков. Восстановление седел клапанов и проверка герметичности головки блока производится после дефектации. Сборка производится с контролем угловых и линейных допусков. Обкатка осуществляется по регламентным режимам с мониторингом давления масла и компрессии. Настройка системы зажигания и холостого хода выполняется после выходных испытаний. Документирование результатов работ производится в акте приёма-передачи.

Подготовительный этап
Оформление документов и маркировка компонентов. Выписка карточек работ. Измерение исходных параметров. Маркировка узлов для последующей сборки.
3.1 Оформление документации и маркировка компонентов
Оформление работ производится документально с фиксацией идентификаторов автомобиля и агрегата. Заполнение заказа-наряда и акта приёма перед началом работ. Внесение VIN, номера двигателя, пробега и сведений о предыдущих вмешательствах. Привязка операций к коду работ. Присвоение контрольного номера каждому снятому узлу. Маркировка деталей выполняется маркировочными средствами стойкими к маслам и растворителям. Нанесение маркировки на корпусные поверхности, шпильки и патрубки. Привязка маркировочных обозначений к перечню в документации.
Фиксация состояния уплотнений и прокладок в журнале дефектов. Фотофиксация повреждений и результатов замеров прилагается к документации. Указание размеров изношенных деталей и допусков, по которым проводится подбор деталей после дефектовки. Оформление ведомости компонентов с указанием места хранения снятых агрегатов. Хранение деталей производится в таре с маркировочной этикеткой и указанием контрольного номера. Регистрация использованных материалов и расходников в ведомости с указанием партийных номеров и дат поставки. Перед отправкой на шлифовку или расточку производится оформление наряда с перечнем работ и техническим требованием к обрабатывающим операциям.

Диагностика общего состояния двигателя
Визуальный осмотр корпуса, креплений и коммуникаций выполняется. Фиксация выявленных дефектов. Состояние систем документируется для последующих этапов;
4.1 Визуальный осмотр и поиск внешних повреждений
Визуальный осмотр двигателя производиться в условиях освещения не менее 1000 лк. Осмотр включает проверку корпуса, масляного поддона, кожухов и мест установки агрегатов. Осмотр кожухов проводится для выявления трещин, вмятин и коррозии. Осмотр уплотнений сосредоточен на фланцах, крышках и сальниках для выявления подтеков. Осмотр системы охлаждения выполняется с целью обнаружения следов утечек на патрубках и корпусе термостата. Осмотр проводов и разъемов направлен на поиск механических повреждений и следов нагара. Осмотр крепежа производится для выявления ослабления и деформации. Обнаруженные дефекты регистрируются в журнале с указанием местоположения, типа повреждения и предполагаемой операции по устранению.
Оценка компрессии
Измерение компрессии производится по цилиндрам манометром. Фиксация показателей в протоколе. Сравнение с нормативными значениями проводится.
5.1 Методика измерения компрессии по цилиндрам
Подготовка рабочих условий: обеспечить уровень топлива под контролем электросистемы, исключить подачу искры посредством отключения катушек или коммутатора. Демонтаж свечей зажигания производиться для обеспечения доступа к камерам сгорания. Установить манометр компрессии в посадочное место свечи. Привод коленчатого вала производиться стартером при замкнутой дроссельной заслонке и открытом доступе для вентиляции. Регистрировать показания после пяти последовательных оборотов до стабилизации. Фиксация результатов производится по каждому цилиндру с указанием давления в бар или кг/см2. Сравнение показателей осуществляется по таблице заводских допусков; расхождения между цилиндрами фиксируются. При выявлении отклонений составляеться дефектная ведомость для дальнейшей дефектовки.
Измерение давления масла
Измерение производится манометром на холодном и прогретом двигателе. Фиксация рабочих и пусковых значений. Сравнение с эталонными допусками.
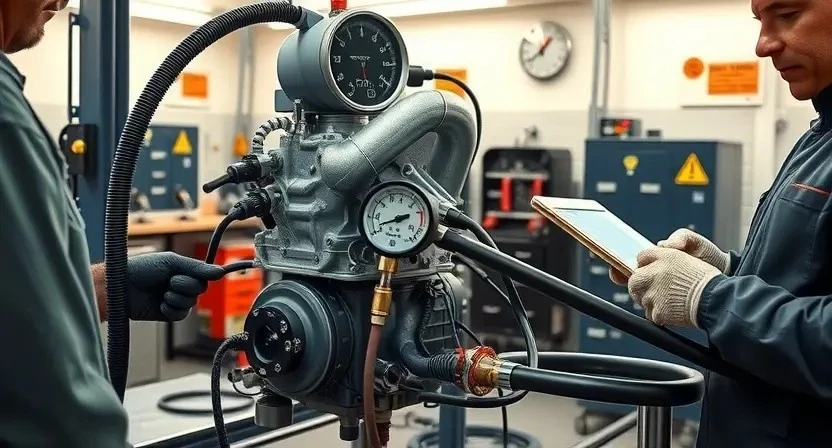
6.1 Процедура замера рабочего давления и давления при пуске
Подготовка оборудования производится перед началом замера: манометр с рабочим диапазоном 0-10 бар, переходники под резьбу датчика давления масла двигателя, адаптеры для снятия электрического соединения датчика. Отсоединение электрической сети производится для предотвращения вращения стартера при подготовке. Слив масла исключается в данном этапе. Установка манометра выполняется в место датчика давления масла; герметичность соединения обеспечивается применением уплотнительных материалов. Для измерения рабочего давления запуск двигателя производится до достижения рабочей температуры охлаждающей жидкости. Замер фиксируется при устойчивых оборотах холостого хода. Для измерения давления при пуске производится замер на холодном двигателе непосредственно при прокручивании стартера, при этом фиксируется минимальное и максимальное показание на шкале манометра. Превышение допустимых значений давления трактуется как возможная неисправность регулятора давления или масляного насоса; Снижение давления ниже нормативных величин трактуется как износ насоса, наличие засора масляных каналов или понижение вязкости масла. Обработка результатов производится с сопоставлением регламентных значений производителя. Документирование показателей осуществляется в эксплуатационной карточке агрегата с указанием даты, температуры замера и применяемого манометра.
Обесточивание системы выполняется. Слив топлива и охлаждающей жидкости производится. Отсоединение коммуникаций и маркировка проводов выполняются перед снятием.
7.1 Обесточивание, слив рабочих жидкостей и отсоединение коммуникаций
Отключение аккумуляторной батареи производится для исключения опасного напряжения в бортовой сети. Обесточивание выполняется отключением клеммы отрицательного потенциала с фиксацией состояния цепи.
Слив охлаждающей жидкости обеспечивается через сливной кран радиатора или снятие нижнего патрубка. Сбор отработанной жидкости производится в ёмкость с последующей утилизацией по нормативам.
Слив моторного масла производится после прогрева до рабочей температуры для снижения вязкости. Отработанное масло собирается в промаркированную тару.
Слив трансмиссионной жидкости и тормозной жидкости выполняется при необходимости демонтажа агрегатов, с применением адаптеров для предотвращения попадания в окружающую среду.
Отсоединение топливных магистралей производится с применением специальных заглушек для предотвращения вытекания топлива и образования паровоздушных смесей.
Отсоединение электрических разъёмов производится поочерёдно с маркировкой каждого коннектора. Маркировка выполняеться стойкими обозначениями и фиксацией положения проводки.
Отсоединение систем охлаждения, вентиляции и кондиционирования предусматривает закрытие контуров хладагентами с соблюдением нормативов и использованием специализированного оборудования.
Обеспечение герметичности коммуникаций до их полного демонтажа производится посредством заглушек и фиксации элементов крепления.
Снятие двигателя с автомобиля
Отключение аккумулятора и удаление жидкостей выполнены; Демонтаж навесных агрегатов произведён. Разъединение проводки и топливных магистралей выполнено. Подготовка подъёмного оборудования произведена.
8.1 Последовательность операций при демонтаже силового агрегата
Обеспечение безопасности. Обесточивание системы электрооборудования производится отключением аккумуляторной батареи и снятием клемм. Слив топливной системы и удаление давления выполняются посредством сливного крана и сброса давления в топливной рампе. Слив моторного масла и охлаждающей жидкости производится через картер и радиатор соответственно. Отсоединение воздуховодов, патрубков и электропроводки производится с маркировкой соединений и фиксацией разъемов для последующей сборки. Демонтаж навесных агрегатов, включая генератор, стартер и компрессор кондиционирования, выполняется поочередно с фиксацией крепежа. Снятие выпускной системы и приемной трубы производится с учетом температурных зазоров и состояния фланцев. Отсоединение коробки передач от двигателя и подвески производится с применением стенда и опорных элементов для равномерного распределения веса. Подвес двигателя к траверсе производится через точки крепления блока, используя болтовые крепления и контроль центровки. Фиксация двигателя на подрамнике проводится до вывешивания автомобиля. Демонтаж двигателя из моторного отсека производится плавно, с контролем углов наклона и защитой смежных компонентов. Убраны остатки рабочих жидкостей в соответствующие емкости. Маркировка снятых деталей и упаковка для транспортировки на разборку произведены.
Разборка двигателя
Производится демонтаж узлов по регламенту. Детали маркируются, крепления снимаются, коллектора и вспомогательные элементы отделяются от блока цилиндров.
9.1 Разборка узлов и учет состояния отдельных деталей
Производится разборка узлов силового агрегата с фиксацией последовательности операций и идентификацией сопряженных деталей. Демонтаж производится по этапам: снять навесные агрегаты, отсоединить трубопроводы, удалить электропроводку, отсечь крепежные элементы. Детали маркируются и укладываются по группам. Учёт состояния выполняется измерением геометрии, контролем износа и наличия дефектов. Результаты фиксируются в форме протокола с указанием размеров, зазоров и дефектов поверхности. Обнаруженные трещины и нарушения геометрии подлежат отдельной записи. Сборочные единицы, подлежащие дальнейшей обработке, направляются на дефектовку. Малые детали хранятся в промаркированных контейнерах. Загрязнения удаляются очищением и сушкой. При выявлении коррозии выполняется очистка до блеска металла и нанесение антикоррозийного состава. Критические повреждения подлежат замене с указанием заводских номеров совместимых узлов.
Дефектовка компонентов
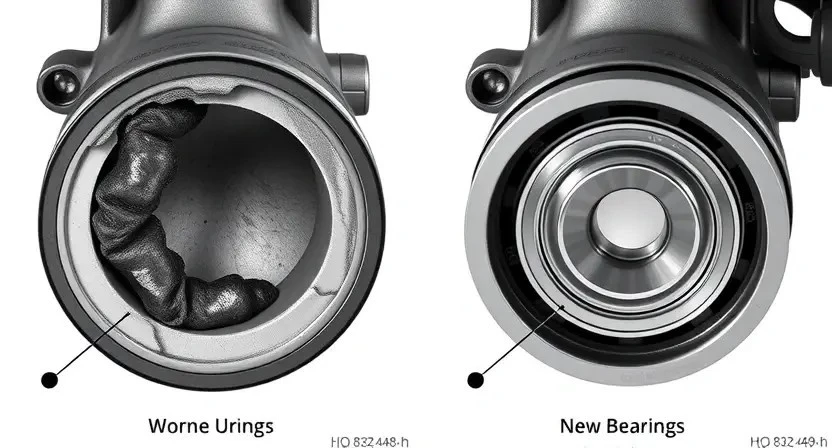
Проверка блоков цилиндров, коленчатого вала и шатунов производится измерениями и визуальной оценкой. Износ фиксируется, деформации документируются.
10.1 Проверка блоков, шатунов, коленчатого вала и поршневой группы
Визуальная инспекция блоков цилиндров выполнена с фиксацией трещин, коррозии и механических повреждений. Геометрия блоков оценена путём измерения осевого и радиального биения посадочных поверхностей. Измерение диаметров цилиндров произведено микрометром и нутромером с фиксацией износа по хонинговочным отметкам. Шатунные вкладыши осмотрены на задиры и износ масляной пленки. Контроль шатунных шеек коленчатого вала осуществлён посредством микрометра с определением овальности и конусности. Балансировка коленвала рассмотрена по результатам проверки на вибростенде. Поршневая группа демонтирована и проверена по трещинам, заусенцам, состоянию поршневых канавок. Замеры поршневых диаметров и зазоров между поршнем и цилиндром зафиксированы. Измерение люфта шатунных подшипников произведено щупом с указанием величин. Результаты измерений внесены в ведомость дефектовки с рекомендациями по восстановлению посадочных поверхностей или замене комплектующих.
Шлифовка и расточка
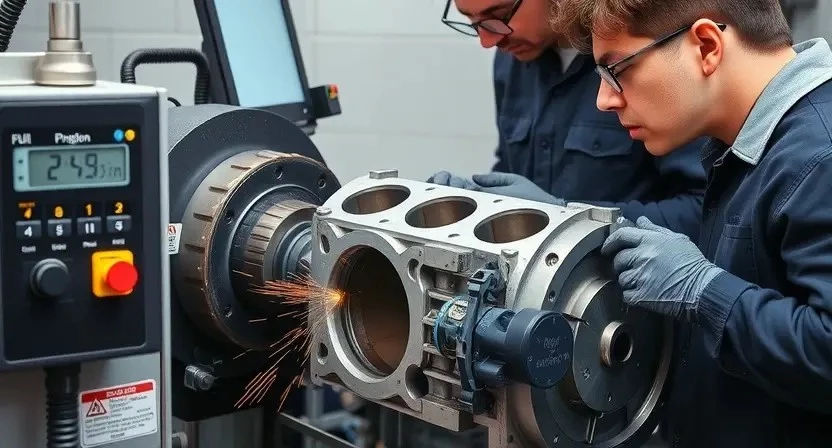
Обработка цилиндров выполняется с применением токарной расточки и хонингования. Контроль размеров выполняется по чертежным допускам. Поверхности доводятся до заданной шероховатости.
11.1 Обработка посадочных поверхностей и ремонт цилиндров
Визуальный осмотр посадочных поверхностей цилиндров выполнен с документированием дефектов. Наличие задиров, коррозии и износа зафиксировано. Замер овальности и конусности выполнен с применением микрометра и нутромера. Полученные величины сопоставлены с предельными значениями завода-изготовителя. Решение о расточке принято при превышении допусков. Контроль геометрии блока выполнен на плите столярного типа с индикатором часового типа. Шлифовка выполнена с применением станка с горизонтальным хонингованием для восстановления цилиндров до требуемой шероховатости поверхности. Обработка фасок и торцов посадочных кромок выполнена с применением специализированных инструментов. Применение абразивных материалов согласовано по зернистости исходя из состояния поверхности. Удаление следов коррозии и масляных отложений выполнено химической обработкой и последующей промывкой. Проверка соосности и параллельности поверхностей выполнена после обработки. Завершающая операция по очистке и сушке поверхностей произведена перед установкой новых уплотнений и поршневых комплектов. Контроль размеров после обработки выполнен и зафиксирован в отчете.

Замена поршней и уплотнений
Подбор поршней по диаметру и зазорам. Замена маслосъёмных и компрессионных колец. Уплотнения заменены. Сборка выполняется по допускам завода.
12.1 Подбор новых поршней и замена маслосъемных и компрессионных колец
Определение размеров цилиндров и поршневой группы производится замером внутреннего диаметра цилиндров, замером наружного диаметра поршней и выявлением износа направляющих. Подбор новых поршней осуществляеться по заводским допускам и по результатам расточки; допуск на зазор между поршнем и цилиндром указывается в технической документации агрегата. Подбор комплектов колец производится по диаметру и толщине канавок поршня. Замена маслосъемных и компрессионных колец производится при снятой поршневой группе. Установка колец выполняется с выверкой зазоров стыков в определённых позициях для снижения утечек газов. Смазка кольцевых канавок и посадочных мест выполняется моторным маслом перед сборкой. Контроль зазора в маслосъемных кольцах производится щупом; контроль компрессионных колец производится измерением компрессии после сборки и испытанием на испытательном стенде. Применение новых стопорных элементов и клипс фиксируется в отчёте о замене.
Замена вкладышей и ремонт коленвала
Подбор вкладышей по допускам. Шейки коленвала шлифуются до заданного размера. Контроль биения выполняется. Сборка с указанными моментами затяжки.
13.1 Подбор вкладышей и обработка шеек коленчатого вала
Подбор вкладышей производится по измеренным размерам коренных и шатунных шеек после дефектовки. Измерение диаметров выполняется микрометром и индикатором часового типа; полученные значения сравниваются с заводскими допусками. При выявлении износа превышающего пределы исполнения выполняется выбор ремонтного класса вкладышей с учётом зазора масляной плёнки. Контроль пластичности и наличия задиров проводится визуально и под увеличением; обнаруженные повреждения фиксируются в акте дефектовки. Обработка шеек коленвала производится на хонинговальном или шлифовальном оборудовании с контролем круглости и биения. Шероховатость поверхности доводится до заданных параметров Ra; измерение производится профилометром. Балансировка ротора производится после окончательной обработки шеек. Заполнение отчёта о проделанных операциях и нанесение маркировки ремонтного размера вкладышей.»
Ремонт головки блока цилиндров (ГБЦ)
Проверка герметичности выполняется клапанами и седлами. Шлифовка зеркала производится по износу. Замена направляющих и сборка выполняются с контролем зазоров.
14.1 Проверка и восстановление седел клапанов, проверка герметичности
Визуальная оценка состояния седел клапанов производится перед любой механической обработкой. Фиксация дефектов осуществляется путем документирования выявленных выработок, трещин, задиров и коррозии. Применение эндоскопии допускается при ограниченной доступности для оценки прилегания к седлу. Проведение притирки определяется по результатам измерений зазора и прилегания. Испытание на герметичность выполняется методом вакуумирования либо подачей жидкости под давлением в каналы камеры сгорания. Контроль уплотнения осуществляется путем фиксации времени спадания давления или визуализации течи. Ремонтные операции включают расточку седла с последующей установкой направляющей, механическую притирку или наплавку с последующим фрезерованием. Измерение геометрии седла выполняется инструментами точного класса. Исполнение работ подтверждается протоколом с указанием допусков и результатов проверочных измерений.
Сборка двигателя
Контроль допусков произведён. Сборка блоков выполнена по паспорту. Уплотнения заменены. Момент затяжки зафиксирован. Испытание на стенде запланировано.
15.1 Контроль допусков и окончательная сборка узлов
Контроль геометрических и посадочных параметров производится по заводским нормативам. Измерение биений, осевых люфтов и биения шеек выполняется измерительными приборами с калибровкой. Применение микрометров, индикаторов и щупов обязательно при сверке допусков. Сборка цилиндропоршневой группы производится с соблюдением чередования момента затяжки и последовательности, указанной в технической карте. Кривошипно-шатунный узел собирается с установкой вкладышей с требуемыми зазорами. Уплотнения заменяются новыми изделиями по каталогу. Момент затяжки крышек коленвала контролируется динамометрическим ключом. Регулировка углов опережения производится при окончательной установке распредвала. Операционная запись включается в отчет и подлежит архивированию.
Обкатка и доводка после ремонта
Обкатка проводится по заданной программе. Мониторинг параметров давления и температуры выполняется в динамике. Регулировка производится после прогрева.
16.1 Режимы обкатки, мониторинг параметров и доводочные регулировки
Установлены этапы обкатки после капитального ремонта двигателя Geo Tracker 1.6 L 95 л.с. (1989–1998). Первичный этап включает холостой ход двигателя при температуре охлаждающей жидкости 80–90 °C в течение 15–20 минут для стабилизации масляной системы. Вторичный этап предполагает переменные нагрузки с плавным набором оборотов до 3000 об/мин в отрезках по 10–15 минут с интервалами отдыха 5–10 минут. Контроль параметров проводится через диагностический интерфейс и манометры.
Мониторинг включает регистрацию давления масла, температуры ОЖ, температуры масла, состава выхлопных газов и уровня вибраций. Фиксация показаний производится каждые 5 минут в журнал работ. При отклонениях от норм производится регулировка угла опережения зажигания, состава смеси и давления топлива посредством калибровки топливной системы и замены контролируемых компонентов. Испытание завершится пробегом на холостых и рабочем режиме с повторной записью параметров. Отчет оформляется в виде протокола с указанием замеров до и после регулировок, примененных компонентов и оставшихся рекомендаций по эксплуатации.