

Описание услуги ремонта двигателя Honda Accord 1․5 Turbo 192 л․с․ (2018–н․в․)․ Перечень работ: диагностика‚ измерения‚ демонтаж‚ дефектовка‚ ремонт․
Цель документа
Определение целей и рамок выполнения ремонтных работ с двигателем Honda Accord 1;5 Turbo 192 л․с․ (2018–н․в․)․ Описание объема диагностических и восстановительных операций․ Указание критериев оценки состояния узлов и агрегатов․ Формирование последовательности процедур для единообразного исполнения работ․ Установление требований к измерениям компрессии и давления масла с указанием метрологической точности․ Регламентирование этапов демонтажа‚ разборки и дефектовки с перечислением контрольных измерений․ Нормирование операций по обработке блока цилиндров и коленвала с определением допусков после шлифовки и расточки․ Определение критериев подбора поршней‚ колец и вкладышей по размерам и материалам․ Описание процедур восстановления или замены головки блока цилиндров включая контроль плоскостности и герметичности после шлифовки․ Установление контрольных операций при сборке двигателя: моменты затяжки‚ последовательности установки и проверок зазоров․ Формирование программы обкатки и итоговых испытаний с перечнем параметров для оценки работоспособности после ремонта․
Область применения
Оказание услуг по ремонту двигателя Honda Accord 1․5 Turbo 192 л․с․ (2018–н․в․)․ Обслуживание‚ капитальный ремонт‚ техническая проверка агрегатов․
Модель и год выпуска
Идентификация модели: Honda Accord с бензиновым турбированным двигателем 1․5 TСI мощностью 192 л․с․ Установлен в автомобилях выпуска с 2018 года по настоящее время․ Заводская маркировка двигателя и коды вариаций используются при подборе запчастей и проведении работ․ Серийные номера и VIN-данные регистрируются в документации перед началом диагностики․ Комплектации и региональные модификации учитываются при подготовке ремонтной карты․ Версии с отличиями в навесном оборудовании и системах управления двигателя обрабатываются по отдельным технологическим картам․ Гарантийные и сервисные ограничения регистрируются отдельно․

Требования к безопасности и подготовке
Организация рабочего места: зона освобождена от посторонних предметов․ Оборудование заземлено․ Защитная одежда и средства защиты применяются персоналом․
Организация рабочего места
Оснащение поста должно соответствовать объему работ по ремонту двигателя Honda Accord 1․5 Turbo 192 л․с․ (2018–н․в․)․ Наличие подъемника грузоподъемностью‚ соответствующей массе агрегата‚ обеспечивается для безопасного снятия․ Инструментальный набор разделяется на группы: измерительный‚ разборочный‚ монтажный․ Специальные приборы для контроля компрессии и давления масла размещаются в зоне с доступом к электроразъемам и диагностическому разъему․
Рабочая поверхность организуется с маркированными зонами хранения деталей по этапам разборки․ Жироулавливающие поддоны и контейнеры для мелких узлов используются постоянно․ Освещение высокой кратности указано над рабочей зоной․ Средства фиксации и подъема деталей крепятся к стапелю с рассчитанными усилиями․ Документация по операциям и технические карты располагаются вблизи поста в защищенном от загрязнения исполнении․

Диагностика общего состояния
Визуальный осмотр двигателя произведён․ Фильтры и соединения осмотрены․ Уровень масла зафиксирован․ Шумы и утечки зарегистрированы․
Визуальный осмотр и опрос систем
Описываемая процедура направлена на выявление видимых дефектов и определение параметров работ․ Визуальный осмотр включает оценку состояния внешних соединений‚ патрубков‚ шлангов и электрических разъемов․ Осмотр проводки предполагает выявление повреждений изоляции и следов перегрева․ Осмотр навесного оборудования фиксирует наличие течей охлаждающей жидкости и масла вокруг турбокомпрессора‚ впускного коллектора и масляных магистралей․ Опрос систем производится через диагностический интерфейс для получения параметров работы двигателя и регистрации кодов ошибок․ Сопоставление результатов визуального осмотра и данных диагностики обеспечивает первичную оценку состояния агрегата‚ формирование перечня измерений и контрольных операций перед демонтажем․
Электронная диагностика
Считывание кодов ошибок проводится сканером OBD-II․ Снятие параметров датчиков и исполнительных механизмов производится для оценки работоспособности системы․
Считывание кодов ошибок и параметров
Подключение диагностического оборудования производится к разъему OBD-II․ Инициирование связи с ЭБУ двигателя выполняется через совместимый адаптер и специализированное ПО․ Считывание сохранённых и текущих кодов неисправностей выполняется в режиме полного журнала․ Параметры работающего двигателя фиксируются в режиме реального времени с частотой выборки‚ обеспечивающей регистрацию кратковременных отклонений․ Параметры включают давление топлива‚ положение датчика массового расхода воздуха‚ давление наддува‚ угол опережения впрыска‚ температуру охлаждающей жидкости‚ температуру воздуха во впуске‚ частоту вращения коленвала‚ скорость потока топлива‚ состояния форсунок‚ значения адаптаций топливной смеси‚ показания лямбда-зондов․ Протоколирование выполненных операций и экспорт отчёта в формате‚ совместимом с системой учёта‚ выполняется автоматически․ Сопоставление кодов и параметров с заводскими спецификациями производится при обработке данных․
Измерение компрессии
Подготовка: отключение подачи топлива и зажигания․ Замещение свечей заглушками․ Измерение производится манометром через свечные каналы․
Процедура измерения и оценочные критерии
Подготовка: удалить свечи‚ установить компрессометр в отверстие свечи выбранного цилиндра․ Для обеспечения повторяемости измерения применять тот же метод запуска двигателя и одинаковое положение дроссельной заслонки․ Включение стартера производится кратковременно при положении дросселя‚ обеспечивающем проворачивание коленвала с нормальной скоростью запуска․ Измерение проводится поочередно для всех цилиндров․ Значения фиксируются в протоколе․ Отклонение между цилиндрами свыше 0‚5 бар считается критерием для дальнейшей дефектовки․
Оценка: компрессия должна находиться в диапазоне‚ указанном в технической документации производителя․ При снижении абсолютных значений ниже паспортных пределов выполняеться контрольное измерение после добавления масла в цилиндр с целью дифференциации износа поршневой группы и износа клапанов․ Разница между измерениями до и после масла выше 0‚5 бар указывает на износ поршневой группы․ Разница минимальная или отсутствие изменений указывает на проблемы в ГБЦ или седлах клапанов․ Результаты измерений используются для принятия решения о демонтаже двигателя или ограниченном ремонте․
Измерение давления масла
Подготовка манометра и подсоединение к масляному каналу․ Измерение выполняется на прогретом двигателе при фиксированных оборотах․ Результаты зафиксированы․
Порядок проведения измерений
Подготовка оборудования и автомобиля: установка на ровную поверхность‚ фиксация ручного тормоза‚ установка аккумулятора в штатном режиме; прогрев двигателя до рабочей температуры для стабилизации давления масла и тепловых зазоров․ Снятие пробки свечи и установка компрессиметра с адаптером‚ проворачивание коленвала стартером при открытом дросселе для получения показаний по цилиндрам; фиксирование максимальных значений․ Измерение давления масла производится через предусмотренный измерительный штуцер или датчик высокого давления с использованием манометра с градуировкой‚ стабилизация оборотов на холостом ходе и на номинальных оборотах для замеров․ Результаты записываются по цилиндрам и по режимам‚ сопоставление с паспортными значениями․ При расхождении показателей производится повторный замер после прогрева или промывки масляной системы; при сохранении отклонений производится диагностирование системы смазки и фильтрации․
Решение о демонтаже двигателя
Критерии демонтажа: компрессия ниже минимальной‚ давление масла ниже допуска‚ обнаружены трещины блока‚ износ шеек за пределами стандарта․
Критерии принятия решения
Оценка дефектов двигателя производится по результатам измерений и визуальной дефектовки․ Компрессия ниже нормативного значения для данного двигателя фиксируется как критический показатель․ Давление масла‚ соответствующеенижнему предельному уровню‚ учитывается при оценке износа масляной системы․ Наличие задиров на цилиндровых стенках и задиров на юбках поршней рассматривается как основание для расточки блока и подбора ремонтных поршней․ Срыв резьбы головки блока фиксируется для восстановления резьбовых соединений․ Дефекты коленвала и шатунов классифицируются по отклонению от геометрии․ Параметры деформации ГБЦ и трещины считаются основанием для ремонта или замены головки блока․ Износ коренных и шатунных вкладышей оценивается по толщине масляной пленки и износу проточек․ Решение о демонтаже принимается при совокупности критических показателей‚ превышающих регламентированные допуски‚ или при выявлении непригодных к ремонту компонентов․
Снятие двигателя и агрегатов
Демонтаж двигателя производится с отключением электрической системы‚ сливом жидкостей‚ маркировкой и снятием навесных агрегатов для последующей разборки․
Последовательность демонтажа
Операция демонтажа двигателя выполняется по этапам․ Электросеть отключается․ Слив топлива производится через регламентную систему․ Слив охлаждающей жидкости выполняется с применением емкостей для утилизации․ Подкапотные элементы маркируются для исключения ошибочной установки․ Снятие воздушного фильтра и воздуховодов производится перед отсоединением топливной рампы․ Вакуумные и электрические разъемы отсоединяются с фиксацией их положения․ Снятие выпускной системы производится с учетом температурных зазоров․ Подрамник опускается при поддержке подъемного оборудования․ Двигатель фиксируется на траверсу․ Крепежные болты КПП и опор демонтируются по очереди․ Двигатель извлекается вместе с коробкой передач или отдельно в зависимости от варианта трансмиссии․ Перенос выполняется на монтажную подставку для дальнейших операций․
Разборка двигателя
Демонтаж агрегатов произведён․ Снятие навесных компонентов‚ распределительного вала и поршневой группы выполнено․ Маркировка деталей нанесена․
Пошаговая разборка до блока и ГБЦ
Подготовительные мероприятия включают обезвоживание системы охлаждения и слив моторного масла․ Электросистема обесточивается путем отключения аккумуляторной батареи․ Выхлопная система отсоединяется от выпускного коллектора․ Воздуховоды и впускной тракт демонтируются для доступа к головке блока цилиндров․ Топливная магистраль и топливные форсунки вынимаются с метками позиции․ Газораспределительный привод разбирается‚ распределительный вал помечается․ Клапанные крышки снимаются вместе с уплотнениями․ Катушки зажигания и свечи извлекаются․ Термостат и ремни вспомогательных агрегатов демонтируются․ Опоры двигателя и крепления трансмиссии отводятся для освобождения двигателя․ Болты крепления головки ослабляются по секторной схеме с постепенным шагом․ Головка блока снята и помечена․ Шатуны и поршни извлечены после демонтажа масляных каналов крышек․ Блок цилиндров закрыт транспортировочной заглушкой․
Дефектовка компонентов
Разборка выполнена․ Визуальный и измерительный контроль головки‚ блока‚ коленвала‚ шатунов․ Измерения износа и трещин зафиксированы в отчёте․
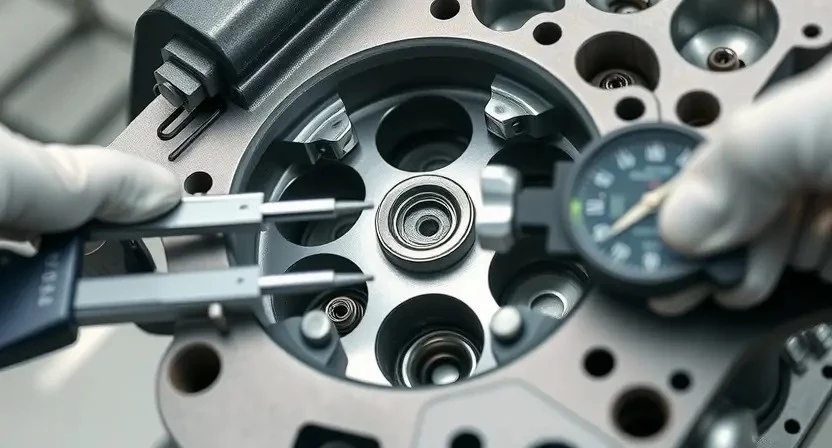
Оценка состояния блока‚ коленвала и шатунов
Визуальный осмотр блока цилиндров выполнен для выявления трещин‚ коррозии‚ следов перегрева и деформаций․ Рекомендуется использование магнитоиндукционного дефектоскопа для детектирования поверхностных и скрытых трещин․ Оценка зеркала цилиндра производится по зазубринам‚ рискам и потертостям․ Геометрия блока измерена с применением индикаторов и плит для выявления биения и параллельности плоскостей․ Коленчатый вал подвергнут измерению диаметров шеек в нескольких сечениях․ Контроль хонинга и износа вкладышей производится по зазорам при помощи щупов․ Шатуны проверены на прямолинейность и развал с применением приспособлений для контроля; зафиксированы люфты и выкрашивания коры металла․ Рекомендуется документирование полученных значений и сравнительный анализ с заводскими допусками для принятия решения о восстановительных операциях․

Шлифовка и расточка блока
Обработка поверхности блока производится на станке․ Контроль геометрии осуществляется микрометром․ Допуски соответствуют заводским значениям․
Технология и допуски обработки
Определение технологической последовательности производится для шлифовки и расточки блока цилиндров․ Величины припусков указываются отдельно по операциям․ Для первичной шлифовки поверхности блока устанавливается припуск 0‚1–0‚2 мм․ Допуск по цилиндричности после расточки не должен превышать 0‚02 мм на длине рабочей поверхности․ Долбление расточек не предусматривается; применяются инструментальные операции с контролем шероховатости поверхности Ra 0‚4–0‚8 мкм․ По плоскости посадки ГБЦ возможна шлифовка с удалением не более 0‚5 мм и с контролем параллельности 0‚03 мм․ Контроль размеров выполняется микрометрами и индикаторными измерениями на приспособлении․
Шероховатость шеек коленвала должна находиться в диапазоне Ra 0‚2–0‚6 мкм после шлифовки․ При выборе ремонтного диаметра цилиндров учитывается комплект поршней и вкладышей; переход на следующий ремонтный размер производится при превышении износа более 0‚2 мм от номинала․ Притирка седел клапанов производится после плановой обработки ГБЦ․ Контроль биения коленвала осуществляется на измерительном станке с допуском 0‚03 мм․
Обработка коленвала и шеек
Шлифовка шеек коленвала выполняется с указанием допусков․ Восстановление геометрии производится шлифмашиной и контролируется микрометром․
Шлифовка шеек и восстановление геометрии
Подготовка к шлифовке включает измерение базовых параметров коленвала и подшипниковых шеек․ Класс чистоты поверхности фиксируется перед обработкой․ Контроль радиальной биения и конусности производится микрометром и индикатором с учетом заводских допусков․ Выбор зернистости круга и режимов резания определяется по дефектам поверхности и материалу коленвала․ Закрепление коленвала в центрах оправки выполняется с обеспечением соосности․ Шлифование выполняется с подачей смазочно-охлаждающей жидкости для снижения термической деформации․ После шлифовки выполняется хонингование масляных каналов и фасок для удаления заусенцев․ Контроль окончательной геометрии производится измерением диаметра шеек в нескольких сечениях и сравниванием с допустимыми величинами; при необходимости применяется восстановительное напыление с последующей шлифовкой до ремонтного размера․ Оценка качества осуществляется по шероховатости поверхности и отсутствию утолщений; замена вкладышей подбирается по полученным размерам․
Подбор и замена поршней‚ колец‚ вкладышей
Подбор изделий по допускам производится по технической документации․ Установка выполняется с контролем за зазорами и масляными каналами․
Критерии выбора и установка
Определение комплектующих производится на основе результатов дефектовки и измерений․ Выбор поршней сверяется с диаметром цилиндров и допусками обработки․ Подбор колец осуществляется по зазору канавок и толщине износа․ Подбор вкладышей производится с учётом шлифовки коленвала и размера шеек․ Подбор ГБЦ основывается на результатах контроля плоскостей‚ трещин и состояния седел клапанов․ Установка новых деталей выполняется по заводским допускам и моментам затяжки․ Притирка клапанов производится при выявлении нарушений герметичности․ Контроль зазорных параметров производится после установки․ Испытание на стенде проводится до монтажа на двигатель․
Ремонт или замена головки блока цилиндров (ГБЦ)
Дефектовка ГБЦ выполнена․ Измерение плоскости и седел клапанов проведено․ Шлифовка поверхности и замена направляющих произведены․
Дефектовка‚ шлифовка и сборка ГБЦ
Визуальная дефектовка головки блока цилиндров выполнена на стенде․ Обнаружение трещин выполняется методом контроля поверхности и магнитопорошковой диагностики․ Замер плоскостности производится инструментом с поверкой по нормативам изготовителя․ Износ седел клапанов и направляющих регистрируется по пределам замены․ Шлифовка привалочной поверхности проводиться с соответствующим удалением коррозии и деформации до допустимых размеров․ Параметры плоскостности и шероховатости фиксируются протоколом․ Сальники и направляющие установлены новые по каталожным номерам․ Сборка производится с применением нового комплекта прокладок и болтов головки‚ затяжка выполняется по моментам и последовательности‚ указанным в регламентах производителя․ Контроль углов и остаточных зазоров зарегистрирован в отчете․

Сборка двигателя
Монтаж компонентов выполняется по сборочной карте․ Притирка клапанов производится․ Моменты затяжки болтов головки и шатуна соблюдены по таблице․
Монтажные операции и контрольные измерения
Монтаж головки блока цилиндров производится в соответствии с сервисной картой модели․ Уплотнительные элементы заменены; болтовые соединения затянуты по моментам‚ указанным производителем․ Упорные плоскости очищены от загрязнений и обработаны обезжиривателем․ Установочные штифты применены для совмещения посадочных поверхностей․ Коленчатый вал зафиксирован в нейтральном положении; шатунные крышки установлены с соблюдением ориентации; Клапанный механизм собран с соблюдением зазоров в пределах заводских допусков․ Прокладки смонтированы с контролем толщины и целостности․ Механизмы привода газораспределения синхронизированы по меткам; натяжение цепи или ремня выставлено по регламенту․ Смазочная система заполнена промывочным маслом перед запуском; масляное давление замерено на холостых и рабочих оборотах․ Холостой ход и форсажные обороты проверены на отсутствие посторонних шумов и течей․ Контрольные измерения геометрии блока и ГБЦ выполнены микрометром и щупом; результаты сопоставлены с табличными допусками․ Присадки и герметики применены по технической инструкции производителя деталей․

Обкатка и настройка после ремонта
Обкатка производится заданным режимом работы двигателя․ Испытание включает измерения давления‚ температур и контроль утечек․ Настройка ЭБУ выполняется․
Программа обкатки и финальная проверка
Обкатка двигателя выполняется по этапной схеме с контролем рабочих параметров․ На первом этапе запуск выполняется на холостом ходу до стабилизации оборотов; измерение давления масла и температур производится через порт диагностического оборудования․ На втором этапе нагрузочное вождение проводится в диапазоне частот вращения‚ установленном заводскими требованиями; фиксирование параметров производится через каждый интервал пробега․ Масляная замена и фильтрация выполняются после начального пробега установленного интервала․ Финальная проверка включает считывание кодов неисправностей‚ контроль компрессии и анализ виброакустики; протокол заполняется с указанием допусков и зафиксированных значений․